1.本发明涉及具备圆柱形底部的塑料瓶。
背景技术:
2.在冷冻保存装有饮料的塑料瓶的情况下,由于饮料从液体变成固体而膨胀,有时会产生塑料瓶底部向外侧突出变形的屈曲(
バックリング
)现象。
3.为了防止这种屈曲现象,在用于冷冻保存饮料的传统塑料瓶的底部设置有与花瓣形状相似的结构。这种花瓣形状的结构在碳酸饮料用的耐压性pet瓶中采用,能承受二氧化碳气体引起的内压,防止pet瓶变形。
技术实现要素:
4.发明要解决的技术问题
5.比起有糖饮料,无糖饮料因冷冻引起的饮料膨胀率更高。传统塑料瓶可以抑制有糖饮料相关的屈曲现象,但是难以抑制无糖饮料相关的屈曲现象。当然,也可以考虑通过增加塑料瓶所使用的树脂的量而提高塑料瓶整体的强度来抑制屈曲现象,但为了符合近年来节约资源/成本的情况,事实上要求塑料瓶的轻量化/薄型化。
6.因此,期望在努力达成塑料瓶的轻量化/薄型化的同时能够实现在冷冻保存无糖饮料时难以发生屈曲现象的塑料瓶。
7.解决技术问题的技术手段
8.本发明所涉及的塑料瓶的特征在于,所述塑料瓶是具备圆柱形底部的塑料瓶;所述塑料瓶具备从上述底部的侧面延续至底面的向内侧突入的多个谷部和多个接地部;上述接地部的周向最大长度设定为比上述谷部的周向最大长度大;上述谷部的最深部从上述底面朝着上侧直至上述侧面通过向外侧凸出的圆弧连接。
9.像本结构这样,通过将设置在底部的多个谷部的最深部设为圆弧,能够容易地使冷冻时的饮料膨胀压力均匀地分散,使膨胀时的内压变为像是由包含多个谷部的最深部的部分球面来支撑的状态,因此,即使是在冷冻膨胀率高的无糖饮料的情况下,也很难发生屈曲现象。此外,由于将相对于桌子等设置面而接地的接地部的周向最大长度设定为比谷部的周向最大长度大,因此也难以发生由传送机等搬运时的翻倒。
10.在本发明中,优选地,3个上述接地部在周向上以大致相等的间隔设置。
11.像本结构这样,通过使接地部为3个,与接地部为5个的传统花瓣形状的情况相比,能够确保更宽的接地面积,由传送机等搬运时的翻倒也更难发生,同时还容易确保底部良好的成型性。
12.在本发明中,优选地,从上述侧面经过上述接地部延续至上述底面的多个槽部在上述接地部中的周向上以大致相等的间隔设置。
13.根据本结构,在塑料瓶成型时和杀菌时,即使在以该塑料瓶的轻量化/薄型化为目的的情况下,也能够难以引起缩痕(
ヒケ
)的产生。
14.在本发明中,优选地,上述多个槽部中的至少一个延伸至上述底面的中心部分附近。
15.根据本结构,由于多个槽部中的至少一个延伸至底面的中心部分附近,能够使得屈曲现象更难发生。
16.在本发明中,优选地,上述底面为向内侧突入的部分球面状。
17.根据本结构,不存在以往设置在塑料瓶底面的中心部分并向瓶内侧突入的被称作圆顶部(
ドーム
部)的形状。因此,没有容易集中应力的部分,因此应力集中得以减轻,即使在例如塑料瓶掉落的情况下,也能够承受其冲击,防止底部破裂。
18.在本发明中,优选地,上述塑料瓶为冷冻用。
19.根据本结构,可以适用于冷冻用塑料瓶,因此即使冷冻也可以抑制变形,也便于使用者携带。
附图说明
20.图1是塑料瓶的主视图。
21.图2是塑料瓶底部的仰视图。
22.图3是图2的箭头线iii
‑
iii中底部的纵剖视图。
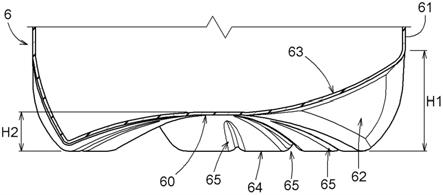
23.图4是以塑料瓶底部的谷部为中心的侧视图。
24.图5是以塑料瓶底部的槽部为中心的侧视图。
25.图6是塑料瓶底部的底面的立体图。
具体实施方式
26.以下,根据附图说明本发明的实施方式。
27.如图1所示,本实施方式所涉及的塑料瓶1具备作为液体注入口的口部2和填充液体的瓶主体部3。
