1.本发明涉及使至少2种热塑性树脂含浸于增强纤维而成的纤维增强树脂基材、一体化成型品及纤维增强树脂基材的制造方法。
2.此外,本发明涉及一体化成型品的生产率优异的纤维增强树脂基材及使用其而成的一体化成型品。
背景技术:
3.使用热固性树脂或热固性树脂作为基质,与碳纤维、玻璃纤维等增强纤维组合而成的纤维增强复合材料是轻质的,并且强度、刚性等力学特性优异,因此被应用于航空航天、汽车、铁道车辆、船舶、土木建筑及运动用品等众多领域。然而,这些纤维增强复合材料不适于以单一的成型工序来制造具有复杂形状的部件、结构体,在如上所述的用途中,需要制作由纤维增强复合材料形成的部件,接着与其他部件一体化的工序。此时,有时也根据需要而将具有不同特性的树脂组合。作为将纤维增强复合材料与其他部件一体化的方法,可采用螺栓、铆钉、螺钉等机械性接合的接合方法、使用粘接剂的接合方法。在机械性接合方法中,由于需要预先加工开孔等接合部分的工序,因此导致制造工序时间长及制造成本增加,此外,由于开孔而存在材料强度降低这样的问题。在使用粘接剂的接合方法中,由于需要包括粘接剂的准备、粘接剂的涂布操作的粘接工序及固化工序,因此导致制造工序时间长,且在粘接强度方面也存在可靠性无法得到充分满足这样的课题。此外,虽然有双色成型等得到由不同种类的热塑性树脂形成的成型品的方法,但在相容性低的树脂的组合的情况下,主流是通过嵌合等形状设计而一体化,还存在设计自由度低这样的课题。
4.这里,专利文献1中示出了预浸料坯片材,其在沿规定方向并丝而成的增强纤维片材层中形成有由不同热塑性树脂形成的多个树脂区域。在专利文献2中,示出了由增强纤维构成的无纺布中含浸有多种不同的热塑性树脂而成的纤维增强树脂片。此外,专利文献3中,示出了利用与构成增强纤维的材料具有熔点差的热塑性树脂构成的热塑性树脂预浸料坯。
5.对于在基质中使用了热塑性树脂的纤维增强复合材料而言,由于可适用利用熔接将部件间接合的方法,因而存在可缩短部件间的接合所需要的时间的可能性。另一方面,近年来,制品所要求的形状变得复杂化并且需要使与要求特性对应的各种部件一体化。在这种成型品的制造中,要求生产率的提高和制品收率的提高、即废弃率的降低技术。
6.针对利用熔接而将部件间接合的技术,在专利文献4中,示出了由增强纤维与具有交联结构的基质树脂形成、且在表面具有热塑性树脂的纤维增强复合材料板。在专利文献2中,示出了在由增强纤维构成的无纺布中含浸有2种热塑性树脂而成的纤维增强树脂片。专利文献5中,示出了将使热塑性树脂含浸于由增强纤维形成的毡而成的片状中间基材用在表皮形成层及芯形成层中而得的夹层层叠体。
7.现有技术文献
8.专利文献
9.专利文献1:日本特开2012
‑
246442号公报
10.专利文献2:国际公开第2014/103658号小册子
11.专利文献3:国际公开第2013/8720号小册子
12.专利文献4:日本特开2006
‑
205436号公报
13.专利文献5:国际公开第2014/162873号小册子
技术实现要素:
14.发明所要解决的课题
15.然而,对于专利文献1中所示的预浸料坯片材而言,构成为树脂区域之间的边界部分进入增强纤维片材层的内部的状态,但并没有谈及该状态,不同树脂的接合状态不充分。专利文献2中所示的纤维增强树脂片针对由2种热塑性树脂形成的界面层的凹凸形状进行了规定,作为接合强度而言变得充分的可能性高,但由于使用了由增强纤维形成的无纺布,因此接合强度的稳定性(偏差小)不充分。专利文献3中所示的热塑性树脂预浸料坯实际上是同种(除了分子结构以外为同种)热塑性树脂的组合,不能满足得到由要求特性不同的树脂的组合形成的复合材料的目的。
16.此外,对于这些文献所记载的复合材料的方法而言,由于在某特定温度下使不同树脂同时熔融而含浸至增强纤维,因此存在树脂的组合受限、一者的树脂由于热分解等劣化而难以得到正常状态的纤维增强复合材料。
17.因此,本发明的第1目的在于,提供将特性不同的多种树脂牢固地复合化而成的纤维增强树脂基材。
18.此外,在专利文献4中,由于是将第1热塑性树脂配置在纤维增强复合材料板的表面,将与第1热塑性树脂不同的第2热塑性树脂重叠地配置在第1热塑性树脂的外部表面,因此与本发明的层叠顺序不同。此外,通过将溶解度参数彼此相近的2种热塑性树脂重叠而用于粘接层来兼具粘接性和耐热性是优选的,但在与复杂并且多种类的部件一体化成型时,从用于粘接其他部件的粘接面的设计自由度的观点来看是不充分的。
19.在专利文献2中记载的方法中,由于是使热塑性树脂含浸于由增强纤维构成的无纺布而成的纤维增强树脂片,因此将其用于熔接时,热塑性树脂会熔融,增强纤维的取向混乱而使所得成型品的力学特性降低,或者有时会变形为不期望的形状。
20.在专利文献5中记载的方法中,由于在表皮层即两表面中使用同种的热塑性树脂,在将其他部件(树脂部件)熔接时,该树脂部件有时会熔接于基材的不期望的部分,粘接面的设计自由度不充分。
21.因此,本发明的第2目的在于,提供纤维增强树脂基材及使用其的一体化成型品,该纤维增强树脂基材可利用熔接而与其他部件接合,并且显示出优异的接合强度,此外,即使在使用多种熔接特性不同的其他部件的情况下,也可容易地熔接,因此对接合而言的设计自由度高。
22.用于解决课题的手段
23.为了解决所述课题,本发明的第1方式涉及的纤维增强树脂基材具有下述构成。即,
24.纤维增强树脂基材,其包含以下构成要素[a]、[b]及[c]:
[0025]
[a]增强纤维;
[0026]
[b]热塑性树脂(b);
[0027]
[c]热塑性树脂(c),
[0028]
构成要素[a]沿单向排列,
[0029]
在该纤维增强树脂基材中,存在包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域,
[0030]
在纤维增强树脂基材的单侧的表面上存在有包含构成要素[b]的树脂区域,
[0031]
构成要素[b]及构成要素[c]的hansen溶解度参数的距离ra
(bc)
满足式(1),
[0032]
ra
(bc)
={4(δdb
‑
δdc)2 (δpb
‑
δpc)2 (δhb
‑
δhc)2}
1/2
≥8式(1)
[0033]
ra
(bc)
:构成要素[b]与构成要素[c]的hansen溶解度参数的距离;
[0034]
δdb为基于构成要素[b]的分子间的分散力的能量;
[0035]
δdc为基于构成要素[c]的分子间的分散力的能量;
[0036]
δpb为基于构成要素[b]的分子间的偶极子相互作用的能量;
[0037]
δpc为基于构成要素[c]的分子间的偶极子相互作用的能量;
[0038]
δhb为基于构成要素[b]的分子间的氢键的能量;
[0039]
δhc为基于构成要素[c]的分子间的氢键的能量;
[0040]
上述纤维增强树脂基材中,存在有跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而被包含于两个树脂区域中的构成要素[a]。
[0041]
此外,本发明包括将其他部件接合于上述纤维增强树脂基材而成的一体化成型品。
[0042]
为了解决上述课题,本发明的第2方式涉及的纤维增强树脂基材具有下述构成。即,
[0043]
纤维增强树脂基材,其包含下述构成要素[a]、[b’]、[c’]及[d]:
[0044]
[a]增强纤维;
[0045]
[b’]热塑性树脂(b’);
[0046]
[c’]热塑性树脂(c’);
[0047]
[d]热固性树脂(d),
[0048]
包含构成要素[b’]的树脂区域(b’)、包含构成要素[d]和构成要素[a]的纤维增强树脂区域(e)、与包含构成要素[c’]的树脂区域(c’)依次邻接并分别形成边界面,构成要素[b’]与构成要素[c’]满足式(3):
[0049]
2<δsp≤10
…
式(3)
[0050]
δsp:spa与spc之差的绝对值;
[0051]
spa:构成要素[b’]的sp值[(mpa)
1/2
];
[0052]
spc:构成要素[c’]的sp值[(mpa)
1/2
]。
[0053]
此外,本发明包括一体化成型品,其是树脂部件(f)接合于树脂区域(b’)的表面及/或树脂部件(g)接合于树脂区域(c’)的表面从而与上述纤维增强树脂基材一体化而成的,
[0054]
在将上述树脂区域(b’)的表面积设为100%时,树脂区域(b’)与树脂部件(f)的接
合面积的比例在5%以上且小于50%的范围内,及/或在将前述树脂区域(c’)的表面积设为100%时,树脂区域(c’)与树脂部件(g)的接合面积的比例在5%以上且小于50%的范围内。
[0055]
此外,本发明的纤维增强树脂基材的制造方法具有下述构成。即,
[0056]
纤维增强树脂基材的制造方法,该纤维增强树脂基材包含下述构成要素[a]、[b]及[c]:
[0057]
[a]增强纤维;
[0058]
[b]热塑性树脂(b);
[0059]
[c]热塑性树脂(c),
[0060]
上述制造方法中,在使构成要素[a]行进的同时连续地依次实施至少以下的抽出工序、第1含浸工序及第2含浸工序,
[0061]
<抽出工序>,将连续的构成要素[a]并丝而得到构成要素[a]沿单向排列而成的连续增强纤维片材后,将得到的包含构成要素[a]的连续增强纤维片材向后段的工序沿纤维方向进行供给的工序;
[0062]
<第1含浸工序>,从前述连续增强纤维片材的一面起含浸构成要素[b],得到在前述连续增强纤维片材的第1表面存在有构成要素[b]的纤维增强树脂中间体的工序;
[0063]
<第2含浸工序>,从与前述第1表面相反的第2表面起含浸构成要素[c],得到纤维增强树脂基材的工序;
[0064]
构成要素[b]及构成要素[c]的hansen溶解度参数的距离ra
(bc)
满足式(5):
[0065]
ra
(bc)
={4(δdb
‑
δdc)2 (δpb
‑
δpc)2 (δhb
‑
δhc)2}
1/2
≥8式(5)
[0066]
ra
(bc)
:构成要素[b]与构成要素[c]的hansen溶解度参数的距离
[0067]
δdb为基于构成要素[b]的分子间的分散力的能量;
[0068]
δdc为基于构成要素[c]的分子间的分散力的能量;
[0069]
δpb为基于构成要素[b]的分子间的偶极子相互作用的能量;
[0070]
δpc为基于构成要素[c]的分子间的偶极子相互作用的能量;
[0071]
δhb为基于构成要素[b]的分子间的氢键的能量;
[0072]
δhc为基于构成要素[c]的分子间的氢键的能量。
[0073]
发明的效果
[0074]
由于本发明的第1方式的纤维增强树脂基材是由特性不同的组合而成的树脂、特别是将彼此相容性低的多种热塑性树脂进行复合化而成的,因此可得到在以往技术中困难的具有不同特性的组合的基材。此外,通过使用本发明的纤维增强树脂基材,能够提供在现有技术中难以得到的多个部件牢固地一体化而成的一体化成型品。此外,通过使用本发明的纤维增强树脂基材的制造方法,即使是在现有技术中难以复合化的树脂的组合,也能够在不发生热分解等劣化的情况下进行复合化而制造纤维增强树脂基材。
[0075]
此外,对于本发明的第2方式的纤维增强树脂基材而言,由于能够与其他部件熔接,因此相对于以往的由热固性树脂和增强纤维形成的纤维增强复合材料而言,可缩短接合工序所需要的时间,可使结构部件的成型高速化。此外,即使在使用多种熔接特性不同的其他部件时,也可生产率良好地成型,因此可适用于航空器结构部件、风车的叶片、汽车结构部件及ic托盘、笔记本电脑的壳体等计算机用途等,从而具有作为结构体的优异的性能,而且可大幅降低制品的成型时间及成型成本。
附图说明
[0076]
图1为本发明的第1方式涉及的纤维增强树脂基材的示意图。
[0077]
图2为本发明的第1方式涉及的纤维增强树脂基材的观察截面的示意图。
[0078]
图3为本发明的第1方式涉及的纤维增强树脂基材的制造方法的示意图。
[0079]
图4为本发明的第1方式的制造方法中的连续纤维增强片的示意图。
[0080]
图5为本发明的第1方式的制造方法中的纤维增强树脂中间体的示意图。
[0081]
图6为本发明的第1方式涉及的纤维增强树脂基材的示意图。
[0082]
图7为本发明的第1方式涉及的纤维增强树脂基材的接合强度试验片的制作方法的示意图。
[0083]
图8为本发明的第1方式涉及的接合有由不同树脂形成的部件而成的一体化成型品的示意图。
[0084]
图9为本发明的第2方式涉及的树脂区域(b’)、纤维增强树脂区域(e)与树脂区域(c’)依次邻接而成的纤维增强树脂基材的一个例子的示意图。
[0085]
图10为本发明的第2方式涉及的树脂区域(b’)与树脂部件(f)接合而成的一体化成型品的示意图。
[0086]
图11为本发明的第2方式涉及的树脂区域(b’)与树脂部件(f)接合而成的一体化成型品的截面的示意图。
[0087]
图12为本发明的第2方式涉及的树脂区域(b’)与树脂部件(f)接合而成的一体化成型品中,树脂部件(f)的一部分蔓延至树脂部件(c’)侧时的一个例子的示意图。
[0088]
图13为本发明的第2方式涉及的树脂区域(b’)与树脂部件(f)接合而成的一体化成型品中,树脂部件(f)的一部分蔓延至树脂区域(c’)侧的一体化成型品的截面的示意图。
[0089]
图14为本发明的第2方式涉及的树脂区域(c’)与树脂部件(g)接合而成的一体化成型品的示意图。
[0090]
图15为本发明的第2方式涉及的树脂区域(c’)与树脂部件(g)接合而成的一体化成型品的截面的示意图。
[0091]
图16为本发明的第2方式涉及的树脂区域(b’)与树脂部件(f)接合,且树脂区域(c’)与树脂部件(g)接合而成的一体化成型品的一个例子中的截面的示意图。
[0092]
图17为本发明的第2方式涉及的纤维增强树脂基材的观察截面的示意图。
具体实施方式
[0093]
以下,针对本发明的第1及第2方式涉及的纤维增强树脂基材进行说明。
[0094]
〔第1方式〕
[0095]
本发明的第1方式涉及的纤维增强树脂基材包含至少下述构成要素[a]、[b]及[c]。
[0096]
(构成要素[a])
[0097]
作为在本发明中使用的构成要素[a]增强纤维,有玻璃纤维、碳纤维、金属纤维、芳香族聚酰胺纤维、聚芳酰胺纤维、氧化铝纤维、碳化硅纤维、硼纤维、玄武岩纤维等。它们可以单独使用,也可以将2种以上并用而使用。这些增强纤维也可以施以表面处理。作为表面处理,有金属的沉积处理、利用偶联剂的处理、利用上浆剂的处理、添加剂的附着处理等。在
这些增强纤维之中,也包括具有导电性的增强纤维。
[0098]
作为增强纤维,优选使用作为比重小、高强度、高弹性模量的碳纤维。作为碳纤维的市售品,可举出“torayca(注册商标)”t800g
‑
24k、“torayca(注册商标)”t800s
‑
24k、“torayca(注册商标)”t700g
‑
24k、“torayca(注册商标)”t700s
‑
24k、“torayca(注册商标)”t300
‑
3k、及“torayca(注册商标)”t1100g
‑
24k(以上、toray co.,ltd.制)等。
[0099]
在构成要素[a]中,增强纤维沿单向排列。需要说明的是,构成要素[a]也可以是将沿单向排列的增强纤维的层层叠多层而成的层叠物。此时,在各层内只要增强纤维沿单向排列即可,不同层中所含的增强纤维可朝向不同的方向。通过使用沿单向排列而成的增强纤维,可得到轻质且耐久性高、并且熔接工序中的变形小的成型品,因而优选。
[0100]
