一种tib2颗粒增强镁基复合材料及其制备方法
技术领域
1.本发明涉及镁基复合材料技术领域,具体涉及一种tib2颗粒增强镁基复合材料及其制备方法。
背景技术:
2.镁合金是现有最轻的金属结构材料,它具有比强度高,比刚度大,电磁屏蔽性能好,阻尼性能好,易于回收利用等一系列突出优点,在航空航天、汽车、电子、通讯等工业领域占有极其重要的地位。此外,镁合金还具有可回收利用性,属于环境友好型材料,更被誉为21世纪绿色工程材料。
3.但是,绝大多数镁合金的绝对强度较低,耐热性能较差,这极大地限制了镁合金结构材料的广泛使用。将高硬度的陶瓷,如sic、tic、al2o3和tib2等颗粒添加到镁合金中得到颗粒增强镁基复合材料,能够有效地改善合金的力学性能,进一步扩大镁合金的应用范围。目前,颗粒增强镁基复合材料的制备方法主要集中于搅拌熔铸法。这种方法是直接将颗粒增强体添加到镁合金熔体中,采用机械搅拌或者电磁搅拌的方法使其在基体中弥散分布,之后浇注成锭得到颗粒增强镁基复合材料。例如:王老虎采用电磁搅拌法制备了tib2颗粒增强az31镁基复合材料(王老虎,镁基复合材料外场下制备及组织性能研究,大连理工大学,2013);何广进采用机械搅拌高能超声复合法制备了纳米sic颗粒增强az91d镁基复合材料(何广进,纳米sic颗粒增强az91d镁基复合材料的强化机制研究,清华大学,2012)。但是该方法制备的颗粒增强镁基复合材料,往往铸造气孔较多,且颗粒分布不均匀。粉末冶金法是制备颗粒增强镁基复合材料的另一种方法,该方法是将增强体与尺寸细小的镁合金粉末在球磨机中进行混合,之后烧结得到颗粒增强镁基复合材料。例如:aydin等人采用粉末冶金法制备了tib2/mg镁基复合材料(fatih ayd1n,yavuz sun.investigation of wear behaviour and microstructure of hot
‑
pressed tib
2 particulate
‑
reinforced magnesium matrix composites[j].canadian metallurgical quarterly 2018,57(3):1
‑
15)。这种方法可以通过粉末混合实现增强体在基体中的均匀分布,但此方法对工艺设备要求较高,并且容易发生粉末燃烧、爆炸事故,不适合进行大规模生产。
[0004]
因此,需要开发一种高效低成本、工艺简单且适合大规模生产的颗粒增强高性能镁合金的制备方法。
技术实现要素:
[0005]
本发明的目的是提供一种tib2颗粒增强镁基复合材料及其制备方法,并通过高能球磨与热挤压相结合的方法进行制备,以提高镁基复合材料的抗拉强度和屈服强度。
[0006]
本发明具体采用如下技术方案:
[0007]
一种tib2颗粒增强镁基复合材料的制备方法,包括以下步骤:
[0008]
(1)将镁合金碎屑进行清洗并烘干;
[0009]
(2)按照组分配比将镁合金碎屑与tib2粉末放入球磨罐中,并加入不锈钢磨球,然
后向球磨罐内充入氩气,再将球磨罐放到球磨机上进行球磨,得到纳米晶tib2颗粒增强az31镁合金混合粉末;
[0010]
(3)将步骤(2)得到的镁合金混合粉末转入高强石墨模具中,并将其放入到热压烧结炉中,在真空条件下进行热压烧结,然后随炉冷却至室温,得到镁合金热压坯;
[0011]
(4)将步骤(3)得到的镁合金热压坯进行挤压,得到镁合金挤压棒材。
[0012]
进一步地,所述步骤(2)中tib2占混合粉末的2.5%~10%,镁合金基体占90~97.5%。
[0013]
进一步地,所述步骤(2)中tib2粉末的粒径为3~10μm,纯度大于99.9%。
[0014]
进一步地,所述步骤(2)中球磨机转速为200r/min~300r/min,球磨时间为110~120h,球料比为60:1,氩气纯度≥99.9%。
[0015]
进一步地,所述步骤(3)中真空度≤1
×
10
‑2pa,热压烧结温度为300~320℃,加压压力为40~50mpa,保温保压时间为60~90min。
[0016]
进一步地,所述步骤(4)中镁合金热压坯温度为350~370℃,模具温度为350~370℃,挤压比为12~15,挤压速度为1.5~2.5mm/min。
[0017]
通过一种tib2颗粒增强镁基复合材料的制备方法所制备的镁基复合材料,其室温抗拉强度为290~320mpa,屈服强度为200~240mpa,断裂延伸率为13.7~15.5%。
[0018]
