1.本发明涉及一种数控机床。
背景技术:
2.在数控机床中,一个明显的问题是设置时间的减少。同时,对于大批量生产的零件,专门设计的机床仅(或几乎仅)用于加工这些零件,以便最大限度专业化并加快加工操作。
3.显然,与其生产速度相比,这种机床的多功能性受到了不利影响。此外,这种机床非常昂贵,并且只有在长时间的单工件生产后才能在多年内摊销。
技术实现要素:
4.本发明的主要目的是改进现有技术。
5.本发明的另一个目的是创造一种改进的能够更快地装备的机床。
6.这些和其它目的通过在所附权利要求中所述的内容实现;有利的技术特征在从属权利要求中限定。
7.提出的一种数控机床包括:
8.在使用中可绕竖直轴线旋转的工作台,
9.围绕工作台布置的n个加工工位,n≥2,
10.用于待加工工件的支承件,该支承件
11.连接到工作台以依次到达n个工位并在这些工位加工工件,
12.包括用于在于n个工位中执行的所有操作期间将工件保持在其上的锁定或夹持构件,
13.用于根据控制输入的状态将支承件连接到工作台或释放它的装置或器件(或夹持器件或装置)。
14.夹持或夹持装置是指元件的组件,其履行根据控制输入的状态将支承件和工作台结合在一起或使它们可拆卸的功能。
15.上述装置允许快速更换工作台上的支承件,从而避免例如用螺丝固定支承件。
16.锁定构件确保在n个工位加工工件时工件不会离开支承件,这是不引入误差的理想条件。
17.优选地,所述(用于连接的)装置永久地安装到支承件上以简化组装。
18.控制输入例如可以是
19.用于控制连接装置的电信号,
20.手动控制构件的位置,或
21.流体如空气或油的流动。
22.根据优选实施例,支承件主要沿着平面延伸并安装在工作台上,使得该平面在使用中是水平或竖直的。
23.优选地,在支承件水平布置的实施例中,工作台包括从其一侧通向另一侧的贯通开口,使得刀具可以通过穿过工作台的厚度来加工工件。
24.优选地,在支承件竖直布置的实施例中,支承件包括从其一侧通向另一侧的贯通开口,使得刀具可以通过穿过支承件的厚度来加工工件。
25.在支承件竖直放置的实施例中,优选地,支承件安装在工作台上,使得它可以绕平行于工作台的旋转轴线的竖直轴线旋转。支承件的这一自由度不仅有利于刀具在n个工位之一中进行加工(也减少了工位数量),而且有助于处置因重力而从工件上落下的切屑。注意能够在每个工位将支承件旋转180度的显著优势。因此,工件可以展示放置在支承件上的上表面和下表面两者而不必重新夹持工件。位于支承件上的背面的加工通过布置在支承件本身中的前述贯通窗口或开口进行,操作单元可以经这些贯通窗口或开口进入。这两个方面协同地提高了机床的效率。
26.根据一个优选实施例,用于连接的装置包括可彼此连接在一起的两个部分,即固定在支承件上的第一部分和固定在工作台上的第二部分。
27.根据一个优选实施例,所述部分之一包括圆锥或截头圆锥,而另一部分包括形状互补的腔体。
28.该系统保证了支承件在工作台上的机械精确和可重复的对中。另外,机械精度允许限制对工件的探测操作或测量。
29.根据一个优选实施例,第一部分和第二部分被配置为可以相互配合的公母部件。
30.根据一个优选实施例,所述(用于连接的)装置包括可在两个位置之间移动以用于分别约束或不约束第一和第二部分的锁定元件,可移动的锁定元件的位置可由所述控制输入控制。
31.根据一个优选实施例,该机床包括用于检测支承件在工作台上的实际位置并通过改变由n个工位中的刀具执行的加工程序来补偿其位置误差的探测装置。
32.本发明的另一方面涉及一种用于在其一个或每个变型例中操作前述机床的方法,该方法包括以下步骤:
33.‑
完成一系列工件的生产,
34.‑
通过驱动连接装置的控制输入来将支承件从工作台断开;
35.‑
通过驱动连接装置的控制输入来相对于与前一个工件不同的工件将不同的支承件连接到工作台,
36.‑
开始生产一系列所述不同的工件。
37.根据一个优选实施例,该工件是
38.铝型材;和/或
39.用于汽车的平台地板或部件。
附图说明
40.进一步的优点将从以下描述中变得清楚,该描述涉及机床的优选实施例的示例,其中:
41.‑
图1示出了机床的俯视图;
42.‑
图2示出了机床的三维视图;
43.‑