通过使构成要素[a]成为这样的形态、排列,可容易且能够均匀地以满足后述的优选结构要件的曲线的方式形成由包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面所形成的截面曲线。由此,增强纤维能够跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面存在。此外,将纤维增强树脂基材与其他部件一体化时,还可以降低接合强度的偏差。
[0101]
对于这些形态而言,如后所述,可以通过将由增强纤维构成的多根增强纤维束并丝而沿单向排列而得。增强纤维束可以由同一形态的多根纤维构成,或者,也可以由不同形态的多根纤维构成。构成一根增强纤维束的增强纤维数通常为300~60,000,若考虑基材的制造,则优选为300~48,000,更优选为1,000~24,000。也可以是由上述上限中的任意与下限中的任意组合而成的范围。
[0102]
针对构成要素[a]增强纤维,若根据jis
‑
r7608(2004)的树脂含浸线束试验法而测定的线束拉伸强度在5.5gpa以上,则可得到不仅拉伸强度优异、而且具有优异的接合强度的纤维增强树脂基材,因而优选。
[0103]
本发明的纤维增强树脂基材中的构成要素[a]的含有率优选为30~90质量%,更优选为35~85质量%,进一步优选为40~80质量%。也可以是由上述上限中的任意与下限中的任意组合而成的范围。若构成要素[a]的含有率为30质量%以上,则构成要素[a]增强纤维可形成跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而存在的结构(锚定结构),可使包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域成为牢固的接合状态。此外,若构成要素[a]的含有率为90质量%以下,则不易发生热塑性树脂的含浸不良,所得的纤维增强树脂基材的孔隙易于变少。
[0104]
[含浸率]
[0105]
本发明的纤维增强树脂基材的含浸率优选为80%以上。上述含浸率更优选为85%以上,进一步优选为90%以上。这里,所谓含浸率,是指选自构成要素[b]及构成要素[c]的树脂以何种程度含浸于构成要素[a]的比例。含浸率越大,意味着纤维增强树脂基材中所含的空隙越少,可以得到良好外观、高力学特性的纤维增强树脂基材。作为含浸率的测定方法,并非测定树脂以何种程度含浸于纤维增强树脂基材的比例,而是测定树脂未含浸的部分(称为空隙部)的比例,从而能够求出。在与所得的纤维增强树脂基材的长度方向正交的截面的观察中,在将纤维增强树脂基材的总截面积设为a0、将纤维增强树脂基材中的空隙部的截面积设为a1时,可根据以下的式子(6)求出含浸率。
[0106]
含浸率=(a0
‑
a1)/a0
…
(6)。
[0107]
在本发明的纤维增强树脂基材中,每单位面积的构成要素[a]的质量优选为30~2,000g/m2。若每单位面积的构成要素[a]的质量为30g/m2以上,则能够减少纤维增强树脂层叠体成型时用于得到规定厚度的层叠张数、操作易变得简便。另一方面,若每单位面积的构成要素[a]的质量为2,000g/m2以下,则纤维增强树脂基材的悬垂性变得易于提高。此外,每单位面积的构成要素[a]的质量优选为300g/m2以下。通过设为上述范围,可以使后述的第1含浸工序中的构成要素[b]及第2含浸工序中的构成要素[c]变得易于含浸,使制造速度成为高速。
[0108]
(构成要素[b]、构成要素[c])
[0109]
作为构成构成要素[b]的热塑性树脂(b)及构成构成要素[c]的热塑性树脂(c),除了满足后述的hansen溶解度参数的距离ra
(bc)
的关系的组合以外,没有特别限制。作为热塑性树脂(b)及热塑性树脂(c),例如可举出聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸丙二醇酯、聚萘二甲酸乙二醇酯、液晶聚酯等聚酯系树脂、聚乙烯、聚丙烯、聚丁烯等聚烯烃、苯乙烯系树脂、氨基甲酸酯树脂、以及聚甲醛、聚酰胺6、聚酰胺66等脂肪族聚酰胺、半芳香族聚酰胺、脂环式聚酰胺等聚酰胺系树脂、聚碳酸酯、聚甲基丙烯酸甲酯、聚氯乙烯、聚苯硫醚等聚亚芳基硫醚、聚亚苯基醚、改性聚亚苯基醚、聚酰亚胺、聚酰胺酰亚胺、聚醚酰亚胺、聚砜、改性聚砜、聚醚砜、聚酮、聚醚酮、聚醚醚酮、聚醚酮酮等聚亚芳基醚酮、聚芳酯、聚醚腈、苯酚系树脂、苯氧基树脂等。此外,这些热塑性树脂也可以为上述树脂的共聚物、改性物、及/或2种类以上混合而成的树脂等。从耐热性良好及不易发生热变形的观点考虑,优选玻璃化转变温度为80℃以上的结晶性的热塑性树脂、玻璃化转变温度为160℃以上的非晶性的热塑性树脂。
[0110]
作为热塑性树脂(b)及热塑性树脂(c),在上述树脂中,从成型加工性与耐热性、力学特性的平衡来看,优选为选自由聚烯烃、聚碳酸酯、聚酯、聚亚芳基硫醚、聚酰胺、聚甲醛、聚醚酰亚胺、聚醚砜及聚亚芳基醚酮组成的组中的至少1种热塑性树脂。
[0111]
此外,在热塑性树脂(b)及热塑性树脂(c)中,根据用途等,在不损害本发明目的的范围内也可以适宜地含有其他填充材料、添加剂。例如,可举出无机填充材料、阻燃剂、导电性赋予剂、成核剂、紫外线吸收剂、抗氧化剂、振动阻尼剂、抗菌剂、防虫剂、除臭剂、防着色剂、热稳定剂、脱模剂、抗静电剂、增塑剂、润滑剂、着色剂、颜料、染料、发泡剂、消泡剂、偶联剂等。
[0112]
本发明的纤维增强树脂基材中的构成要素[b]及构成要素[c]的单位面积重量优选为10g/m2以上。若单位面积重量为10g/m2以上,则在与后述的其他部件的熔接接合中,可得到有充分厚度的熔接接合区域,表现出优异的接合强度。更优选为20g/m2以上。这里,所谓单位面积重量,是指纤维增强树脂基材每1m2中所含的构成要素[b]或构成要素[c]的质量(g)。
[0113]
本发明的纤维增强树脂基材中的构成要素[b]及构成要素[c]的含有率各自优选为10~50质量%,更优选为20~40质量%。也可以是由上述上限中的任意与下限中的任意组合而成的范围。构成要素[b]及构成要素[c]的含有率若为10质量%以上,则不易发生构成要素[b]及构成要素[c]的含浸不足,所得的纤维增强基材的孔隙易于变少。此外,使构成要素[b]及构成要素[c]牢固地复合化成为可能。此外,构成要素[b]及构成要素[c]的含有率若为50质量%以下,则构成要素[a]易于形成锚定结构而存在于构成要素[b]及构成要素
[c]热塑性树脂中,因此牢固地复合化成为可能。
[0114]
此外,对于本发明的纤维增强树脂基材而言,在热塑性树脂(b)与热塑性树脂(c)的关系中,优选满足以下的式子(2)。
[0115]
50≤δt≤200
…
式(2)
[0116]
δt:tb与tc之差的绝对值
[0117]
tb:在热塑性树脂(b)是结晶性树脂时为其熔点,在非晶性树脂时为其玻璃化转变温度[℃]
[0118]
tc:在热塑性树脂(c)是结晶性树脂时为其熔点,在非晶性树脂时为其玻璃化转变温度[℃]。
[0119]
在本说明书中,将上述tb、tc一并指熔融温度。在将本发明的纤维增强树脂基材与由热塑性树脂形成的其他部件接合时,若以熔接进行接合则热塑性树脂以熔融状态混合,由此可以提高与其他部件的接合强度,因而优选。在本发明的纤维增强树脂基材中,使热塑性树脂(b)与热塑性树脂(c)各自与其他部件熔接时,通过使其他部件熔接至热塑性树脂(b)工序中的加工温度(以下,简称“熔接温度”。)与热塑性树脂(c)的熔接温度之差增大,可以提高熔接工序中的设计自由度,因而优选。这里,作为熔接温度,优选使用当热塑性树脂为结晶性树脂时在其熔点以上的温度,为非晶性树脂时在其玻璃化转变温度以上的温度。因此,若tb与tc之间的差δt为50℃以上,则可充分增大上述两面中的熔接温度之差,因而优选。此外,tb与tc之间的差δt为200℃以下时,在将上述两面中的各自熔接时,可抑制于其中一者的熔接温度另一者的表面发生热分解,因而优选。在某一定的熔接温度下熔接上述两面时,从能够进一步抑制上述两面的热分解,并且能够对接合部赋予熔接所需的充分的温度的观点考虑,tb与tc之间的差δt优选为50℃以上且150℃以下。从提高设计自由度的观点考虑,tb与tc之间的差δt优选设为100℃以上。根据后述的本发明的制造方法,即使在这样的熔接温度差大的树脂的组合的情况下,也能够得到具有牢固的接合状态的纤维增强树脂基材。
[0120]
这里的熔点及/或玻璃化转变温度可以使用示差扫描量热计(dsc)而求出。在容积50μl的密闭型样品容器中装入1~5mg的样品,以升温速度10℃/分钟进行升温,将在30~400℃的范围内检测出的dsc曲线的阶差设为玻璃化转变点,将放热峰设为熔点的指标,将各温度设为玻璃化转变温度及熔点。
[0121]
优选构成要素[b]的熔融温度tb、构成要素[c]的熔融温度tc中的至少一者为250℃以下。在使热塑性树脂含浸于增强纤维的工序中、与其他部件一体化的工序中,从易于利用热熔接进行一体化的观点考虑,更优选为230℃以下,进一步优选为210℃以下。针对熔融温度的下限没有特别限定,从所得的纤维增强树脂基材的耐热性的观点考虑,优选为100℃以上,更优选为130℃以上。
[0122]
(hansen溶解度参数)
[0123]
对于本发明的第1方式的纤维增强树脂基材而言,在构成构成要素[b]的热塑性树脂(b)与构成构成要素[c]的热塑性树脂(c)之间的关系中,各自的热塑性树脂的hansen溶解度参数的距离ra
(bc)
必须满足式(1)。
[0124]
ra
(bc)
={4(δdb
‑
δdc)2 (δpb
‑
δpc)2 (δhb
‑
δhc)2}
1/2
≥8
…
式(1)
[0125]
ra
(bc)
:构成要素[b]与构成要素[c]的hansen溶解度参数的距离
[0126]
δdb为基于构成要素[b]的分子间的分散力的能量
[0127]
δdc为基于构成要素[c]的分子间的分散力的能量
[0128]
δpb为基于构成要素[b]的分子间的偶极子相互作用的能量
[0129]
δpc为基于构成要素[c]的分子间的偶极子相互作用的能量
[0130]
δhb为基于构成要素[b]的分子间的氢键的能量
[0131]
δhc为基于构成要素[c]的分子间的氢键的能量。
[0132]
构成hansen溶解度参数的距离ra
(bc)
的各项的值也可以利用hansensolubility parameter in practice(hspip)ver.5.0.06而求出,这里,使用溶解度不同的各种溶剂而求出样品的溶解度,利用hspip来解析该溶解度的信息,由此计算出hansen溶解度参数。但是,在式中,δd、δp及δh分别表示hansen溶解度参数中的分散项、极性项、氢键项。需要说明的是,作为这里的溶解性不同的各种溶剂,可以例示出正己烷、环己烷、甲基异丁基酮、乙酸正丁酯、甲苯、四氢呋喃、甲基乙基酮、氯仿、乙酸甲酯、丙酮、1,4
‑
二噁烷、吡啶、n
‑
甲基吡咯烷酮、六氟异丙醇、1
‑
丁醇、乙腈、二乙二醇、n,n
‑
二甲基甲酰胺、γ
‑
丁内酯、乙醇、二甲亚砜、甲醇、2
‑
氨基乙醇、环己酮、1,1,2,2
‑
四溴代乙烷等,可以从其中进行选择。
[0133]
上述hansen溶解度参数的距离ra
(bc)
为8以上时,表示构成要素[b]与构成要素[c]之间的亲和性非常低。因此,在现有技术中,在如此的构成要素[b]与构成要素[c]之间无法得到牢固的接合状态。在本发明中,由于构成要素[a]呈前述锚定结构,从而即使在以往不可能的热塑性树脂的组合、特别是各自的热塑性树脂的hansen溶解度参数的距离ra
(bc)
显示较大的值的组合的情况下,也可能在构成要素[b]与[c]的边界面上容易地得到牢固的接合状态。此时,从提高树脂的组合的设计自由度的观点考虑,距离ra
(bc)
优选为10以上。针对距离ra
(bc)
的上限没有特别限定,若为30以下,则可以满足树脂组合的设计自由度的高度。
[0134]
对于包含上述构成要素[b]即热塑性树脂(b)的树脂区域而言,在本发明中,其存在于纤维增强树脂基材的单侧的表面。热塑性树脂(b)也可以存在于表面以外的区域。另一方面,包含构成要素[c]即热塑性树脂(c)的树脂区域优选存在于与包含热塑性树脂(b)的树脂区域所存在的表面呈相反侧的表面上。
[0135]
包含构成要素[b]的树脂区域或包含构成要素[c]的树脂区域可以存在于增强纤维树脂基材的一个表面的整个面上,也可以存在于一部分上。
[0136]
此外,优选包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域各自呈层状地邻接,由此形成边界面。由此,包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域的接合强度提高,且纤维增强树脂基材的均质性变高,因而优选。
[0137]
在本发明的增强纤维树脂基材中,从提高与构成构成要素[a]的增强纤维、特别是碳纤维的粘接性的观点考虑,优选构成要素[b]的δhb及构成要素[c]的δhc均为1.0以上。更优选δhb及δhc为2.0以上。
[0138]
在本发明的增强纤维树脂基材中,优选构成要素[a]与构成要素[b]的hansen溶解度参数的距离ra
(ab)
、构成要素[a]与构成要素[c]的hansen溶解度参数的距离ra
(ac)
中的任一者或两者小于8。通过成为如此的关系,即使构成要素[b]与构成要素[c]示出为hansen溶解度参数的距离ra
(bc)
大的值的组合,也能够获得介由构成要素[a]而具有牢固的接合状态的纤维增强树脂基材。此外,从表现出牢固的接合状态的观点考虑,上述距离ra
(ab)
及ra
(ac)
中的任一者或两者更优选为小于7,进一步优选为小于6。
[0139]
(纤维增强树脂基材)
[0140]
针对本发明的纤维增强树脂基材的厚度,没有特别限定,从处理性、轻质性的观点考虑,优选为0.1mm以上,更优选为0.3mm以上,进一步优选为0.5m以上。通过设为0.1mm以上的厚度,可以在作为用于与其他部件一体化的接合媒介物而起作用时,设计自由度高,也有助于轻质化。另一方面,将纤维增强树脂基材本身用作部件时,厚度优选为1mm以上,更优选为3mm以上,进一步优选为5mm以上。针对厚度的上限没有特别限定,若为50mm以下的厚度,则作为接合媒介物或作为部件均可以充分地利用。
[0141]
此外,在包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域各自呈层状地邻接时,针对包含要素[b]的树脂区域与包含构成要素[c]的树脂区域的厚度之比没有特别限定,从纤维增强树脂基材的量产性、平坦性的观点考虑,优选为1∶9~9∶1,更优选为2∶8~8∶2,进一步优选为3∶7~7∶3。也可以根据所使用的树脂的线膨胀系数、增强纤维的体积含有率,以所得的纤维增强树脂基材变平坦的方式来调节厚度之比。
[0142]
[粗糙度平均长度、粗糙度平均高度]
[0143]
在本发明的纤维增强树脂基材中,存在有跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而被包含于两个树脂区域中的构成要素[a]增强纤维。此外,如图1所示,在俯视纤维增强树脂基材时,相对于上述构成要素[a]的纤维方向而言无论是顺时针还是逆时针45度的方向上对垂直于纤维增强树脂基材的截面、即相对于纤维增强树脂基材所成的平面垂直地切割而得到的截面进行观察时,包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域的边界面所形成的截面曲线的由jis b0601(2001)定义的粗糙度平均长度rsm为100μm以下、粗糙度平均高度rc为3.5μm以上,因而优选。对于粗糙度平均高度rc而言,从表现出边界面的更牢固的接着强度的观点考虑,优选为10μm以上。