在上述技术方案中,本发明中采用高能球磨与粉末冶金相结合的方法制备镁基复合材料,其中高能球磨可以使粉体发生剧烈的塑性变形,产生密集的位错网,将镁晶粒细化到纳米尺寸,还可以实现tib2颗粒在镁基体中的均匀分布,有效避免团聚现象的出现,充分发挥其增强效果;粉末冶金工艺节能省材、近净成形,且所得制品性能优异、精度高,适用于大规模生产。
[0019]
本发明所提供的镁基复合材料的强化机制主要为弥散强化,通过高能球磨,tib2颗粒均匀分布在镁基体组织中,阻碍了位错的迁移,从而增强其强度及塑性。
[0020]
本发明具有如下有益效果:
[0021]
(1)本发明所提供的镁基复合材料,基体中镁晶粒细小,并均匀分布着tib2颗粒,屈服强度、抗拉强度及塑性都得到了显著的增强;
[0022]
(2)与现有的粉末冶金法制备镁基复合材料相比,本发明采用镁或镁合金碎屑为原料,碎屑可来自于工业镁合金加工的废屑,能够实现镁合金的回收二次利用,而且tib2价格低廉,成本也低,本发明方法工艺简单、成本低廉,可适于大规模生产。
附图说明
[0023]
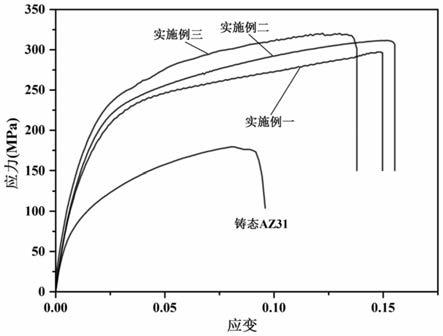
图1为本发明实施例1
‑
3及对比例1的室温拉伸曲线图;
[0024]
图2为实施例2中步骤(2)球磨后的az31/tib2镁合金复合粉末的sem检测图;
[0025]
图3为实施例2中步骤(2)球磨后的az31/tib2镁合金复合粉末进行x射线衍射图;
[0026]
图4为实施例2中步骤(4)热挤压后得到的az31/tib2镁合金挤压棒材的微观组织图;
[0027]
图5为实施例3中步骤(4)热挤压后得到的az31/tib2镁合金挤压棒材的微观组织图;
[0028]
图6为实施例2中步骤(4)得到的az31/tib2镁合金挤压棒材进出宏观观测图。
具体实施方式
[0029]
本发明提供了一种tib2颗粒增强镁基复合材料及其制备方法,为了使本发明的优点、技术方案更加清楚、明确,下面结合具体实施例和附图对本发明做详细说明。
[0030]
实施例1
[0031]
本实施例所提供的一种tib2颗粒增强镁基复合材料的制备方法,包括以下步骤:
[0032]
(1)将镁合金碎屑进行清洗并烘干,镁合金碎屑取az31镁合金铸棒,并将其车削为碎屑;
[0033]
(2)按照组分配比将镁合金碎屑与tib2粉末放入球磨罐中,其中tib2粉末占混合粉末的质量比为2.5%,tib2粉末粒径为3μm,纯度≥99.9%,并加入不锈钢磨球,不锈钢磨球的直径为8mm,不锈钢磨球与混合粉末的质量比为60:1,然后向球磨罐内充入氩气(氩气纯度≥99.9%),再将球磨罐放到行星式球磨机上进行球磨,球磨机转速为300r/min,球磨时间为110h,得到纳米晶tib2颗粒增强az31镁合金混合粉末;
[0034]
(3)将步骤(2)得到的镁合金混合粉末转入高强石墨模具中,石墨模具的抗折强度大于60mpa,并将其放入到热压烧结炉中,在真空条件下进行热压烧结,热压烧结温度300℃,真空度≤1
×
10
‑2pa,加压40mpa,保温保压60min,然后随炉冷却至室温,得到az31/tib2镁合金热压坯;
[0035]
(4)将步骤(3)得到的镁合金热压坯进行挤压,挤压温度350℃,模具温度350℃,挤压比14.7,挤压速度2mm/min,得到致密化的az31/tib2镁合金挤压棒材。
[0036]
对实施例1得到的az31/tib2镁合金挤压棒材取样进行室温力学性能检测,其抗拉强度为297mpa,屈服强度为202mpa,断裂延伸率为14.9%。
[0037]
上述取样制样过程为:(1)机加工:对az31/tib2镁合金挤压棒材进行车削,得到室温拉伸试样;(2)热处理:对所得到的拉伸试样在150℃下进行热处理1.5h,然后随炉冷却,消除车削过程造成的加工硬化,以检测出准确的力学性能。
[0038]
实施例2
[0039]
本实施例所提供的一种tib2颗粒增强镁基复合材料的制备方法,包括以下步骤:
[0040]
(1)将镁合金碎屑进行清洗并烘干,镁合金碎屑取az31镁合金铸棒,并将其车削为碎屑;
[0041]
(2)按照组分配比将镁合金碎屑与tib2粉末放入球磨罐中,其中tib2粉末占混合粉末的质量比为5%,tib2粉末的粒径为3μm,并加入不锈钢磨球,不锈钢磨球的直径为8mm,不锈钢磨球与混合粉末的质量比为60:1,然后向球磨罐内充入氩气(氩气纯度≥99.9%),再将球磨罐放到行星式球磨机上进行球磨,球磨机转速为300r/min,球磨时间为110h,得到纳米晶tib2颗粒增强az31镁合金混合粉末;
[0042]