图3示出了机床的一个部件,
44.‑
图4
‑
5示出了机床部件的分解图。
具体实施方式
45.图中相同的标号表示相同或基本相同的部件。为了不使图面拥挤,有时相同的元件未进行编号。
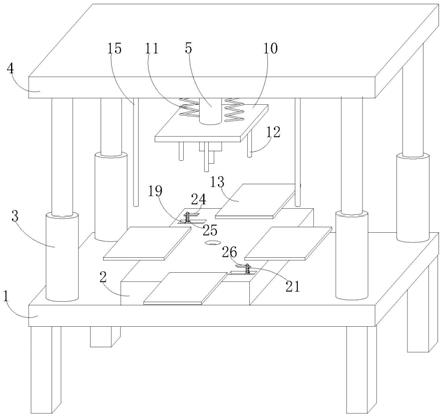
46.图1示出了包括机架12的数控机床mc的平面图,中心工作台安装在机架12上,围绕轴线y1旋转,在使用中轴线y1是竖直的。
47.机架12还容纳多个加工工位14,在该示例中为5个,加工工位配备有刀具并围绕工作台10布置。通过使工作台10绕轴线y2转动,工件可以顺次移动穿过工位14以在其中进行加工。
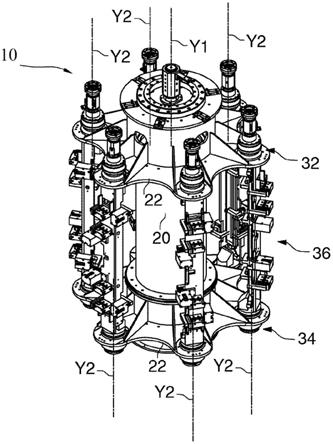
48.在图3中单独示出的工作台10包括中心鼓20,两个凸缘22从中心鼓20径向延伸,两个凸缘22径向对称地支承用于工件42的支承件30,在该示例中数量为六个。
49.在以下情况具有特别的效率:
50.当工件42是汽车部件例如用于容纳电动汽车电池的平台时;和/
51.或
52.当工件42由铝制成时。
53.在图4和图5中单独示出的支承件30沿着平行于轴线y1的竖直轴线y2在两个凸缘22之间延伸。支承件30由两个头部32、34和中心体部36组成。
54.两个头部32、34——即下头部和上头部——分别固定在不同的凸缘22上,而中心体部36从鼓20伸出,以使工件42更靠近工位14的刀具。
55.中心体部36包括阻挡构件40,例如气动夹具,以在绕轴线y1旋转和在工位14中执行的所有加工期间将工件42保持在其上。优选地,体部36可绕轴线y2相对于头部32、34旋转(经由已知的驱动器,例如安装在头部32中的电动机),其优点是工件42也可以向工位14的刀具呈现先前面向中心鼓20的一侧。
56.有利地,中心体部36经由快速释放连接固定到两个头部32、34上。为此目的,体部36包括到头部32、34的锚定装置,其可以根据控制输入的状态被启用/停用。由于能够更换工作台10上的体部36,机床mc可以快速装备新工件,因此变得非常灵活并且可用于小批量或中批量生产线。
57.图示的变型中的锚固装置包括两个可根据指令联接的对向部件:头部32、34上的固定部分和体部36上的固定部分。
58.头部32、34上的固定部分包括(参见图4)配备有锥形部分54的突出的销50和能够或多或少地从销50的侧表面突出的径向销52。
59.体部36上的固定部分包括(参见图5)具有腔体62的圆盘60,该腔体与销50和锥形部分54互补。圆锥形状之间的互补确保了良好的定心。在腔体62中存在与销52互补的孔。
60.销50和腔体62被配置为可以相互配合的公母部件。为了将体部36附接到头部32、34上,并因此附接到工作台10上,体部36在头部32、34附近水平移动,使得销50插入到腔体62中,并且例如通过输入压缩空气或油,控制销52从销50出来并进入腔体62中的相应孔,以将体部36和头部32、34结合在一起。
61.一种用机床mc加工工件42的操作方法,包括以下步骤
62.‑
将工件42安装到体部36上,
63.‑
操作夹具40将其阻挡在体部36上,
64.‑
旋转工作台10以将工件42依次带到每个工位14的刀具前方,
65.‑
可选地,使体部36在一个或每个工位14处围绕轴线y2旋转以露出并加工工件42的不同侧面,
66.‑
当工件42已循环通过所有工位14时从体部36将它卸载并装载另一工件。
67.在构造上,支承件30专用于待加工的工件,或者然而不可能将任何工件装载到支承件30上。
68.使用机床mc来改变要加工的工件类型的操作方法包括例如以下步骤:
69.‑
命令销52的控制输入使体部36与工作台10的头部32、34脱离;
70.‑
例如用叉车或机器人或起重车从工作台30移除体部36,
71.‑
例如用叉车或机器人或起重车将涉及与前一个工件不同的工件的不同体部36——例如从仓库取得不同体部36——连接到头部32、34,
72.‑
命令销52将新体部36锚固到头部32、34上。
73.因此,可以开始生产一系列不同的工件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。