[0144]
如图2所示,通过存在有跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而被包含于两个树脂区域中的构成要素[a]增强纤维,包含构成要素[c]的树脂区域的强度得到提高、接合强度得到提高。
[0145]
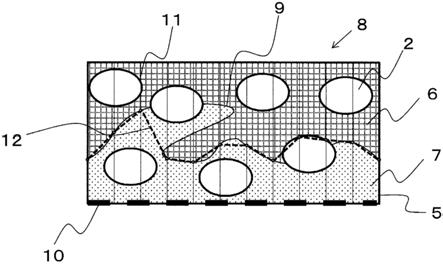
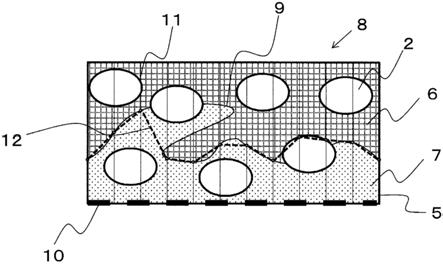
对于跨越两个树脂区域的边界面而被包含于这两个树脂区域中的[a]的存在的确认而言,可以通过观察相对于平面方向而言垂直地切割而得到的截面来进行确认。使用图2来示出一个例子。在图2的观察截面8中,纤维增强树脂基材的包含构成要素[b]的树脂区域6与包含构成要素[c]的树脂区域7密合,包含构成要素[b]的树脂区域6与包含构成要素[c]的树脂区域7密合而成的面作为边界面9而示出。此外,在边界面9上存在多个构成要素[a]2。边界面9上的构成要素[a]2既与包含构成要素[b]的树脂区域6相接,也与包含构成要素[c]的树脂区域7相接。如此,构成要素[b]及构成要素[c]相接于增强纤维的周围的状态可以说是增强纤维为“跨越边界面而被包含在这两个树脂区域中”的状态。
[0146]
通过使存在于边界面上的构成要素[a]与构成要素[b]及构成要素[c]化学性或/及物理性地结合,包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域的密合力提高。存在于边界面上的构成要素[a]的根数为1根以上即可。根数的上限没有特别限定,优选在根据后述方法而观测到的图像中的500μm见方的范围内为200根以下。
[0147]
对于包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而言,在俯视下的纤维增强树脂基材中,相对于上述构成要素[a]的纤维方向而言无论是顺
时针还是逆时针45度的方向上在得到垂直于纤维增强树脂基材的截面的情况下观察该截面。需要说明的是,此时,优选对该截面中构成要素[a]、[b]及[c]全部存在的部分进行观察。通过在上述截面处观察该边界面中的树脂区域的方式,可以同时评价纤维方向及与其正交的方向的密合力。
[0148]
在上述截面观察中,若该边界面所形成的截面曲线的由jis b0601(2001)定义的粗糙度平均长度rsm为100μm以下,则构成要素[a]变得容易跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而存在,易于得到上述密合力提高的效果。此外,不仅是化学性或/及物理性的结合力,而且边界面中的包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域交织的机械性结合力也增加,包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域变得难以剥离。粗糙度平均长度rsm的下限值没有特别限定,从避免由应力集中而引起机械性结合力降低这样的观点考虑,优选为15μm以上。此外,由于截面曲线的粗糙度平均高度rc为3.5μm以上,由交织引起的机械性结合力变高,并且构成要素[a]变得易于跨越包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域之间的边界面而存在,包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域的密合力提高,因而优选。对于截面曲线的粗糙度平均高度rc而言,其优选为10μm以上,特别优选为20μm,这是由于这样可以使得构成要素[a]变得易于被包含于这两个树脂区域中且密合力更加提高。上限值没有特别限定,从避免由应力集中而引起的机械性结合力降低这样的观点考虑,优选为100μm以下。
[0149]
这里,作为截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm的测定方法,可以使用已知的方法。例如,可举出根据使用x射线ct而取得的截面图像进行测定的方法、根据利用能量分散型x射线分光仪(eds)的元素分析分布图像进行测定的方法、或者根据利用光学显微镜或者扫描电子显微镜(sem)或者透射型电子显微镜(tem)的截面观察图像进行测定的方法。在观察时,为了调节对比度,构成要素[b]及/或构成要素[c]可以被染色。在利用上述任意的方法而得的图像中,在500μm见方的范围内,对截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm进行测定。
[0150]
使用图2示出截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm的测定方法的一个例子。在图2中所示的观察图像8中,包含构成要素[b]的树脂区域6与包含构成要素[c]的树脂区域7密合,在观察图像8时,包含构成要素[b]的树脂区域与包含构成要素[c]的树脂区域之间的边界面作为边界面9而示出。此外,在边界面9上存在多个构成要素[a]2。
[0151]
示出截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm的测定方法的一个例子(截面曲线要素的测定方法1)。将长方形的观察图像8的包含构成要素[c]的树脂区域侧的端部10作为基准线,由包含构成要素[c]的树脂区域7向着包含构成要素[b]的树脂区域6来以5μm间隔描绘基线垂线11。将从基准线描出的基线垂线首次与构成要素[b]相交的点进行绘图,且将经绘图的点连结成的线设为截面曲线12。对所得的截面曲线12,基于jis b0601(2001)进行筛选处理,算出截面曲线12的粗糙度平均高度rc及粗糙度平均长度rsm。
[0152]
(一体化成型品)
[0153]
本发明中的纤维增强树脂基材可以通过介由构成要素[b]及/或构成要素[c]而与其他部件接合来制成一体化成型品。
[0154]
这里,作为其他部件,例如可以由铝、铁、镁、钛及它们的合金等金属材料形成,可
以为前述纤维增强树脂基材彼此,也可以由热塑性树脂组合物形成。若使用经增强纤维增强的热塑性树脂组合物作为其他部件,则可得到在采用金属材料时无法实现的轻质性,因而优选。
[0155]
这里,从与构成要素[b]及/或构成要素[c]的熔接性的观点考虑,其他部件优选包含热塑性树脂。其他部件中所含的热塑性树脂与纤维增强树脂基材的该其他部件接合的(相接)部分中所含的热塑性树脂优选为同种的树脂。此外,其他部件中,根据用途等,在不损害本发明目的的范围内也可以适宜地含有其他填充材料、添加剂。例如可举出,无机填充材料、阻燃剂、导电性赋予剂、成核剂、紫外线吸收剂、抗氧化剂、振动阻尼剂、抗菌剂、防虫剂、除臭剂、防着色剂、热稳定剂、脱模剂、抗静电剂、增塑剂、润滑剂、着色剂、颜料、染料、发泡剂、消泡剂、偶联剂等。
[0156]
其他部件的形态可以例示出肋、凸台、立壁等,从兼具成型品的轻质性与力学特性的观点考虑,特别优选将肋结构接合至纤维增强树脂基材。上述肋结构可举出,在纤维增强树脂基材上呈直线状地配置的例子、作为经交叉的十字肋而配置的例子。
[0157]
作为将其他部件接合至本发明的纤维增强树脂基材的方法没有特别限制,例如可以举出热熔接、振动熔接、超声波熔接、电阻熔接、感应熔接、激光熔接、嵌件注射成型、基体上注射成型等。从高速且生产率优异的方面考虑,特别优选使用嵌件注射成型、基体上注射成型等注射成型。
[0158]
对于本发明的一体化成型品的接合部的强度而言,基于后述的纤维增强树脂基材与其他部件的接合强度而测定出的拉伸接合强度在试验环境温度为23℃时优选为10mpa以上,更优选为15mpa以上。在要求高温下的力学特性的用途中,例如优选在试验环境温度为80℃时仍表现出高接合强度。
[0159]
(纤维增强树脂基材的制造方法)
[0160]
在本发明涉及的纤维增强树脂基材的制造方法中,在使构成要素[a]行进的同时连续地依次实施后述的抽出工序、第1含浸工序及第2含浸工序。
[0161]
这里,所谓在使构成要素[a]行进的同时连续地实施,是指如图3所示,使用辊或传送带来将构成要素[a]不停地连续供给至各工序。由于各工序连续地依次实施,可以降低基材的制造成本。
[0162]
<抽出工序>
[0163]
本发明涉及的抽出工序是将连续的构成要素[a]并丝而得到沿单向排列而成的增强纤维连续增强纤维片材后,将得到的包含构成要素[a]的连续增强纤维片材向后段的工序沿纤维方向进行供给的工序。作为例子,为下述工序:由配置于线轴架等的构成要素[a]的卷轴将纱条解绕而并丝,得到片状的连续增强纤维片材,而后引导至下一工序。在将构成要素[a]并丝之前或/及之后也可以包括开纤工序。此外,也可以在并丝后通过织机,将在横纱中使用辅助纤维纱条而制成的织物作为连续增强纤维片材进行引导。此时的辅助纤维可以是与构成要素[a]相同的纤维,也可以是其他纤维。通过直接由纱条得到连续增强纤维片材,由于与经过整经或部分整经(beaming)的情况相比进一步抑制制造成本,因而优选。通过将连续增强纤维片材中所含的构成要素[a]沿单向排列,可得到相对于纤维方向具有优异的比强度,且低成本的纤维增强树脂基材。
[0164]
针对本发明的抽出工序中所得到的连续增强纤维片材,使用图4进行说明。图4中
所示的连续纤维增强片13包含构成要素[a]2,其截面示于截面a。连续纤维增强片具有第1表面19和与第2表面20相对的2个表面,在后述的第1含浸工序及第2含浸工序中,从这些面起来分别含浸构成要素[b]及构成要素[c]。但是,本发明的范围不限定于图4所例示的工序。
[0165]
构成要素[a]的纱条可以由同一形态的多根纤维构成,或者也可以由不同形态的多根纤维构成。构成一种构成要素[a]的纱条的增强纤维数通常为300~60,000,若考虑基材的制造,则优选为300~48,000,更优选为1,000~24,000。也可以是由上述上限中的任意与下限中的任意组合而成的范围。
[0166]
<第1含浸工序>
[0167]
对于本发明涉及的制造方法而言,在抽出工序之后,包括下述工序:从连续增强纤维片材的一面起含浸构成要素[b],得到在第1表面上存在构成要素[b]的纤维增强树脂中间体。针对在第1含浸工序中得到的纤维增强树脂中间体,使用图4及图5进行说明。构成要素[b]6是从图4截面a中的第1表面19含浸至连续增强纤维片材13,得到具有如图5的截面b的截面的纤维增强树脂中间体14。这里,纤维增强树脂中间体14的第1表面19覆盖构成要素[b]6。但是,本发明的范围不限定于图4、图5中例示的工序。
[0168]
在第1含浸工序中,作为构成要素[b]存在于第1表面的状态没有特别限定,优选构成要素[b]配置在第1表面上。这里,所谓配置构成要素[b],是指覆盖着第1表面的80%以上。通过由构成要素[b]覆盖表面的80%以上,可对所得的纤维增强树脂基材赋予接合性。此外,更优选得到第1表面完全覆盖有构成要素[b]的纤维增强树脂中间体的工序。通过设为上述工序,在后述的第2含浸工序中含浸构成要素[c]时,可防止构成要素[c]露出于第1表面、或/及蔓延至第1表面,因而优选。
[0169]
<含浸>
[0170]
针对从连续增强纤维片材的一面起含浸构成要素[b]而得到纤维增强树脂中间体的方法没有特别限定,可举出:将构成要素[b]以膜、无纺布等片状层叠于连续纤维增强片的第1表面,接着加热构成要素[b]而成为熔融状态,使其含浸至连续纤维增强片后,通过冷却而得到纤维增强树脂中间体的方法;使构成要素[b]以熔融状态附着于连续纤维增强片的第1表面,接着使其含浸至连续纤维增强片后,通过冷却而得到纤维增强树脂中间体的方法等。将构成要素[b]以片状进行层叠的方法可使构成要素[b]的单位面积重量稳定,因而优选。对于使构成要素[b]以熔融的状态赋予至连续纤维增强片的方法而言,从制造成本的方面考虑是优选的。
[0171]
将制成片状的构成要素[b]层叠至第1表面后,作为加热的方法,可使用已知的方法。例如可举出,远红外线加热器、高温烘箱、使用感应加热的非接触的加热方法、使其与经加热的辊或传送带接触而加热的方法等。其中,通过远红外线加热器或者高温烘箱的槽中而进行加热的方法从温度控制的观点考虑是优选的。
[0172]
针对使经熔融的构成要素[b]附着于第1表面的方法没有特别限定,可使用已知的方法。其中,优选浸渍或者涂布。
[0173]
这里,浸渍是指,例如使用泵将构成要素[b]供给至熔融浴,使连续纤维增强片通过该熔融浴内的方法。通过将连续纤维增强片浸于熔融浴,可可靠地使构成要素[b]附着于前述连续纤维增强片。
[0174]
此外,涂布是指,例如使用逆转辊、正旋转辊、接触辊、涂敷、喷涂、幕涂等涂布手段,将构成要素[b]涂布于连续纤维增强片的方法。这里,逆转辊、正旋转辊、接触辊是指,通过泵将熔融的构成要素[b]供给至辊,在连续纤维增强片上涂布构成要素[b]的熔融物的方法。逆转辊为2根辊彼此以逆方向旋转,在辊上涂布经熔融的构成要素[b]的方法,正旋转辊是2根辊以相同的方向旋转,在辊上涂布经熔融的构成要素[b]的方法。通常,在逆转辊、正旋转辊中,采用下述方法:将连续纤维增强片用2根辊夹住来使构成要素[b]转印至连续纤维增强片上,进而由其他辊夹住而由此使构成要素[b]可靠地附着。另一方面,接触辊是仅使连续纤维增强片与1根辊接触,而使构成要素[b]附着的方法。因此,接触辊优选在树脂的粘度比较低的情况下使用。即使使用任意的辊方法,也可涂布规定量的经加热熔融的构成要素[b],通过使前述连续纤维增强片在粘接的同时前进,可使规定量的构成要素[b]附着于连续纤维增强片的每单位长度上。喷涂是利用吹雾的原理,将经熔融的构成要素[b]以雾状吹送至连续纤维增强片的方法。幕涂是使经熔融的构成要素[b]由小孔自然落下而涂布至连续纤维增强片的方法、或从熔融槽使其流溢而涂布至连续纤维增强片的方法。由于易于调节涂布中所需的量,因此可减少构成要素[b]的损失。涂敷是使经熔融的构成要素[b]从小孔喷出,在与连续纤维增强片接触的同时前进,由此使规定量的构成要素[b]附着于连续纤维增强片的每单位长度上的方法。构成要素[b]不易受粘度的影响,从提高制造速度的观点考虑,优选采用涂敷。
[0175]
可以在使经熔融的构成要素[b]含浸于连续纤维增强片时进行加压。针对加压的方法没有特别限定,在利用逆转辊、正旋转辊、接触辊、涂敷器或传送带来加热构成要素[b]时,可举出与加热同时地施加压力的方法。或者,在构成要素[b]向连续纤维增强片附着
·
熔融后,可举出设置由辊、传送带形成的加压部的方法。需要说明的是,在经熔融的构成要素[b]的粘度低的情况下,加压不是必需的。
[0176]
将构成要素[b]含浸至连续纤维增强片而得的纤维增强树脂中间体优选被冷却。针对冷却的方法没有特别限定,可使用已知的方法。例如,可利用基于调温槽、送风机的非接触冷却、或通过与经调温的辊或传送带接触而接触冷却。其中,与经调温的辊或传送带接触的方法从温度控制的观点考虑是优选的,由于可兼为构成要素[b]的熔融后的加压工序,因而优选。
[0177]
<纤维增强树脂中间体的温度>
[0178]
第1含浸工序后、第2含浸工序前的纤维增强树脂中间体的温度优选为70~180℃。通过设为上述范围,在后述的第2含浸工序中不易发生构成要素[c]由于纤维增强树脂中间体的热量而热分解或反应失控,并且由于构成要素[c]被适度地加热,对纤维增强树脂中间体的含浸性提高。从可靠地防止热分解或反应失控的观点考虑,纤维增强树脂中间体的温度更优选为150℃以下。此外,从使含浸性提高的观点考虑,更优选下限为90℃以上。
[0179]