28.瓶主体部3由以下部分构成:与口部2连接、随着朝向瓶身部5的方向直径逐渐增大的肩部4;与肩部4连接的圆柱形瓶身部5;以及成为塑料瓶1的底的圆柱形底部6。
29.瓶身部5的上侧部分50是承担粘贴卷形标签的标签粘贴区域的部分,设置有多个强化用的周向凹槽52。在瓶身部5的下侧部分51上形成有凹凸面53,其中,考虑到用于强化、使用者握持瓶子的容易度以及设计性,所述凹凸面53具有曲线性的多个周向凹槽。
30.此外,本实施方式中的底部6是指除去塑料瓶1中的口部2、肩部4和瓶身部5的部分。在本实施方式中,从比谷部62的开始位置稍靠上的部分直至接地部64为底部6,底部6的纵向长度(从接地部64直至侧面61与瓶身部5的边界的高度)例如可以设为20mm~22mm。
31.如图2、图4、图5所示,底部6具备从底部6的侧面61延续至底面60的中心附近的向内侧突入的多个谷部62以及相对于桌子等设置面而接地的多个接地部64。在本实施方式的底部6中,3个接地部64在周向上以大致相等的间隔设置,在周向上邻接的2个接地部64之间设有谷部62。
32.如图2所示,在底部6中,多个接地部64位于底面60的最外周部分的同一圆周上。接地部64的周向最大长度l1根据谷部62的周向最大长度l2而变化,但在本实施方式中,如图2所示,接地部64的周向最大长度l1设定为比谷部62的周向最大长度l2大(l1>l2)。
33.另外,对于接地部64的形状,不限于图2和图6中所示的形状,可以根据需要任意设定其径向宽度的大小。
34.如图3所示,谷部62的最深部从底面60的中心部分朝着上侧直至侧面61通过向外侧凸出的圆弧63连接。另外,从底面60的中心部分朝着上侧的“上侧”是指从塑料瓶1的底面60观察时具有口部2、肩部4、瓶身部5的一侧。
35.本实施方式中的谷部62的最深部延伸至底面60的中心部分,但不限于该结构。谷部62的最深部越接近底面60的中心部分,就越接近于适合应力分散的球形,因此屈曲现象的抑制效果变高,然而谷部62的最深部只要到达底面60即可,不一定要延伸至底面60的中心部分。
36.如图3和图6所示,本实施方式中的底面60成为向内侧突入的部分球面状。谷部62的最深部从底面60的顶部直至底部6的侧面61通过平滑的圆弧63连接。
37.在本实施方式中的底面60中,由于不存在以往设置在塑料瓶底面的中心部分并向瓶内侧突入的被称作圆顶部的形状,因此,没有容易集中应力的部分,应力集中得以减轻,即使在例如塑料瓶1掉落的情况下,也能够承受其冲击,防止底部破裂。
38.通过将设置在底部6的多个谷部62的最深部设为圆弧63,能够容易地使冷冻时的饮料膨胀压力均匀地分散,使膨胀时的内压变为像是由包含多个谷部62的最深部的部分球面(参照图5)来支撑的状态,因此,即使是在冷冻膨胀率高的无糖饮料的情况下,也很难发生屈曲现象。此外,由于将相对于桌子等设置面而接地的接地部64的周向最大长度l1设定为比谷部62的周向最大长度l2大,因此也难以发生由传送机等搬运时的翻倒。
39.如图3所示,谷部62的高度h1可以设定在例如12mm~25mm的范围内。如果谷部62的高度h1过高,则成型性变差,并且由于接地部64的区域变小而容易翻倒;反之,如果高度过低,则可能容易发生屈曲现象,因此在考虑这些情况的基础上进行设定。在成型性、翻倒难度、屈曲现象抑制效果中的任一方面均发挥更优异的效果的谷部62的高度h1为15mm~22mm,特别优选为15mm~18mm。
40.另外,谷部62的最深部的圆弧63的曲率半径优选为能够对内压有效果并且能够确保瓶成型性的大小。具体而言,曲率半径优选在约40mm(r40)~约60mm(r60)的范围内。