(3)将步骤(2)得到的镁合金混合粉末转入高强石墨模具中,石墨模具的抗折强度大于60mpa,并将其放入到热压烧结炉中,在真空条件下进行热压烧结,热压烧结温度300℃,真空度≤1
×
10
‑2pa,加压40mpa,保温保压60min,然后随炉冷却至室温,得到az31/tib2镁合金热压坯;
[0043]
(4)将步骤(3)得到的镁合金热压坯进行挤压,挤压温度350℃,模具温度350℃,挤压比14.7,挤压速度2mm/min,得到致密化的az31/tib2镁合金挤压棒材。
[0044]
对实施例2得到的az31/tib2镁合金挤压棒材按实施例1的取样方法取样进行室温
力学性能检测,其抗拉强度为312mpa,屈服强度为219mpa,断裂延伸率为15.5%。
[0045]
实施例3
[0046]
本实施例所提供的一种tib2颗粒增强镁基复合材料的制备方法,包括以下步骤:
[0047]
(1)将镁合金碎屑进行清洗并烘干,镁合金碎屑取az31镁合金铸棒,并将其车削为碎屑;
[0048]
(2)按照组分配比将镁合金碎屑与tib2粉末放入球磨罐中,其中tib2粉末占混合粉末的质量比为10%,tib2粉末的粒径为3μm,并加入不锈钢磨球,不锈钢磨球的直径为8mm,不锈钢磨球与混合粉末的质量比为60:1,然后向球磨罐内充入氩气(氩气纯度≥99.9%),再将球磨罐放到行星式球磨机上进行球磨,球磨机转速为300r/min,球磨时间为110h,得到纳米晶tib2颗粒增强az31镁合金混合粉末;
[0049]
(3)将步骤(2)得到的镁合金混合粉末转入高强石墨模具中,石墨模具的抗折强度大于60mpa,并将其放入到热压烧结炉中,在真空条件下进行热压烧结,热压烧结温度300℃,真空度≤1
×
10
‑2pa,加压40mpa,保温保压60min,然后随炉冷却至室温,得到az31/tib2镁合金热压坯;
[0050]
(4)将步骤(3)得到的镁合金热压坯进行挤压,挤压温度350℃,模具温度350℃,挤压比14.7,挤压速度2mm/min,得到致密化的az31/tib2镁合金挤压棒材。
[0051]
对实施例3得到的az31/tib2镁合金挤压棒材按实施例1的取样方法取样进行室温力学性能检测,其抗拉强度为320mpa,屈服强度为240mpa,断裂延伸率为13.7%。
[0052]
对比例1
[0053]
选择初始铸态az31镁合金作为对比例1,经过力学性能测试,其抗拉强度为179mpa,屈服强度为75mpa,断裂延伸率为9.6%。
[0054]
将实施例1
‑
3及对比例1的室温拉伸曲线进行对比,如图1所示,并结合其力学性能检测结果,随着tib2含量的增加,其抗拉强度及屈服强度增加,且添加tib2后,镁合金材料的抗拉强度、屈服强度及延伸率明显增加,同时保持较高的强度及韧性。
[0055]
为进一步研究tib2增强相对镁合金材料的影响,进行了如下检测:
[0056]
对实施例2中步骤(2)球磨后的az31/tib2镁合金复合粉末进行sem检测,如图2所示,图中白色的颗粒为tib2,灰色基底为镁基体,tib2颗粒在镁基体中分布均匀,未出现明显团聚现象,其中tib2颗粒的平均尺寸在400nm左右,达到了亚微米级别。
[0057]
对实施例2中步骤(2)球磨后的az31/tib2镁合金复合粉末进行x射线衍射检测,如图3所示,图中xrd测试结果的衍射峰与mg及tib2标准pdf卡片的标准峰一一对应,并未产生第二相组织,表明复合材料在球磨过程中具有良好的化学稳定性,且mg相和tib2相之间不会反应产生化合物。
[0058]
对实施例2中步骤(4)热挤压后得到的az31/tib2镁合金挤压棒材进行金相检测,如图4所示,从图4中可以看出实施例2制备的az31/tib2镁合金挤压棒材晶粒尺寸细小均匀,晶界较为明显,其平均晶粒尺寸达到2.01μm。
[0059]
对实施例3中步骤(4)热挤压后得到的az31/tib2镁合金挤压棒材进行金相检测,如图5所示,与图4相比,从图5中可以看出实施例3制备的az31/tib2镁合金挤压棒材晶粒尺寸更加细小均匀,晶界较为明显,其平均晶粒尺寸达到1.67μm,表明tib2含量的增加有利于镁合金基体晶粒的细化。
[0060]
另外,还对实施例2中步骤(4)得到的az31/tib2镁合金挤压棒材进出宏观观测,如图6所示,从图中可以看出,镁合金挤压棒材表明光洁度高,无明显宏观裂纹出现,说明致密化工艺合理。
[0061]
需要说明的是,本技术中未述及的部分可通过现有技术实现。
[0062]
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。