<第2含浸工序>
[0180]
本发明涉及的制造方法包括下述工序:在第1含浸工序开始后,从与第1表面相反的第2表面起来含浸构成要素[c],得到纤维增强树脂基材(第2含浸工序)。针对在第2含浸工序中得到的纤维增强树脂基材,使用图5及图6来进行说明。构成要素[c]7从图5的截面b中的第2表面20起含浸至连续增强纤维片材13,而得到具有如图6的截面c所示的截面的纤维增强树脂基材1。这里,纤维增强树脂基材1的第1表面19由构成要素[b]6覆盖,第2表面20
由构成要素[c]覆盖。但是,本发明的范围并不限定于图5、图6所例示的工序。需要说明的是,可以在第1含浸工序结束前开始第2含浸工序。
[0181]
[含浸]
[0182]
针对从纤维增强树脂中间体的与第1表面相反的第2表面其来含浸构成要素[c]的方法没有特别限定,可举出:将构成要素[c]以片状层叠至纤维增强树脂中间体的第2表面,接着进行加热而制成熔融状态,接着通过冷却而得到纤维增强树脂中间体的方法;将构成要素[c]以熔融状态赋予至纤维增强树脂中间体的第2表面,接着通过冷却而得到的方法。对于将构成要素[c]以膜、无纺布的片状进行层叠的方法而言,由于可使构成要素[c]的单位面积重量稳定而优选。以经熔融的状态将构成要素[c]赋予至纤维增强树脂中间体的方法从制造成本的方面考虑是优选的。
[0183]
<卷取工序>
[0184]
在第2含浸工序后,可以包括卷取纤维增强树脂基材的工序。在卷取工序中,可以将纤维增强基材卷绕至卷绕部,也可以不卷绕而导入atp装置、afp装置、分切装置、切割装置等装置,连续地供给至其他工序。在卷绕的情况下,可以将脱模纸、保护膜供给至纤维增强树脂基材的第2表面。通过供给脱模纸、保护膜,由于可防止纤维增强树脂基材的第2表面与处于卷绕时的内层的纤维增强树脂基材的第1表面密合、粘着,因而优选。
[0185]
卷取时的纤维增强树脂基材的速度优选为0.1m/分钟以上。通过设为上述范围,可连续地得到纤维增强树脂基材。从生产率的观点考虑,更优选为1m/分钟以上,从结构部件的工艺要求的观点考虑,更优选为5m/分钟以上。
[0186]
在本发明的纤维增强树脂基材的制造方法中,可分别进行构成要素[b]向构成要素[a]的含浸、与构成要素[c]向构成要素[a]的含浸。在使不同种类的热塑性树脂含浸至增强纤维的情况下,例示选定不同树脂这两者均可成型的温度,在该成型温度下同时含浸不同种类的树脂的方法(专利文献1、2)。在同时含浸时,由于无法配合树脂来调节成型压力,因此控制两树脂的边界位置是非常难的,成为受限制的树脂组合,因此不优选。对于本发明的制造方法而言,在第1含浸工序及第2含浸工序中,通过变更成型温度,可任意地设定树脂粘度、成型压力,从制造条件的设计自由度高、可容易地调节构成要素[b]与构成要素[c]的边界位置的方面考虑,是优选的。
[0187]
(用途)
[0188]
本发明的第1方式涉及的纤维增强树脂基材及一体化成型品优选用于航空器结构部件、风车叶片、汽车外板;及ic托盘、笔记本电脑的壳体等计算机用途;此外优选用于高尔夫球杆、网球拍等运动用途。
[0189]
〔第2方式〕
[0190]
接下来,针对本发明的第2方式涉及的纤维增强树脂基材进行说明。
[0191]
本发明的纤维增强树脂基材是使包含构成要素[b’]的树脂区域(b’)、包含构成要素[d]和构成要素[a]的纤维增强树脂区域(e)、和包含构成要素[c’]的树脂区域(c’)依次邻接而形成边界面的纤维增强树脂基材。
[0192]
优选包含构成要素[b’]的树脂区域(b’)、包含构成要素[c’]的树脂区域(c’)、以及包含构成要素[d]和构成要素[a]的纤维增强树脂区域(e)各自呈层状地邻接而由此形成边界面。
[0193]
这里,树脂区域(b’)、纤维增强树脂区域(e)和树脂区域(c’)依次邻接是指例如如图9所示,纤维增强树脂区域(e)具有相对的两面,树脂区域(b’)与其一面相接,且树脂区域(c’)与另一面相接而堆叠而成的状态。通过设为上述构成,可将树脂区域(b’)与树脂区域(c’)简便地配置在纤维增强树脂区域(e)上。图9示出包含构成要素[b’]的树脂区域(b’)、包含构成要素[c’]的树脂区域(c’)、以及包含构成要素[d]和构成要素[a]的纤维增强树脂区域(e)各自呈层状地邻接的例子。
[0194]
对于本发明的纤维增强树脂基材而言,在构成树脂区域(b’)的构成要素[b’]与构成树脂区域(c’)的构成要素[c’]间的关系中,相容性参数(sp值)必须满足式(3)。
[0195]
2<δsp≤10
…
式(3)
[0196]
δsp:spb与spc之差的绝对值
[0197]
spb:构成要素[b’]的sp值[(mpa)
1/2
]
[0198]
spc:构成要素[c’]的sp值[(mpa)
1/2
]。
[0199]
在本发明的纤维增强树脂基材中,在使树脂区域(b’)、树脂区域(c’)与被熔接材料高速地熔接时,一般而言在短时间内被赋予高温和高压。在这样的条件下,被熔接材料溶解而流动,有时会流入所期望的场所以外而熔接,产生所谓的成型不良。此时,通过使spb与spc之差满足式(3)的关系,从而不会发生不期望的粘接,例如即使欲与树脂区域(b’)熔接的被熔接材料蔓延至树脂区域(c’)侧也不与树脂区域(c’)熔接,能够简便地除去不需要的部位。此外,在下述工序中,在使树脂区域(c’)与新的被熔接材料熔接时,即使新的被熔接材料蔓延至树脂区域(b’)侧,也不会与树脂区域(b’)熔接,可简便地除去不需要的部位。由此,可兼顾由高温、高压工艺引起的熔接工序的缩短、和简便地修复所产生的成型不良。从上述观点出发,spb与spc之差的绝对值δsp更优选为3以上且10以下。此外,从这样的观点出发,优选树脂区域(b’)形成纤维增强树脂基材的一个表面,树脂区域(c’)形成纤维增强树脂基材的相反侧的表面。
[0200]
另一方面,上述δsp大于2的情况,表示树脂区域(b’)与树脂区域(c’)之间的亲和性低。然而,在本发明中,纤维增强树脂区域(e)介于树脂区域(b’)与树脂区域(c’)之间而存在,此外如后所述,在树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(e)的边界面中具有锚定结构,由此可在边界面上容易地得到牢固的接合状态。
[0201]
sp值可以利用hansen solubility parameter in practice(hspip)ver.5.0.06而求出。这里,使用溶解性不同的各种溶剂,求出在各自溶剂中的样品的溶解度,利用hspip来解析该溶解度的信息,由此计算hansen溶解度参数。本技术中的sp值利用下式来由该hansen溶解度参数的各项确定。
[0202]
sp值=(dd2 dp2 dh2)
1/2
[0203]
其中,式中,dd、dp及dh分别表示hansen溶解度参数中的分散项、极性项、氢键项。
[0204]
需要说明的是,作为这里的溶解性不同的各种溶剂,可例示出正己烷、环己烷、甲基异丁基酮、乙酸正丁酯、甲苯、四氢呋喃、甲基乙基酮、氯仿、乙酸甲酯、丙酮、1,4
‑
二噁烷、吡啶、n
‑
甲基吡咯烷酮、六氟异丙醇、1
‑
丁醇、乙腈、二乙二醇、n,n
‑
二甲基甲酰胺、γ
‑
丁内酯、乙醇、二甲亚砜、甲醇、2
‑
氨基乙醇、环己酮、1,1,2,2
‑
四溴代乙烷等。
[0205]
此外,对于本发明的纤维增强树脂基材而言,构成树脂区域(b’)的热塑性树脂
(b’)与构成树脂区域(c’)的热塑性树脂(c’)间的关系优选满足以下的式(4)。
[0206]
50≤δt’≤150
…
式(4)
[0207]
at’:tb’与tc’之差的绝对值
[0208]
tb’:热塑性树脂(b’)为结晶性树脂时为其熔点,为非晶性树脂时为其玻璃化转变温度[℃]
[0209]
tc’:热塑性树脂(c’)为结晶性树脂时为其熔点,为非晶性树脂时为其玻璃化转变温度[℃]。
[0210]
在将本发明的纤维增强树脂基材与由热塑性树脂形成的其他部件接合时,若以熔接进行接合,则热塑性树脂以熔融状态混合,由此可提高与其他部件的接合强度,因而优选。在本发明的纤维增强树脂基材中,将树脂区域(b’)与树脂区域(c’)的各自与其他部件熔接时,由于将其他部件熔接至树脂区域(b’)的工序中的加工温度(以下,在本说明书中简称为“熔接温度”。)与树脂区域(c’)中的熔接温度之差变大,从而可提高熔接工序中的设计自由度,因而优选。这里,作为熔接温度,优选采用的是:热塑性树脂为结晶性树脂时为其熔点以上、为非晶性树脂时为其玻璃化转变温度以上。因此,若tb’与tc’之间的差δt’为50℃以上,则能够充分增大上述两区域中的熔接温度之差,因而优选。此外,若tb’与tc’之间的差δt’为150℃以下,则在使上述两区域的各自熔接时,能够抑制于其中一者的熔接温度另一树脂区域发生热分解,因而优选。此外,tb’与tc’之间的差δt’优选为50℃以上且100℃以下。通过设为上述范围,可进一步抑制上述两区域的热分解,并且可对接合部赋予对于熔接而言充分的温度,因而优选。
[0211]
这里的熔点及/或玻璃化转变温度可基于jis k7121(2012),使用示差扫描量热计(dsc)而求出。在容积50μl的密闭型样品容器中装入1~10mg的样品,以升温速度10℃/分钟进行升温,将在30~400℃的范围内检测出的dsc曲线的阶差设为玻璃化转变点,将放热峰设为熔点的指标,将各自的温度设为玻璃化转变温度及熔点。
[0212]
作为热塑性树脂(b’)及热塑性树脂(c’),例如可举出聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸丙二醇酯、聚萘二甲酸乙二醇酯、液晶聚酯等聚酯系树脂;聚乙烯、聚丙烯、聚丁烯等聚烯烃;苯乙烯系树脂;氨基甲酸酯树脂;聚甲醛、聚酰胺6、聚酰胺66等脂肪族聚酰胺、半芳香族聚酰胺、脂环式聚酰胺等聚酰胺系树脂;聚碳酸酯;聚甲基丙烯酸甲酯;聚氯乙烯;聚苯硫醚等聚亚芳基硫醚;聚亚苯基醚;改性聚亚苯基醚;聚酰亚胺;聚酰胺酰亚胺;聚醚酰亚胺;聚砜;改性聚砜;聚醚砜;聚酮、聚醚酮、聚醚醚酮、聚醚酮酮等聚亚芳基醚酮;聚芳酯;聚醚腈;苯酚系树脂;苯氧基树脂等。此外,这些热塑性树脂可以为上述树脂的共聚物、改性物,也可以将2种以上共混而使用。
[0213]
其中,从成型加工性与耐热性、力学特性的平衡来看,优选为选自由聚烯烃、聚碳酸酯、聚酯、聚亚芳基硫醚、聚酰胺、聚甲醛、聚醚酰亚胺、聚醚砜、聚亚芳基醚酮组成的组中的至少1种热塑性树脂。
[0214]
此外,热塑性树脂(b’)及热塑性树脂(c’)中,根据用途等,在不损害本发明目的的范围内也可以适宜地含有其他填充材料、添加剂。例如可举出,无机填充材料、阻燃剂、导电性赋予剂、成核剂、紫外线吸收剂、抗氧化剂、振动阻尼剂、抗菌剂、防虫剂、除臭剂、防着色剂、热稳定剂、脱模剂、抗静电剂、增塑剂、润滑剂、着色剂、颜料、染料、发泡剂、消泡剂、偶联剂等。
[0215]
此外,热塑性树脂(c’)与热塑性树脂(b’)之间必须满足前述sp值的关系。作为满足上述关系的热塑性树脂(b’)与热塑性树脂(c’)的组合,可以例示出以下的方式。
[0216]
作为第1组合,优选热塑性树脂(b’)为聚酰胺,热塑性树脂(c’)为聚烯烃。通过设为上述组合,与其他部件粘接时的粘接面的设计自由度(以下,为粘接面的设计自由度)提高,并且还可将熔接温度抑制得较低,可将生产成本抑制得较低,因而优选。
[0217]
作为第2组合,优选热塑性树脂(b’)为聚亚芳基硫醚、热塑性树脂(c’)为聚烯烃。通过设为上述组合,除了粘接面的设计自由度之外,还使熔接面的耐化学品性相对提高,可得到耐化学品性优异的一体化成型品,因而优选。
[0218]
作为第3组合,优选热塑性树脂(b’)为聚酰胺、热塑性树脂(c’)为聚醚砜。通过设为上述组合,粘接面的设计自由度提高,并且可以相同的熔接温度进行加工,成型循环优异,因而优选。
[0219]
作为第4组合,优选热塑性树脂(b’)为聚亚芳基硫醚、热塑性树脂(c’)为聚醚砜。通过设为上述组合,可提高粘接面的设计自由度,并且熔接面的耐热性优异,可得到即使在80℃等比较高的温下也可使用的一体化成型品,因而优选。
[0220]
作为第5组合,优选热塑性树脂(b’)为聚亚芳基醚酮、热塑性树脂(c’)为聚醚砜。通过上述组合,可提高粘接面的设计自由度,并且粘接面的耐热性和耐化学品性优异,可得到可靠性高的一体化成型品,因而优选。
[0221]
作为在本发明中使用的构成要素[a]增强纤维,存在玻璃纤维、碳纤维、金属纤维、芳香族聚酰胺纤维、聚芳酰胺纤维、氧化铝纤维、碳化硅纤维、硼纤维、玄武岩纤维等。它们可以单独使用,也可以将2种以上并用而使用。这些增强纤维也可以施以表面处理。作为表面处理,存在金属的沉积处理、利用偶联剂的处理、利用上浆剂的处理、添加剂的附着处理等。在这些增强纤维之中,也可含有具有导电性的增强纤维。作为增强纤维,优选使用比重小、高强度且高弹性模量的碳纤维。
[0222]
作为碳纤维的市售品,可举出“torayca(注册商标)”t800g
‑
24k、“torayca(注册商标)”t800s
‑
24k、“torayca(注册商标)”t700g
‑
24k、“torayca(注册商标)”t700s
‑
24k、“torayca(注册商标)”t300
‑
3k、及“torayca(注册商标)”t1100g
‑
24k(以上,toray co.,ltd.制)等。
[0223]
针对增强纤维的形态、排列,可以从增强纤维沿单向排列、或沿单向排列而成的增强纤维的层层叠多层而成的层叠物、或织物的形态等中进行适当选择。从轻质且耐久性处于更高水准、可得到熔接工序中的变形小的成型品的方面考虑,优选将沿单向排列而成的增强纤维的层层叠多层而成的层叠物。此时,只要增强纤维在各层内沿单向排列即可,不同的层中所含的增强纤维可以朝向不同的方向。
[0224]
这些形态可以使用由增强纤维构成的多根增强纤维束。增强纤维束可以由同一形态的多根纤维构成,或者也可以由不同形态的多根纤维构成。构成一根增强纤维束的增强纤维数通常为300~60,000,若考虑基材的制造,则优选为300~48,000,更优选为1,000~24,000。也可以是由上述上限中的任意与下限中的任意组合而成的范围。
[0225]
构成要素[a]增强纤维优选为至少在一个方向上遍及10mm以上的长度而连续的增强纤维。并非必须在纤维增强复合材料的宽度方向的全部范围中连续,可以在中途断开。
[0226]
针对构成要素[a]增强纤维,根据jis r7608(2007)的树脂含浸线束试验法而测定
的线束拉伸强度为5.5gpa以上时,可得到熔接工序中的变形小的一体化成型品,因而优选。从所得的一体化成型品的轻质性与力学特性平衡的观点考虑,进一步优选线束拉伸强度为5.8gpa以上。
[0227]
在本发明中,纤维增强树脂区域(e)可通过使热固性树脂(d)含浸于增强纤维的集合体而形成。作为含浸方法,可举出例如手糊成型法、纤维缠绕法、拉挤法、树脂注射成型法、树脂传递模塑法等。
[0228]
在本发明中,纤维增强树脂基材也可以使纤维增强树脂区域(e)中的热固性树脂(d)作为固化物存在而使用。这里,固化物可以通过使纤维增强树脂区域(e)中的热固性树脂(d)加热固化而得到。这里,作为加热固化的方法,例如可采用压制成型法、高压釜成型法、袋模成型法、包带缠绕法、内压成型法等。
[0229]
用于上述加热固化的温度条件可以根据热固性树脂(d)的种类及固化剂、促进剂的种类、量而适当设定。例如,包含环氧树脂作为热固性树脂(d)、使用二氨基二苯基砜作为胺化合物时,可适合地使用180℃2小时的温度条件,固化剂使用双氰胺时,可适合地使用135℃2小时的温度条件。
[0230]