41.此外,通过使接地部64为3个,与具有5个接地部64的传统花瓣形状的情况相比,能够确保更宽的接地面积,由传送机等搬运时的翻倒也更难发生,同时还容易确保底部6的良好成型性。然而,对于接地部64的数量,并不旨在限于该结构,可以考虑成型性、翻倒难度、屈曲现象抑制效果等而适当地变更。
42.如图2、图4~图6所示,从底部6的侧面61经过接地部64延续至底面60的3个槽部65在接地部64中的周向上以大致相等的间隔设置。根据本结构,在塑料瓶1成型时和杀菌时,即使在以该塑料瓶1的轻量化/薄型化为目的的情况下,也能够难以引起缩痕的产生。对于槽部65的数量,并不旨在限于该结构,可以考虑成型性、缩痕产生抑制效果等而适当地变更,不过,特别是对于本实施方式的情况,在槽部65为2个的情况下容易产生缩痕,而在槽部65为4个的情况下难以获得良好的成型性。
43.如图2、图6所示,在本实施方式中,对于一个接地部64,3个槽部65在周向上以大致相等的间隔设置,只有正中间的槽部65延伸至底面60的中心部分附近。通过槽部65延伸至底面60的中心部分附近,能够更难发生屈曲现象。多个槽部65全部可以延伸至底面60的中
心部分附近,但是考虑到成型性等,优选多个槽部65中的至少一个延伸至底面60的中心部分附近,基于这些方面,可以适当地变更延伸至底面60的中心部分附近的槽部65的数量。
44.本实施方式中的槽部65的周向长度设定为比谷部62的周向最大长度小。
45.如图3所示,从抑制屈曲现象、具备良好的瓶成型性并且容易防止掉落时底部破裂的观点来看,底上升高度h2(从接地部64直至底面60的中心部分的高度)优选为2mm~10mm,特别优选为4mm~7mm。
46.本实施方式的塑料瓶1中填充的液体不受到特别限定,例如举出饮料水、茶、果汁、咖啡、可可(
ココア
)、清凉饮料水、酒精饮料、乳饮料、汤等饮料;酱汁(
ソース
)、酱油等液体调味料等。此外,特别是在饮料的情况下,可以是有糖饮料,也可以是无糖饮料;即使在冷冻无糖饮料的情况下,也可以适当地使用本实施方式的塑料瓶1。
47.本实施方式的塑料瓶1可以在常温用、冷藏用、冷冻用中的任一种用途中使用,但特别适合冷冻用。
48.本实施方式的塑料瓶1例如可以以聚乙烯、聚丙烯、聚对苯二甲酸乙二醇酯等热塑性树脂为主要材料,通过双轴拉伸吹塑成型等拉伸成型法一体成型。塑料瓶1的容量不受到特别限定,可以为通常流通的200毫升~2升左右,特别优选为250毫升~1升。
49.为了节约资源/成本,本实施方式的塑料瓶1也可以比一般的饮料用塑料瓶薄。具体而言,优选以如下方式形成:塑料瓶1的树脂量(g)相对于塑料瓶1的满口容量(ml)的比率为0.017~0.041(g/ml),较优选为0.023~0.037。如果树脂量相对于满口容量的比率高于0.041(g/ml),则不能说是厚度薄的轻量瓶;另一方面,如果树脂量相对于满口容量的比率低于0.017(g/ml),则壁厚变得过薄,从而难以确保强度。
50.应当理解的是,本说明书中公开的上述实施方式在所有方面都是示例性的,本发明的范围不受其限制。本领域技术人员能够容易地理解的是,在不脱离本发明的主旨的范围内,能够适当地进行变更。
51.工业实用性
52.本发明可以合适地用于冷冻用塑料瓶。
53.符号说明
54.1 塑料瓶
55.2 口部
56.3 瓶主体部
57.4 肩部
58.5 瓶身部
59.50 上侧部分
60.51 下侧部分
61.52 周向凹槽
62.53 凹凸面
63.6 底部
64.60 底面
65.61 侧面
66.62 谷部
67.63 圆弧
68.64 接地部
69.65 槽部
70.l1 接地部的周向最大长度
71.l2 谷部的周向最大长度
72.h1 谷部的高度
73.h2 底上升高度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。