作为确定纤维增强树脂区域(e)中存在的热固性树脂(d)是否为固化物的方法,可例示出示差扫描热量分析。在非活性气体气氛下、以升温速度10℃/分钟对纤维增强树脂区域(e)进行示差扫描热量分析时,若作为放热反应而出现的峰的面积(残存放热)为50j/g以下则确定为固化物。
[0231]
作为纤维增强树脂区域(e)中使用的热固性树脂(d),例如为不饱和聚酯树脂、乙烯基酯树脂、环氧树脂、苯酚树脂、脲树脂、三聚氰胺树脂、热固化聚酰亚胺树脂、氰酸酯树脂、双马来酰亚胺树脂、苯并噁嗪树脂、或它们的共聚物、改性物、及将它们中的至少2种共混而成的树脂。为了提高耐冲击性,也可以添加弹性体或者橡胶成分。其中,从成型加工性和力学特性的观点考虑,优选为选自由环氧树脂、苯酚树脂、不饱和聚酯树脂、乙烯基酯树脂及热固化聚酰亚胺树脂组成的组中的至少1种。
[0232]
其中,环氧树脂的力学特性、耐热性及与增强纤维的粘接性优异,因而优选。作为环氧树脂的主剂,例如可以举出双酚a型环氧树脂、双酚f型环氧树脂、双酚ad型环氧树脂、双酚s型环氧树脂等双酚型环氧树脂;四溴代双酚a二缩水甘油基醚等溴化环氧树脂;具有联苯骨架的环氧树脂;具有萘骨架的环氧树脂;具有双环戊二烯骨架的环氧树脂;苯酚novolac型环氧树脂、甲酚novolac型环氧树脂等novolac型环氧树脂;n,n,o
‑
三缩水甘油基
‑
间氨基苯酚、n,n,o
‑
三缩水甘油基对氨基苯酚、n,n,o
‑
三缩水甘油基
‑4‑
氨基
‑3‑
甲基苯酚、n,n,n’,n
’‑
四缩水甘油基
‑
4,4
’‑
亚甲基二苯胺、n,n,n’,n
’‑
四缩水甘油基
‑
2,2
’‑
二乙基
‑
4,4
’‑
亚甲基二苯胺、n,n,n’,n
’‑
四缩水甘油基
‑
间苯二甲胺、n,n
‑
二缩水甘油基苯胺、n,n
‑
二缩水甘油基
‑
邻甲苯胺等缩水甘油胺型环氧树脂;间苯二酚二缩水甘油基醚、三缩水甘油基异氰脲酸酯等。
[0233]
本发明中热固性树脂(d)包含环氧树脂,且将全部环氧树脂设为100质量%而包含40~100质量%的3个以上缩水甘油基缩水甘油胺型环氧树脂,由此可得到耐热性优异的固化物,为更优选的方式。
[0234]
作为包含3个以上缩水甘油基的缩水甘油胺型环氧树脂,可以举出n,n,o
‑
三缩水甘油基
‑
间氨基苯酚、n,n,o
‑
三缩水甘油基对氨基苯酚、n,n,o
‑
三缩水甘油基
‑4‑
氨基
‑3‑
甲
基苯酚、n,n,n’,n
’‑
四缩水甘油基
‑
4,4
’‑
亚甲基二苯胺、n,n,n’,n
’‑
四缩水甘油基
‑
2,2
’‑
二乙基
‑
4,4
’‑
亚甲基二苯胺、n,n,n’,n
’‑
四缩水甘油基
‑
间苯二甲胺等。
[0235]
作为环氧树脂的固化剂,例如可举出:双氰胺、芳香族胺化合物、苯酚novolac树脂、甲酚novolac树脂、聚苯酚化合物、咪唑衍生物、四甲基胍、硫脲加成胺、甲酰肼、甲酰胺、聚硫醇等
[0236]
其中,使用芳香族胺固化剂作为环氧树脂的固化剂,由此可得到耐热性良好的环氧树脂固化物。作为芳香族胺化合物,例如可举出3,3
’‑
二异丙基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二
‑
叔丁基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二乙基
‑
5,5
’‑
二甲基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二异丙基
‑
5,5
’‑
二甲基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二
‑
叔丁基
‑
5,5
’‑
二甲基
‑
4,4
’‑
二氨基二苯基砜、3,3’,5,5
’‑
四乙基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二异丙基
‑
5,5
’‑
二乙基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二
‑
叔丁基
‑
5,5
’‑
二乙基
‑
4,4
’‑
二氨基二苯基砜、3,3’,5,5
’‑
四异丙基
‑
4,4
’‑
二氨基二苯基砜、3,3
’‑
二
‑
叔丁基
‑
5,5
’‑
二异丙基
‑
4,4
’‑
二氨基二苯基砜、3,3’,5,5
’‑
四
‑
叔丁基
‑
4,4
’‑
二氨基二苯基砜、4,4
’‑
二氨基二苯基砜、3,3
’‑
二氨基二苯基砜等。
[0237]
此外,在纤维增强树脂区域(e)的热固性树脂(d)中,优选包含可溶于热固性树脂的热塑性树脂成分。通过包含可溶性热塑性树脂成分,与热塑性树脂(b’)、热塑性树脂(c’)的亲和性提高,各层间的接合强度提高。这里“可溶于热固性树脂”是指,通过对将热塑性树脂成分混合于热固性树脂而成的树脂加热、或加热搅拌,而存在形成均一相的温度区域。这里,“形成均一相”是指可得到目视下无分离的状态。一旦在某温度区域形成均一相,则即使在该温度区域以外、例如于室温发生分离也无妨。
[0238]
作为可溶于热固性树脂的热塑性树脂成分,一般而言,优选为主链中具有选自由碳
‑
碳键、酰胺键、酰亚胺键、酯键、醚键、碳酸酯键、氨基甲酸酯键、硫醚键、砜键及羰基键组成的组中的键的热塑性树脂。为了得到良好的耐热性,从作为成型体而使用时不易发生热变形这样的观点考虑,玻璃化转变温度优选为150℃以上,更优选为170℃以上的热塑性树脂,可举出聚醚酰亚胺、聚醚砜等作为适合的例子。
[0239]
纤维增强树脂区域(e)的热固性树脂(d)中包含磷化合物的情况,从阻燃性提高的方面来看也是优选方式之一。然而,若磷化合物量多,则有将热固性树脂(d)固化时的纤维增强树脂区域(e)的弯曲强度降低的情况。由此来看,通过使上述热固性树脂(d)中的磷原子浓度为0.01质量%以上且1.o质量%以下,可得到优异的弯曲强度,因而优选。
[0240]
需要说明的是,不论是否包含磷化合物,对于纤维增强树脂区域(e)而言,在热固性树脂(d)作为固化物而存在的状态下的弯曲强度为150mpa以上的情况下,由于制成一体化成型品时显示出优异的接合强度,因而优选。
[0241]
本发明的纤维增强树脂基材优选每单位面积的树脂区域(b’)的质量为10g/m2以上。若每单位面积的树脂区域(b’)的质量为10g/m2以上,则形成有增强纤维的一部分由纤维增强树脂区域(e)侵入树脂区域(b’)内而成的锚定结构,可表现出优异的接合强度。每单位面积的树脂区域(b’)的质量更优选为20g/m2以上。作为每单位面积的树脂区域(b’)的质量的上限,可例示200g/m2以下。
[0242]
本发明的纤维增强树脂基材的每单位面积的树脂区域(c’)的质量优选为10g/m2以上。若每单位面积的树脂区域(c’)的质量若为10g/m2以上,则可形成增强纤维的一部分
由纤维增强树脂区域(e)侵入树脂区域(c’)内而成的锚定结构、表现出优异的接合强度。每单位面积的树脂区域(c’)的质量更优选为20g/m2以上。作为每单位面积的树脂区域(c’)的质量的上限,可以例示为200g/m2以下。
[0243]
[粗糙度平均长度、粗糙度平均高度]
[0244]
在本发明的第2方式涉及的纤维增强树脂基材中,优选采用存在有跨越树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(e)的边界面而被包含于这两个树脂区域中的构成要素[a]增强纤维的结构(锚定结构)。此外,在俯视下的纤维增强树脂基材中,相对于构成要素[a]的纤维方向而言无论是顺时针还是逆时针的45度的方向上得到垂直于纤维增强树脂基材的截面、即得到相对于纤维增强树脂基材所成的平面垂直地切割而得的截面的情况下,优选两个树脂的边界面所形成的截面曲线的由jis b0601(2001)定义的粗糙度平均长度rsm为100μm以下、粗糙度平均高度rc为3.5μm以上。为了边界面的更牢固的接合强度,优选粗糙度平均高度rc为10μm以上。
[0245]
对于跨越两个树脂区域的边界面而被包含于这两个树脂区域中的[a]的存在的确认而言,可通过观察相对于平面方向垂直地切割而得到的截面来进行确认。使用图17来示出一例。在图17的观察截面17
‑
4中,纤维增强树脂基材的树脂区域(b’)17
‑
2与纤维增强树脂区域(e)17
‑
3密合,树脂区域(b’)17
‑
2与纤维增强树脂区域(e)17
‑
3密合而成的面作为边界面17
‑
5来示出。此外,在边界面17
‑
5上存在有多个构成要素[a]17
‑
1。边界面17
‑
5上的构成要素[a]17
‑
1既与树脂区域(b’)17
‑
2相接,也与纤维增强树脂区域(e)17
‑
3相接。如此,在增强纤维的周围处树脂区域(b’)与纤维增强树脂区域(e)相接的状态可以说是增强纤维“跨越边界面而被包含在这两个树脂区域中”的状态。如此的状态在树脂区域(c’)及纤维增强树脂区域(e)之间也是同样的。
[0246]
通过存在有跨越树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(e)的边界面而被包含在这两个树脂区域中的[a]增强纤维,存在于边界面上的构成要素[a]与树脂区域(b’)的构成要素[b’]、纤维增强树脂区域(e)的构成要素[d]及/或树脂区域(c’)的构成要素[c,]、和纤维增强树脂区域(e)的构成要素[d]化学性或/及物理性地结合,由此提高树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(e)的边界面的密合力。存在于边界面上的构成要素[a]的根数为1根以上即可。根数的上限没有特别限定,优选根据后述方法而观测到的图像中的500μm见方的范围内为200根以下。
[0247]
对于树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(e)的边界面而言,在俯视下的纤维增强树脂基材中,在相对于构成要素[a]的纤维方向而言无论是顺时针还是逆时针45度的方向上在垂直于纤维增强树脂基材的截面上进行观察。在上述截面中,通过观察该边界面中的树脂区域的方式,可同时对纤维方向及与其正交的方向的密合力进行评价。
[0248]
在上述截面观察中,若该边界面所形成的截面曲线的由jis b0601(2001)定义的粗糙度平均长度rsm为100μm以下,则构成要素[a]变得易于以跨越树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(e)的边界面的方式而存在,变得易于得到上述密合力提高的效果。此外,不仅是化学性或/及物理性的结合力,还叠加了所谓交织这样的机械性结合力,树脂区域(b’)与纤维增强树脂区域(e)及/或树脂区域
(c’)与纤维增强树脂区域(e)变得难以剥离。粗糙度平均长度rsm的下限值没有特别限定,从避免由应力集中而引起的机械性结合力降低这样的观点考虑,优选为15μm以上。此外,通过使截面曲线的粗糙度平均高度rc为3.5μm以上,由交织引起的机械性结合力变高,并且构成要素[a]变得易于跨越树脂区域(b’)与纤维增强树脂区域(e)的边界面及/或树脂区域(c’)与纤维增强树脂区域(d)的边界面而存在,树脂区域(b’)与纤维增强树脂区域(e)的密合力及/或树脂区域(c’)与纤维增强树脂区域(e)的密合力提高,因而优选。对于截面曲线的粗糙度平均高度rc而言,为了构成要素[a]变得易于被包含于这两个树脂区域中且密合力更加提高,更优选为10μm以上,特别优选为20μm。上限值没有特别限定,从避免由应力集中而引起的机械性结合力降低这样的观点考虑,优选为100μm以下。
[0249]
这里,作为截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm的测定方法,可使用已知的方法。例如可举出,由使用x射线ct而取得的截面图像进行测定的方法、根据利用能量分散型x射线分光仪(eds)而得的元素分析分布图像进行测定的方法、或者根据利用光学显微镜或者扫描电子显微镜(sem)或者透射型电子显微镜(tem)而得的截面观察图像进行测定的方法。在观察时,为了调节对比度,构成要素[b’]及/或构成要素[c’]也可以经染色。在利用上述任意的方法而得的图像中,在500μm见方的范围内,对截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm进行测定。
[0250]
使用图17来示出截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm的测定方法的一个例子。在图17中所示的截面的观察图像17
‑
4中,树脂区域(b’)17
‑
2与纤维增强树脂区域(e)17
‑
3密合,在观察图像17
‑
4中作为树脂区域(b’)与纤维增强树脂区域(e)的边界面17
‑
5而示出。此外,在边界面17
‑
5上存在有多个构成要素[a]17
‑
1。
[0251]
示出截面曲线的粗糙度平均高度rc及粗糙度平均长度rsm的测定方法的一个例子(截面曲线要素的测定方法2)。将长方形型的观察图像17
‑
4的纤维增强树脂区域(e)侧的端部17
‑
6作为基准线,由纤维增强树脂区域(e)17
‑
3朝向树脂区域(b’)17
‑
2以5μm间隔描绘基线垂线17
‑
7。将从基准线描出的基线垂线首次与构成要素[b’]相交的点进行绘图,且将经绘图的点连结而成的线设为截面曲线17
‑
8。对所得的截面曲线17
‑
8,基于jis b0601(2001)进行筛选处理,算出截面曲线17
‑
8的粗糙度平均高度rc及粗糙度平均长度rsm。
[0252]
本发明的纤维增强树脂基材的每单位面积的构成要素[a]的质量优选为30~2,000g/m2。若每单位面积的构成要素[a]的质量为30g/m2以上,则纤维增强复合材料成型的熔接工序中的变形小而易于得到一体化成型品。另一方面,若每单位面积的构成要素[a]的质量为2,000g/m2以下,则易于提高预浸料坯的悬垂性,在使纤维增强树脂基材固化前成为各种形状的成型性优异。
[0253]
对于本发明的纤维增强树脂基材而言,每单位面积的热固性树脂(d)的质量优选为3~4,500g/m2,进一步优选为30~2,000g/m2,更优选为50~500g/m2。也可以是由上述上限中的任意与下限中的任意组合而成的范围。通过使每单位面积的热固性树脂(d)的质量在上述范围内,热固性树脂(d)的量不会变得过多,变得易于得到比强度与比弹性模量优异的纤维增强树脂区域(e)的优点,此外成型时,固化时的放热量不易过度地变高。
[0254]
若纤维增强树脂区域(e)具有粘性,则在层叠时纤维增强树脂区域(e)彼此粘附,由此在进一步将树脂区域(b’)、树脂区域(c’)层叠时,增强纤维的取向方向不易发生偏移,可得到具有优异的力学特性的一体化成型品。若纤维增强树脂基材中不存在纤维增强树脂
区域(e)的热固性树脂(d)时,则在熔接时难以维持增强纤维的取向方向,无法得到具有优异的力学特性的一体化成型品。
[0255]
本发明中的纤维增强树脂基材可以通过使树脂部件(f)接合于该树脂区域(b’)的表面而一体化来制成一体化成型品。
[0256]
对于这里的树脂部件(f)而言,从与树脂区域(b’)的熔接性的观点考虑,优选包括热塑性树脂,更优选包含与热塑性树脂(b’)同种的树脂。此外,从熔接性的观点考虑,树脂部件(f)的sp值与热塑性树脂(b’)的sp值之差的绝对值优选为2(mpa)
1/2
以下,更优选为1(mpa)
1/2
以下。
[0257]
此外,树脂部件(f)中,根据用途等,也可以在不损害本发明目的的范围内适宜地含有其他填充材料、添加剂。例如可举出,无机填充材料、阻燃剂、导电性赋予剂、成核剂、紫外线吸收剂、抗氧化剂、振动阻尼剂、抗菌剂、防虫剂、除臭剂、防着色剂、热稳定剂、脱模剂、抗静电剂、增塑剂、润滑剂、着色剂、颜料、染料、发泡剂、消泡剂、偶联剂等。
[0258]
本发明中的树脂区域(b’)可以利用某些加热手段与树脂部件(f)进行一体化(熔接)。作为一体化方法没有特别限制,例如可举出,热熔接、振动熔接、超声波熔接、激光熔接、嵌件注射成型、基体上注射成型等。从高速且生产率优异的方面考虑,特别优选使用嵌件注射成型、基体上注射成型等注射成型。
[0259]
此外,在上述一体化成型品中,对于树脂区域(b’)与树脂部件(f)的接合面积的比例而言,在将前述纤维增强树脂基材中的表面的树脂区域(b’)的表面积设为100%时,优选为5%以上且小于50%的范围。进一步优选为20%以上且40%以下。也可以是由上述上限中的任意与下限中的任意组合而成的范围。通过设为上述范围内,可兼具一体化成型品的力学特性、和树脂部件(f)的形状自由度,可简便地得到力学特性优异的形状自由度高的一体化成型品,因而优选。
[0260]
树脂部件(f)的形态可以例示出肋、凸台、立壁等,从兼具一体化成型品的轻质性和力学特性的观点考虑,特别优选将肋结构接合至纤维增强树脂基材。上述肋结构可举出,在纤维增强树脂基材上呈直线状地配置的例子、作为经交叉的十字肋而配置的例子。
[0261]
在注射成型中,经注射的熔融状态的树脂部件(f)以高速与插入模具内的纤维增强树脂基材的树脂区域(b’)接触,在被赋予压力的状态下冷却而固化。图10中,示出以各2根彼此交叉的肋(十字肋)的形状使树脂部件(f)熔接在纤维增强树脂基材的树脂区域(b’)面上的例子的俯视图。图11是其一截面的示意图。
[0262]
如此得到一体化成型品时,如图12及作为其一个截面的图13所例示的那样,有时树脂部件(f)的一部分在熔融状态下蔓延至树脂区域(c’)侧。特别是为了提高生产率,在高温、高压下成型时易于产生这样的问题。为了进一步提高生产率,优选能够简便地除去蔓延至树脂区域(c’)侧的树脂部件(f)的不需要的部位。在本发中,如上所述,由于spb与spc之差满足式(3)的关系,从而不会发生不期望的粘接、例如即使欲与树脂区域(b’)熔接的被熔接材料的一部分蔓延至树脂区域(c’)侧,也不会与树脂区域(c’)熔接,能够简便地除去不需要的部位。
[0263]
本发明中的纤维增强树脂基材可通过树脂部件(g)接合至该树脂区域(c’)的表面而一体化来制成一体化成型品。
[0264]
从与树脂区域(c’)的熔接性的观点考虑,这里的树脂部件(g)优选包括热塑性树
脂,更优选包含与热塑性树脂(c’)同种的树脂。此外,从熔接性的观点考虑,树脂部件(g)的sp值与热塑性树脂(c’)的sp值之差的绝对值优选为2(mpa)
1/2
以下,更优选为1(mpa)
1/2
以下。
[0265]
此外,树脂部件(g)中,根据用途等,也可以在不损害本发明目的的范围内适宜地含有其他填充材料、添加剂。例如可举出,无机填充材料、阻燃剂、导电性赋予剂、成核剂、紫外线吸收剂、抗氧化剂、振动阻尼剂、抗菌剂、防虫剂、除臭剂、防着色剂、热稳定剂、脱模剂、抗静电剂、增塑剂、润滑剂、着色剂、颜料、染料、发泡剂、消泡剂、偶联剂等。
[0266]
本发明中的树脂区域(c’)可以利用某些加热手段来与树脂部件(g)一体化(熔接)。作为一体化方法没有特别限制,例如可以举出,热熔接、振动熔接、超声波熔接、激光熔接、嵌件注射成型、基体上注射成型等。从高速且生产率优异的方面考虑,特别优选使用嵌件注射成型、基体上注射成型等注射成型。
[0267]
此外,在上述一体化成型品中,对于树脂区域(c’)与树脂部件(g)的接合面积的比例而言,在将前述纤维增强树脂基材中的表面的树脂区域(c’)的表面积设为100%时,优选为5%以上且小于50%的范围。进一步优选为20%以上且40%以下。也可以是由上述上限中的任意与下限中的任意组合而成的范围。通过设为上述范围内,可以兼具一体化成型品的力学特性、与树脂部件(g)的形状自由度,可简便地得到力学特性优异的形状自由度高的一体化成型品,因而优选。
[0268]
树脂部件(g)的形态可以例示出肋、凸台、立壁等,从兼具一体化成型品的轻质性与力学特性的观点考虑,特别优选将肋结构接合至纤维增强树脂基材。上述肋结构可举出在纤维增强树脂基材上呈直线状地配置的例子、作为经交叉的十字肋而配置的例子。
[0269]
在注射成型中,经注射的熔融状态的树脂部件(g)以高速与插入模具内的纤维增强树脂基材的树脂区域(c’)接触,在被赋予压力的状态下冷却固化。图14示出以2根彼此平行的肋形状而使树脂部件(g)熔接于纤维增强树脂基材的树脂区域(c’)表面上的例子的俯视图。图15是该一截面的示意图。
[0270]
本发明的一体化成型品也可以是树脂部件(f)接合至纤维增强树脂基材的树脂区域(b’)的表面,进而树脂部件(g)接合至树脂区域(c’)的表面而一体化而成的。图16是将图10中所得的一体化成型品插入模具,与图14同样地使树脂部件(g)熔接于树脂区域(c’)而成的一体化成型品的一截面的示意图。如图16所示,由于能够进行与多个树脂部件的简便的熔接,因此形状设计的自由度优异,进而例如即使在一个熔接工序中纤维增强树脂基材的形状发生变化,也能够在另一个熔接工序中进行修正,因而优选。
[0271]
本发明第2方式涉及的一体化成型品优选用于航空器结构部件、风车叶片、汽车外板及ic托盘、笔记本电脑的壳体等计算机用途,以及高尔夫球杆、网球拍等运动用途。
[0272]
实施例
[0273]
以下,利用实施例对本发明的第1方式进行详细地说明。但是,本发明的范围不限定于这些实施例。需要说明的是,对于组成比的单位“份”而言,只要没有特别注释则是指质量份。此外,对于各种特性的测定而言,只要没有特别注释则在温度23℃、相对湿度50%的环境下进行。
[0274]
(1)生产率
[0275]
根据制造时的卷取速度、构成要素[a]的断裂次数、工序数等综合判断每单位时间
可生产的数量,以a(特别良好)、b(良好)、c(普通)、d(差)这4个等级来相对地进行评价。
[0276]
(2)粗糙度平均长度rsm及粗糙度平均高度rc
[0277]
使用上述制作而成的纤维增强树脂基材进行测定。从相对于选自纤维增强树脂基材中所含的构成要素[a]的任意的增强纤维的纤维方向而言,以俯视下的纤维增强树脂基材中的45度的角度相对于平面方向垂直地切割纤维增强树脂基材而得到截面。针对该截面,使用光学显微镜,以1000倍的倍率拍摄图像。在所得图像中的任意500μm见方的观察范围内,对利用前述截面曲线要素的测定方法2所得的截面曲线要素的由jis b0601(2001)定义的粗糙度平均长度rsm及粗糙度平均高度rc进行测定。
[0278]
(3)纤维增强树脂基材的接合强度(构成要素[b]与构成要素[c]的接合强度)
[0279]
如图7所示,使用粘接剂将金属部件贴合至纤维增强树脂基材的两个表面来制作iso19095所记载的重合试验片(b型)。针对所得的试验片使用“instron”(注册商标)5565型万能材料试验机(instron japan company limited制)及试验片保持用具,按照iso19095(2015)标准来评价纤维增强树脂基材的接合强度。接合强以下述方式评价。
[0280]
15mpa以上:a
[0281]
10mpa以上且小于15mpa:b
[0282]
5mpa以上且小于10mpa:c
[0283]
小于5mpa:d。
[0284]
(4)含浸率
[0285]
在纤维增强树脂基材中,在与构成要素[a]的纤维方向正交的截面中,使用光学显微镜来拍摄500倍的截面图像,基于前述式(6)来测定含浸率。
[0286]
(5)外观
[0287]
针对所得的纤维增强树脂基材的增强纤维的混乱度,通过目视进行判断。以下述三个等级进行评价,即,将增强纤维与从抽出工序向卷取工序的流动方向大致平行而没有混乱的情况评价为a(良好),将发生弯曲等有微小混乱的情况评价为b(纤维混乱度小),将纤维呈波状地曲折等有较大混乱的情况评价为c(纤维混乱度大)。
[0288]
(6)使用的材料、器具
[0289]
[碳纤维(1)]
[0290]
使用以聚丙烯腈为主成分的共聚物,进行纺丝、烧成处理及表面氧化处理,得到总单丝数为12,000根的连续碳纤维。该连续碳纤维的特性如下所示。
[0291]
单纤维直径:7μm
[0292]
密度:1.8g/cm3[0293]
拉伸强度:4600mpa
[0294]
拉伸弹性模量:220gpa。
[0295]
[玻璃纤维(1)]
[0296]
使用实施集束处理而得的总单丝数为1,600根的连续e
‑
玻璃纤维。该连续e
‑
玻璃纤维的特性如下所示。
[0297]
单纤维直径:13μm
[0298]
拉伸强度:3400mpa
[0299]
拉伸弹性模量:72gpa
[0300]
拉伸伸度:3%
[0301]
密度:2.6g/cm3。
[0302]
[增强纤维毡(1)]
[0303]
用筒式切割机将碳纤维(1)切成5mm,得到短切碳纤维。制作由水和表面活性剂(nacalai tesque inc.制,聚氧乙烯月桂基醚(商品名))形成的浓度为0.1质量%的分散液,使用增强纤维毡的制造装置由该分散液和短切碳纤维来制造增强纤维毡(1)。制造装置具备:直径1000mm的圆筒形状的容器,其在作为分散槽的容器下部具有开口旋塞,以及直线状的输送部(倾斜角30
°
),其连接分散槽和抄纸槽。分散槽上面的开口部上附设有搅拌机,可以从开口部投入短切碳纤维及分散液(分散媒介物)。抄纸槽是具备在底部具有宽度为500mm的抄纸面的网状输送器的槽,将能够输送碳纤维基材(抄纸基材)的输送器与网状输送器连接。抄纸是使分散液体中的碳纤维浓度成为0.05质量%而进行的。将抄纸后的碳纤维基材在200℃的干燥炉中干燥30分钟,得到增强纤维毡(1)。所得的毡的单位面积重量为100g/m2。
[0304]
[pa6树脂、pa6树脂膜]
[0305]
作为pa6树脂,使用“amilan(注册商标)”cm1001(toray co.,ltd.制)。此外,使用pa6树脂,来制作单位面积重量为100g/m2的膜(熔点225℃)。
[0306]
[pp树脂、pp树脂膜]
[0307]
使用由80质量%的未改性聚丙烯树脂(prime polymer co.,ltd.制“prime polypro”(注册商标)j105g)、和20质量%的酸改性聚丙烯树脂(三井化学(株)制“admer”qb510)形成的树脂。此外,使用pp树脂,制作单位面积重量为100g/m2的膜(熔点165℃)。
[0308]
[pps树脂、pps树脂膜]
[0309]
作为pps树脂,使用熔点280℃的结晶性聚亚芳基硫醚。此外,使用pps树脂,来制作单位面积重量为100g/m2的膜。
[0310]
[pekk树脂、pekk树脂膜]
[0311]
作为pekk树脂,使用熔点300℃的聚醚酮酮树脂。此外,使用pekk树脂,来制作单位面积重量为100g/m2的膜。
[0312]
[peek树脂、peek树脂膜]
[0313]
作为peek树脂,使用熔点343℃的聚醚醚酮树脂。此外,使用peek树脂,来制作单位面积重量为100g/m2的膜。
[0314]
[pa6注射树脂]
[0315]
作为pa6注射树脂,使用“amilan(注册商标)”cm1011g
‑
45(toray co.,ltd.制)。
[0316]
[pp注射树脂]
[0317]
使用双螺杆挤出机(日本制钢所(株)制,tex
‑
30α)将碳纤维(1)与前述的pp树脂复合,制造纤维含量为30质量%的注射成型用粒料。
[0318]
(7)制造工序
[0319]
[抽出工序
‑
1]
[0320]
将前述碳纤维(1)或前述玻璃纤维(1)从卷轴拉出,作为以每单位面积的纤维质量成为100g/m2、及宽度成为20mm的方式沿一个方向排列成片状的连续增强纤维片材而连续地拉出。
[0321]
[抽出工序
‑
2]
[0322]
将前述增强纤维毡(1)制造时的输送机行进的方向设为0
°
方向,以每单位面积的纤维质量成为100g/m2、宽度成为20mm的方式,连续地拉出经修整为片状的增强纤维毡(1)。
[0323]
[第1含浸工序
‑
1]
[0324]
在抽出工序中经连续地拉出的连续增强纤维片材的一个表面上,配置表1或2所记载的树脂膜作为构成要素[b],用ir加热器进行加热而使构成要素[b]熔融,使其附着于连续增强纤维片材单面的整个面上。以经设定在(构成要素[b]的熔点
‑
100℃)的表面温度的夹持辊来对其进行加压,而使构成要素[b]含浸至连续增强纤维片材,进行冷却而得到纤维增强树脂中间体。
[0325]
[第1含浸工序
‑
2]
[0326]
将表1记载的树脂膜配置在抽出工序中经连续拉出的连续增强纤维片材的第1表面作为构成要素[b],将表1记载的树脂膜配置在第2表面作为构成要素[c],用2个树脂膜夹住连续增强纤维片材。在用ir加热器对其进行加热而使连续增强纤维片材行进的同时使构成要素[b]及构成要素[c]熔融或软化并使其附着于连续增强纤维片材,用设定为比构成要素[b]或构成要素[c]的熔点或玻璃化转变温度之中显示为较低值的温度低100℃的表面温度的夹持辊进行加压,使构成要素[b]及构成要素[c]含浸于连续增强纤维片材,进行冷却而得到纤维增强树脂基材。
[0327]
[第2含浸工序
‑
1]
[0328]
将表1或2所记载的树脂膜作为构成要素[c]层叠在构成要素[b]含浸于由第1含浸工序
‑
1得到的连续增强纤维片材的第1表面而成的纤维增强树脂中间体的第2表面。用ir加热器对其进行加热而使构成要素[c]熔融或软化,而附着于行进的连续增强纤维片材的第2表面。用设定为比构成要素[c]的熔点或玻璃化转变温度之中显示为较低值的温度低100℃的表面温度的夹持辊来进行加压,使构成要素[c]含浸于连续增强纤维片材,进行冷却而得到纤维增强树脂基材。
[0329]
[卷取工序
‑
1]
[0330]
将由上述工序得到的纤维增强树脂基材用转筒卷绕机进行卷绕。
[0331]
[卷取工序
‑
2]
[0332]
将由上述工序得到的纤维增强树脂基材切割成每个1m的长度。
[0333]
需要说明的是,在表中的纤维增强树脂基材的构成中,例如[b]/[a]/[c]表示构成要素[b]、构成要素[a]及构成要素[c]依次层叠,构成要素[b]存在于纤维增强树脂基材的一个表面,构成要素[c]存在于另一表面上。在由各实施例所得的纤维增强树脂基材的构成中,包含构成要素[b]的树脂区域和包含构成要素[c]的树脂区域各自呈层状地邻接而形成边界面。
[0334]
(实施例1)
[0335]
以表1记载的构成要素[a]、[b]及[c]作为材料,利用制造工序包含表1记载的工序的辊对辊的连续制造装置,以速度5.0m/分钟来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表1。
[0336]
(实施例2)
[0337]
使用pps树脂作为构成要素[b]、pa6树脂作为构成要素[c],根据所使用的树脂,按
照表1记载的tb、tc的值变更各种成型温度,除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表1。
[0338]
(实施例3)
[0339]
使用pekk树脂作为构成要素[b]、pa6树脂作为构成要素[c],根据所使用的树脂,按照表1记载的tb、tc的值变更各种成型温度,除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表1。
[0340]
(实施例4)
[0341]
使用pps树脂作为构成要素[b],根据所使用的树脂,按照表1记载的tb、tc的值变更各种成型温度,除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表1。
[0342]
(实施例5)
[0343]
使用peek树脂作为构成要素[b]、pa6树脂作为构成要素[c],根据所使用的树脂,按照表1记载的tb、tc的值变更各种成型温度,除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表1。
[0344]
(实施例6)
[0345]
使用peek树脂作为构成要素[b],根据所使用的树脂,按照表1记载的tb、tc的值变更各种成型温度,除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表2。
[0346]
(实施例7)
[0347]
仅以使构成要素[b]与构成要素[c]同时含浸的第1含浸工序
‑
2得到纤维增强树脂基材,除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表2。
[0348]
(实施例8)
[0349]
使用3层构成要素[a],将纤维增强树脂基材的构成设为[b]/[a]/[b]/[a]/[c]/[a]/[c],除此以外,与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表2。
[0350]
(实施例9)
[0351]
使用玻璃纤维作为构成要素[a],除此以外与实施例1同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表2。
[0352]
(参考例1)
[0353]
切出由实施例1得到的纤维增强树脂基材,并配置于注射成型模具之间。关闭模具,以构成要素[b]侧成为pa6注射树脂、构成要素[c]侧成为pp注射树脂的方式使用2种注射材料进行双色成型。由此,得到由pa6形成的其他部件介由构成要素[b]进行接合,且由pp形成的其他部件介由构成要素[c]进行接合而成的一体化成型品。
[0354]
(比较例1)
[0355]
未使用构成要素[a],除此以外与实施例7同样操作来制造非增强树脂基材。将得到的非增强树脂基材的特性示于表3。
[0356]
(比较例2)
[0357]
使用增强纤维毡作为构成要素[a](碳纤维的形态随机),除此以外与实施例1来制
造同样操作纤维增强树脂基材。将所得的纤维增强树脂基材的特性示于表3。
[0358]
(比较例3)
[0359]
准备与实施例1同样的材料。在第1含浸工序
‑
2中将构成要素[b]配置于第2表面(连续增强纤维片材的两表面均成为构成要素[b]),除此以外与实施例1同样操作,得到由构成要素[a]及[b]形成的纤维增强树脂(i)。另行地,在第1含浸工序
‑
1中将构成要素[c]配置于第1表面(连续增强纤维片材的两表面均成为构成要素[c]),除此以外与实施例1同样操作,得到由构成要素[a]及[c]形成的纤维增强树脂(ii)。在将所得的纤维增强树脂(i)与纤维增强树脂层(ii)层叠而成的结构用ir加热器加热至仅使构成要素[c]熔融的温度并使其行进的同时,用设定成比构成要素[c]的熔点低100℃的表面温度的夹持辊进行加压而使其熔接,得到纤维增强树脂基材。
[0360]
(参考例2)
[0361]
在构成要素[b]与构成要素[c]这两者中均使用pp树脂,除此以外与实施例7同样操作来制造纤维增强树脂基材。将所得的纤维增强树脂的特性示于表3。切出所得的纤维增强树脂基材,与参考例1同样地配置于注射成型模具之间。关闭模具,以一个表面侧成为pa6注射树脂、另一个表面侧成为pp注射树脂的方式使用2种注射材料来进行双色成型。此时,pa6注射树脂无法与纤维增强树脂熔接,发生了剥离。
[0362]
[表1]
[0363][0364]
[表2]
[0365][0366]
[表3]
[0367][0368]
<讨论>
[0369]
通过实施例1~9与比较例1~3的比较,示出了由本发明得到的纤维增强树脂基材能够将一般而言相容性非常低且复合化困难的树脂的组合进行复合化。特别地,在实施例
1、实施例4~6中,在使多种树脂同时熔融的含浸方法(例如,记载于专利文献2)中,即使在一方的树脂会分解的熔点或玻璃化转变温度之差相差100℃以上的树脂的组合中,也能够在不使树脂分解
·
劣化的情况下进行复合化。此外,在实施例8中,示出了通过增加增强纤维的使用量,能够得到厚度较厚的纤维增强树脂基材。另一方面,在比较例1中,由于缺少作为构成要素[a]的增强纤维,因此这些树脂容易剥离,不能复合化。此外,在比较例2中,尽管是在实施例中能够连续地卷绕的树脂的组合,但增强纤维被拉断,结果为断续的制造。此外,观察所得的纤维增强树脂基材时,显示出锚定深度(上述粗糙度平均高度rc等)的偏差大。在比较例3中,即使是与实施例1相同的材料构成,增强纤维也不会跨越纤维增强热塑性树脂(i)及纤维增强热塑性树脂(ii)的边界面而存在,因而各层容易剥离,不能得到目标基材。
[0370]
在参考例1中,以实施例1中得到的纤维增强树脂基材作为媒介物,能够得到如图8(c)所示的接合有由2种不同树脂形成的部件而成的一体化成型品。该树脂的组合如比较例1所示,是在现有技术中容易剥离的组合,可知通过使用本发明的纤维增强树脂基材,能够得到牢固地一体化而成的一体化成型品。在现有技术中,为了在这样的树脂的组合中确保接合强度,需要形成图8(a)、(b’)所示的嵌合,但通过使用本发明的纤维增强树脂基材则无此必要,能够提高形状等的设计自由度。此外,如参考例2那样,在纤维增强树脂基材的两面使用同种树脂的情况下,无法如参考例1那样将由不同树脂形成的部件接合。
[0371]
以下,利用实施例详细地说明本发明的第2方式。但是,本发明的范围不限定于这些实施例。需要说明的是,组成比的单位“份”只要没有特别注释,则是指质量份。此外,各种特性的测定只要没有特别注释,则在温度23℃、相对湿度50%的环境下进行。
[0372]
<实施例及比较例中使用的材料>
[0373]
使用以下所示的原料。各自的实施例及比较例中使用的构成如表4~7所示。
[0374]
<热塑性树脂(b’)及热塑性树脂(c’)>
[0375]
·
pa6:聚酰胺6(为结晶性的聚酰胺,熔点225[℃]、sp值24[mpa]
1/2
)
[0376]
·
pa66:聚酰胺66(为结晶性的聚酰胺,熔点267[℃]、sp值25[mpa]
1/2
)
[0377]
·
pp:聚丙烯(为结晶性的聚烯烃,熔点170[℃]、sp值16[mpa]
1/2
)
[0378]
·
pps:聚亚芳基硫醚(为结晶性的热塑性树脂,熔点284[℃]、sp值24[mpa]
1/2
)。
[0379]
·
pes:聚醚砜(为非晶性的聚醚砜,玻璃化转变温度225[℃]、sp值24[mpa]
1/2
)
[0380]
·
pekk:聚醚酮酮(为结晶性的聚亚芳基醚酮,熔点300[℃]、sp值24[mpa]
1/2
)。
[0381]
<增强纤维>
[0382]
·
cf
‑
1:碳纤维(“torayca(注册商标)”t800s
‑
24k,toray co.,ltd.制,线束拉伸强度:5.9gpa)
[0383]
·
cf
‑
2:碳纤维(“torayca(注册商标)”t700s
‑
24k,toray co.,ltd.制,线束拉伸强度:4.9gpa)。
[0384]
<热固性树脂(d)的制作方法>
[0385]
使用以下化合物来制作热固性树脂(d)。
[0386]
(1)环氧树脂
[0387]
·
四缩水甘油基二氨基二苯基甲烷(“araldite”(注册商标)my721,huntsman advanced materials公司制)环氧当量:113(g/eq.)、4官能的缩水甘油胺型环氧树脂)
[0388]
·
双酚a型环氧树脂(“jer”(注册商标)825,mitsubishi chemical corporation制)环氧当量:175(g/eq.))
[0389]
(2)胺化合物
[0390]
·
4,4
’‑
二氨基二苯基砜(seikacure s,和歌山精化工业(株)制)
[0391]
(3)可溶于热固性树脂的热塑性树脂
[0392]
·
聚醚砜(“sumikaexcel”(注册商标)pes5003p住友化学(株)制)。
[0393]
(4)相当于热固性树脂(d)的环氧树脂d
‑
1的制备方法
[0394]
在混炼装置中,投入四缩水甘油基二氨基二苯基甲烷50份、双酚a型环氧树脂50份及聚醚砜7.6份,进行加热混炼,使聚醚砜溶解。接着,在保持继续混炼的状态下降温至100℃以下的温度,添加4,4
’‑
二氨基二苯基砜45.1份并搅拌,得到相当于热固性树脂(d)的环氧树脂d
‑
1。
[0395]
(5)相当于热固性树脂(d)的环氧树脂d
‑
2的制备方法
[0396]
在混炼装置中,投入四缩水甘油基二氨基二苯基甲烷70份、双酚a型环氧树脂30份及聚醚砜7.8份,进行加热混炼,使聚醚砜溶解。接着,在保持继续混炼的状态下降温至100℃以下的温度,添加4,4
’‑
二氨基二苯基砜49份并搅拌,得到相当于热固性树脂(d)的环氧树脂d
‑
2。
[0397]
<纤维增强树脂区域(e)的制造方法>
[0398]
使用刮刀涂布机以树脂单位面积重量50g/m2将热固性树脂(d)涂布在脱模纸上,制作树脂膜。将该树脂膜2张叠合于沿一个方向对齐的增强纤维(单位面积重量193g/m2)的两侧,然后使用热辊,进行加热加压并且使热固性树脂(d)含浸于碳纤维而得到预浸料坯。
[0399]
将上述制作而成的预浸料坯切割成规定的大小,将增强纤维的轴向设为0
°
,将与轴正交方向定义为90
°
,以[0
°
/90
°
]
2s
(符号s表示镜面对称)进行层叠,制作纤维增强树脂区域(e)。
[0400]
<树脂部件(f)及树脂部件(g)>
[0401]
<pa
‑
1的制造方法>
[0402]
在双螺杆挤出机中,投入80份pa6及20份cf
‑
1,于250℃进行加热混炼,得到注射成型用的粒料(pa
‑
1)。粒料中的cf
‑
1的数均纤维长度为o.1mm。
[0403]
<pp
‑
1的制造方法>
[0404]
在双螺杆挤出机中,投入80份pp及20份cf
‑
1,于190℃进行加热混炼,得到注射成型用的粒料(pp
‑
1)。粒料中的cf
‑
1的数均纤维长度为0.2mm。
[0405]
<pps
‑
1的制造方法>
[0406]
在双螺杆挤出机中,投入80份pps及20份cf
‑
1,于300℃进行加热混炼,得到注射成型用的粒料(pps
‑
1)。粒料中的cf
‑
1的数均纤维长度为0.1mm。
[0407]
<pes
‑
1的制造方法>
[0408]
在双螺杆挤出机中,投入80份pes及20份cf
‑
1,于250℃进行加热混炼,得到注射成型用的粒料(pes
‑
1)。粒料中的cf
‑
1的数均纤维长度为0.1mm。
[0409]
<pekk
‑
1的制造方法>
[0410]
在双螺杆挤出机中,投入80份pekk及20份cf
‑
1,于320℃进行加热混炼,得到注射成型用的粒料(pekk
‑
1)。粒料中的cf
‑
1的数均纤维长度为0.1mm。
[0411]
<成型性的评价>
[0412]
为了评价成型性,得到将各实施例中使用的树脂部件(f)仅在纤维增强树脂基材的树脂区域(b’)面上注射成型而成的成型性评价用一体化成型品(fb’)。此外,仅变更纤维增强树脂基材在模具间的配置方向,得到将树脂部件(f)仅在纤维增强树脂基材的树脂区域(c’)面上注射成型而成的成型性评价用一体化成型品(fc’)。针对各实施例中使用的树脂部件(g)进行同样操作,得到仅在各自树脂区域(b’)面上注射成型而成的成型性评价用一体化成型品(gb’)及仅在树脂区域(c’)面上注射成型乘车的成型性评价用一体化成型品(gc’)。作为垂直接合强度评价样品,从所得的各成型性评价用一体化成型品中,以包括纤维增强树脂基材与树脂部件(f)或树脂部件(g)中的各自接合的部分、且该接合部分的面积成为10mm
×
10mm的平面状的方式切出各样品。
[0413]
针对各样品,以相对于接合面的面内方向而言施加垂直的荷重的方式,分别担载纤维增强树脂基材、和树脂部件(f)或树脂部件(g),使用“instron”(注册商标)5565型万能材料试验机(instron japan company limited制)在剥离方向进行拉伸试验。需要说明的是,在试验机无法担载的情况下,利用将粘接剂(threebond 1782、threebond co.,ltd.制)涂布于接合面并于23
±
5℃、50
±
5%rh静置4小时以上而经粘接的夹具进行担载。
[0414]
上述拉伸试验以拉伸速度1.27mm/分钟、从样品的接合面沿垂直方向进行拉伸,将其最大荷重除以粘接面积而得的值设为垂直接合强度(单位:mpa)。此外,样品数设为n=5。此外,以10mm
×
10mm的接合面积无法采集样品时,以接合面积成为100mm2以下的最大面积的方式切出样品,将此时的接合面积除以拉伸试验时的最大荷重,由此设为垂直接合强度(单位:mpa)。
[0415]
垂直接合强度由以下的4个等级进行评价,将good(良好)及fair(普通)设为合格。
[0416]
<关于树脂部件(f)的成型性的评价>
[0417]
good:树脂部件(f)与树脂区域(b’)的接合强度(f/b粘接,以下同样)为10mpa以上,并且树脂部件(f)与树脂区域(c’)的接合强度(f/c粘接,以下同样)小于2mpa。
[0418]
fair:树脂部件(f)与树脂区域(b’)的接合强度为10mpa以上,并且树脂部件(f)与树脂区域(c’)的接合强度为2mpa以上且小于5mpa。
[0419]
bad(差)
‑
1:树脂部件(f)与树脂区域(b’)的接合强度小于10mpa。
[0420]
bad
‑
2:树脂部件(f)与树脂区域(b’)的接合强度为10mpa以上,并且树脂部件(f)与树脂区域(c’)的接合强度为5mpa以上。
[0421]
<关于树脂部件(g)的成型性的评价>
[0422]
good:树脂部件(g)与树脂区域(c’)的接合强度(g/c粘接,以下同样)为10mpa以上,并且树脂部件(g)与树脂区域(b’)的接合强度(g/b粘接,以下同样)小于2mpa。
[0423]
fair:树脂部件(g)与树脂区域(c’)的接合强度为10mpa以上,并且树脂部件(g)与树脂区域(b’)的接合强度为2mpa以上且小于5mpa。
[0424]
bad
‑
3:树脂部件(g)与树脂区域(c’)的接合强度小于10mpa。
[0425]
bad
‑
4:树脂部件(g)与树脂区域(c’)的接合强度为10mpa以上,并且树脂部件(g)与树脂区域(b’)的接合强度为5mpa以上。
[0426]
<实施例11>
[0427]
使用表4所示的材料,按照前述<纤维增强树脂区域(e)的制造方法>,得到包含热
固性树脂(d)与增强纤维的层状的纤维增强树脂区域(e)。在该纤维增强树脂区域(e)上层叠50g/m2的片状的树脂区域(b’),以230℃、0.5mpa熔接10秒。接下来,在与树脂区域(b’)为相反侧的纤维增强树脂区域(e)的表面上层叠50g/m2的片状的树脂区域(c’),于200℃、0.5mpa熔接10秒,得到树脂区域(b’)、纤维增强树脂区域(e)与树脂区域(c’)依次形成层状而邻接的纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0428]
<实施例12>
[0429]
除了将热塑性树脂(b’)从pa6换成pa66、将树脂区域(b’)向纤维增强树脂区域(e)的熔接温度从230℃换成270℃以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0430]
<实施例13>
[0431]
除了将热塑性树脂(b’)从pa6换成pps、将树脂区域(b’)向纤维增强树脂区域(e)的熔接温度从230℃换成290℃以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0432]
<实施例14>
[0433]
除了将热塑性树脂(c’)从pp换成pes、将树脂区域(c’)向纤维增强树脂区域(e)的熔接温度从200℃换成230℃以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0434]
<实施例15>
[0435]
除了将热塑性树脂(b’)从pa6换成pps、将树脂区域(b’)向纤维增强树脂区域(e)的熔接温度从230℃换成290℃以外,与实施例14同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0436]
<实施例16>
[0437]
除了将热塑性树脂(b’)从pa6换成pekk、将树脂区域(b’)向纤维增强树脂区域(e)的熔接温度从230℃换成300℃以外,与实施例14同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0438]
<比较例11>
[0439]
除了将热塑性树脂(c’)从pp换成pa6、将树脂区域(c’)向纤维增强树脂区域(e)的熔接温度从200℃换成230℃以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表4。
[0440]
<比较例12>
[0441]
除了将热塑性树脂(c’)从pp换成pa66、将树脂区域(c’)向纤维增强树脂区域(e)的熔接温度从200℃换成270℃以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表5。
[0442]
<比较例13>
[0443]
除了将热塑性树脂(b’)从pa6换成pa66、将树脂区域(b’)向纤维增强树脂区域(e)的熔接温度从230℃换成270℃以外,与比较例12同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表5。
[0444]
<比较例14>
[0445]
除了将热塑性树脂(c’)从pes换成pps、将树脂区域(c’)向纤维增强树脂区域(e)
的熔接温度从230℃换成290℃以外,与实施例15同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表5。
[0446]
<比较例15>
[0447]
除了将热塑性树脂(c’)从pes换成pekk、将树脂区域(c’)向纤维增强树脂区域(e)的熔接温度从230℃换成300℃以外,与实施例16同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表5。
[0448]
<实施例17>
[0449]
除了将热固性树脂(d)从d
‑
1换成d
‑
2以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表5。
[0450]
<实施例18>
[0451]
除了将增强纤维从cf
‑
1换成cf
‑
2以外,与实施例11同样地得到纤维增强树脂基材。将所得的纤维增强树脂基材的特征示于表5。
[0452]
在实施例11~18的纤维增强树脂基材中,构成要素[a]增强纤维跨越树脂区域(b’)与纤维增强树脂区域(e)的边界面及树脂区域(c’)与纤维增强树脂区域(e)的边界面而存在。
[0453]
<实施例19>
[0454]
将实施例11的纤维增强树脂基材切割成150mm
×
150mm的尺寸,用压制成型机施加0.6mpa的压力,于180℃加热120分钟,由此使热固性树脂(d)固化而得到层叠体。
[0455]
将所得的层叠体设置在注射成型机的模具间,将作为树脂部件(f)的前述pa
‑
1在树脂区域(b’)面上注射成型。注射成型条件以料筒温度260℃、模具温度60℃进行。此外,该注射成型模具具有将树脂部件(f)成型为图10、11的形状的模腔,树脂部件(f)是以40mm间隔配置宽度15mm、高度5mm的肋而正交的十字肋形状。在将为层叠体的时间点露出于表面的树脂区域(b’)的表面积设为100%时,树脂区域(b’)与树脂部件(f)的接合面积为36%。在表6中,将该形状简称为type
‑
i。将所得的一体化成型品的构成与成型性评价结果示于表6。
[0456]
接下来,将所得的层叠体与树脂部件(f)的一体化成型品设置在注射成型模具间,将作为树脂部件(g)的前述pp
‑
1在树脂区域(c’)面上注射成型。注射成型条件以料筒温度230℃、模具温度60℃进行。此外,该注射成型模具具有将树脂部件(g)成型为图14、15的形状的模腔,树脂部件(g)是以40mm间隔平行地配置宽度15mm、高度5mm的肋的肋形状。将层叠体中露出于表面的树脂区域(c’)的表面积设为100%时,树脂区域(c’)与树脂部件(g)的接合面积为20%。在表6中,该形状简称为type
‑
ii。将所得的一体化成型品的构成与成型性评价结果示于表6。
[0457]
<实施例20>
[0458]
除了将纤维增强树脂基材从实施例11换成实施例12以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0459]
<实施例21>
[0460]
除了将纤维增强树脂基材从实施例11换成实施例13、将树脂部件(f)从前述pa
‑
1换成前述pps
‑
1、将树脂部件(f)的注射成型条件从料筒温度260℃、模具温度60℃换成料筒温度320℃、模具温度150℃以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0461]
<实施例22>
[0462]
除了将纤维增强树脂基材从实施例11换成实施例14、将树脂部件(g)从前述pp
‑
1换成前述pes
‑
1、将树脂部件(g)的注射成型条件从料筒温度230℃、模具温度60℃换成料筒温度260℃、模具温度60℃以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0463]
<实施例23>
[0464]
除了将纤维增强树脂基材从实施例14换成实施例15、将树脂部件(f)从前述pa
‑
1换成前述pps
‑
1、将树脂部件(f)的注射成型条件从料筒温度260℃、模具温度60℃换成料筒温度320℃、模具温度150℃以外,与实施例22同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0465]
<实施例24>
[0466]
除了将纤维增强树脂基材从实施例14换成实施例16、将树脂部件(f)从前述pa
‑
1换成前述pekk
‑
1、将树脂部件(f)的注射成型条件从料筒温度260℃、模具温度60℃换成料筒温度350℃、模具温度150℃以外,与实施例22同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0467]
<比较例16>
[0468]
除了将纤维增强树脂基材从实施例11换成比较例11、将树脂部件(g)从前述pp
‑
1换成前述pa
‑
1、将树脂部件(g)的注射成型条件从料筒温度230℃、模具温度60℃换成料筒温度260℃、模具温度60℃以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0469]
<比较例17>
[0470]
除了将纤维增强树脂基材从比较例11换成比较例12以外,与比较例16同样地得到一体化成型品。将所得的一体化成型品的特征示于表6。
[0471]
<比较例18>
[0472]
除了将纤维增强树脂基材从比较例11换成比较例13以外,与比较例16同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0473]
<比较例19>
[0474]
除了将纤维增强树脂基材从实施例15换成比较例14、将树脂部件(g)从前述pes
‑
1换成前述pps
‑
1、将树脂部件(g)的注射成型条件从料筒温度260℃、模具温度60℃换成料筒温度320℃、模具温度150℃以外,与实施例23同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0475]
<比较例20>
[0476]
除了将纤维增强树脂基材从实施例16换成比较例15、将树脂部件(g)从前述pes
‑
1换成前述pekk
‑
1、将树脂部件(g)的注射成型条件从料筒温度260℃、模具温度60℃换成料筒温度350℃、模具温度150℃以外,与实施例24同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0477]
<实施例25>
[0478]
除了将纤维增强树脂基材从实施例11换成实施例17以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0479]
<实施例26>
[0480]
除了将纤维增强树脂基材从实施例11换成实施例18以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0481]
<比较例21>
[0482]
除了将纤维增强树脂基材从实施例11换成比较例11、将树脂部件(f)从前述pa
‑
1换成前述pp
‑
1、将树脂部件(f)的注射成型条件从料筒温度260℃、模具温度60℃换成料筒温度230℃、模具温度60℃以外,与实施例19同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0483]
<比较例22>
[0484]
除了将纤维增强树脂基材从比较例11换成比较例14以外,与比较例21同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0485]
<比较例23>
[0486]
除了将纤维增强树脂基材从比较例11换成比较例15以外,与比较例21同样地得到一体化成型品。将所得的一体化成型品的特征示于表7。
[0487]
<比较例24>
[0488]
使用以与实施例11同样的方法得到的层状的纤维增强树脂区域(e),仅将纤维增强树脂区域(e)于180℃的温度加热加压2小时而得到纤维增强树脂区域(e)的固化物。在该经固化的纤维增强树脂区域(e)上层叠50g/m2的片状的树脂区域(b’),以230℃、0.5mpa进行10秒熔接工序。接下来,在与树脂区域(b’)呈相反侧的纤维增强树脂区域(e)的表面层叠50g/m2的片状的树脂区域(c’),以200℃、0.5mpa进行10秒熔接工序,但由于纤维增强性树脂区域(e)的增强纤维未跨越树脂区域(b’)及树脂区域(c’)的边界面而存在,因此树脂区域(b’)和树脂区域(c’)均容易从纤维增强树脂区域(e)剥离,无法得到目标基材。
[0489]
[表4]
[0490][0491]
[表5]
[0492][0493]
[表6]
[0494][0495]
[表7]
[0496][0497]
产业上的可利用性
[0498]
本发明涉及的纤维增强树脂基材由于将由不同特性的组合形成的树脂、特别是将
相容性低的多个热塑性树脂进行复合化,因此可以得到在现有技术中难以得到的、具有不同特性的组合的基材。此外,本发明的纤维增强树脂基材及一体化成型品适用于航空器结构部件、风车的叶片、汽车结构部件及ic托盘、笔记本电脑的壳体等计算机用途等,由此显示出作为结构体的优异的性能,并且能够大幅降低上述用途涉及的制品的成型时间及成型成本。
[0499]
附图标记说明
[0500]
a:截面a
[0501]
b:截面b
[0502]
c:截面c
[0503]
1:纤维增强树脂基材
[0504]
2:构成要素[a](增强纤维)
[0505]
3:构成要素[b](热塑性树脂(b))及构成要素[c](热塑性树脂(c))
[0506]
4:纤维方向(基准轴)
[0507]
5:观察截面(相对于纤维增强树脂基材所成的平面而言垂直地切割而得的截面)
[0508]
6:构成要素[b]
[0509]
7:构成要素[c]
[0510]
8:观察截面
[0511]
9:边界面
[0512]
10:构成要素[c]的端部(基准线)
[0513]
11:基线垂线
[0514]
12:截面曲线
[0515]
13:连续纤维增强片
[0516]
14:纤维增强树脂中间体
[0517]
15:抽出工序
[0518]
16:第1含浸工序
[0519]
17:第2含浸工序
[0520]
18:卷取工序
[0521]
19:第1表面
[0522]
20:第2表面
[0523]
21:金属部件
[0524]
22:试验片保持具
[0525]
23:pa注射材料
[0526]
24:pp注射材料
[0527]9‑
1 树脂区域(b’)
[0528]9‑
2 纤维增强树脂区域(e)
[0529]9‑
3 树脂区域(c’)
[0530]
10
‑
1 树脂区域(b’)
[0531]
10
‑
2 树脂部件(f)
[0532]
10
‑
3 对应于图11的截面图像的部位
[0533]
11
‑
1 纤维增强树脂基材
[0534]
11
‑
2 树脂部件(f)
[0535]
11
‑
3 树脂区域(b’)
[0536]
11
‑
4 纤维增强树脂区域(e)
[0537]
11
‑
5 树脂区域(c’)
[0538]
12
‑
1 蔓延至树脂区域(c’)侧的树脂部件(f)的一部分
[0539]
12
‑
2 树脂区域(c’)
[0540]
12
‑
3 对应于图13的截面图像的部位
[0541]
12
‑
4 从树脂区域(c’)侧所见的接合于树脂区域(b’)的树脂部件(f)的内侧截面部位
[0542]
13
‑
1 树脂部件(f)
[0543]
13
‑
2 树脂区域(b’)
[0544]
13
‑
3 纤维增强树脂区域(e)
[0545]
13
‑
4 树脂区域(c’)
[0546]
14
‑
1 树脂区域(c’)
[0547]
14
‑
2 树脂部件(g)
[0548]
14
‑
3 对应于图15的截面图像的部位
[0549]
15
‑
1 纤维增强树脂基材
[0550]
15
‑
2 树脂部件(g)
[0551]
15
‑
3 树脂区域(c’)
[0552]
15
‑
4 纤维增强树脂区域(e)
[0553]
15
‑
5 树脂区域(b’)
[0554]
16
‑
1 树脂区域(b’)
[0555]
16
‑
2 树脂部件(f)
[0556]
16
‑
3 纤维增强树脂区域(e)
[0557]
16
‑
4 树脂区域(c’)
[0558]
16
‑
5 树脂部件(g)
[0559]
17
‑
1 构成要素[a](增强纤维)
[0560]
17
‑
2 树脂区域(b’)
[0561]
17
‑
3 纤维增强树脂区域(e)
[0562]
17
‑
4 截面的观察图像
[0563]
17
‑
5 边界面
[0564]
17
‑
6 纤维增强树脂区域(e)的端部(基准线)
[0565]
17
‑
7 基线垂线
[0566]
17
‑
8 截面曲线
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。