1.本发明涉及热转印膜技术领域,尤其涉及一种具有光学结构的影木效果热转印膜及其制备方法。
背景技术:
2.珍稀木种影纹丰富,但已经是枯竭的资源,这使得需要提供一种更具耐候耐用又具影纹的热转印膜以满足人们的需求。随着仿木材料的应用普及和人们对珍贵木材的审美追求,人们希望仿木材料更接近自然光泽,影纹逼真同时耐候耐用,尤其以影木纹理光泽更显突出,是人们的至爱之选。影木木材具光泽,径面板有深浅带状花纹和变幻带状光泽,有金丝楠木般的金丝和虎皮纹,呈现出中国传统的山水画和水墨画色彩,直纹立体感比较强。
3.相关技术中,专利号zl 201810716300.8的《浮影木纹热转印纸或膜的制备方法》,其制备的热转印纸或膜手感非常好,但影纹只达到浮影效果,对于高阶要求还有许多方面需要提升。公告号cn105882189b的《一种局部哑光转印膜》和公告号cn105620071b的《一种具有凹凸效果的转移膜及其制备方法》,都只能解决一些视角上的影效果,与真实影木的色、影、纹套位具有较大差距,譬如珍贵金丝楠木,它不再是单纯的浮纹,而是整版面的光学阴阳纹。而且现有技术中,所生产的转移膜如果再涂布一层光油,将会出现消除之前所产生的凹凸纹理。
4.因此,有必要提供一种新的具有光学结构的影木效果热转印膜及其制备方法解决上述问题。
技术实现要素:
5.本发明需要解决的技术问题是提供一种木纹明显带动感、逼真度高且环保的具有光学结构的影木效果热转印膜及其制备方法。
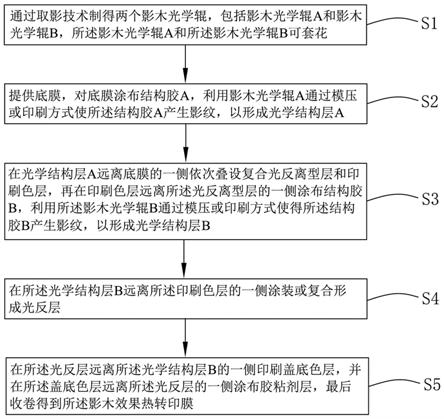
6.为解决上述技术问题,本发明提供了一种具有光学结构的影木效果热转印膜制备方法,该方法为在一条生产机轴上,完成对膜材的纹、影、色、离型、光反、胶粘涂层涂装,以确保图案、影、纹能有效对花,该方法包括如下步骤:步骤s1、通过取影技术制得两个影木光学辊,包括影木光学辊a和影木光学辊b,所述影木光学辊a和所述影木光学辊b可套花。
7.步骤s2、提供底膜,对所述底膜涂布结构胶a,利用所述影木光学辊a通过模压或印刷方式使所述结构胶a产生影纹,以形成光学结构层a。
8.步骤s3、在所述光学结构层a远离所述底膜的一侧依次叠设复合光反离型层和印刷色层,再在所述印刷色层远离所述光反离型层的一侧涂布结构胶b,利用所述影木光学辊b通过模压或印刷方式使得所述结构胶b产生影纹,以形成光学结构层b。
9.步骤s4、在所述光学结构层b远离所述印刷色层的一侧涂装或复合形成光反层。
10.步骤s5、在所述光反层远离所述光学结构层b的一侧印刷盖底色层,并在所述盖底色层远离所述光反层的一侧涂布胶粘剂层,最后收卷得到所述影木效果热转印膜。
11.优选的,制作所述影木光学辊具体包括取影、算法、雕刻及表面处理工序;所述取影包括直接木纹复纹取影、激光束取影、映像取影、物理触点取影、光线扫描取影中的任意一种;所述算法为通过所述取影工序得到文件后,利用预设算法运算生成dxf.或dwg.格式文件;所述雕刻为依据所述格式文件,对钢辊或镀铜钢辊进行雕刻。
12.优选的,所述光学结构层a和所述光学结构层b均为利用同一模压机通过模压方式制成时,所述模压机为分热成形模压机或uv模压机;所述光学结构层a的厚度为5~50μm ,所述光学结构层b的厚度为5~50μm。
13.优选的,所述光学结构层a和所述光学结构层b均通过同uv模压机以uv压胶方式压制,再经600mw/cm2紫外光汞灯固化后分别得到所述光学结构层a和所述光学结构层b。
14.优选的,所述结构胶a为高固含胶,其按质量百分比为如下组份组成:带羟基聚酯树脂,40
‑
60%;固化剂3390,1~20%;s37离型爽滑剂,1~5%;酯酮混合溶剂,20~60%;所述结构胶b为高固含胶,其按质量百分比为如下组份组成:带羟基聚酯树脂,40
‑
60%;固化剂3390,1~20%;酯酮混合溶剂,20~60%;或者,所述结构胶a为uv胶,其按质量百分比为如下组份组成:脂肪族聚氨酯丙烯酸酯uv树脂,30~40%;丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;光引发剂,1~5%;s37离型爽滑剂1~5%;单体uv稀释剂,10~50%;所述结构胶b为uv胶,其按质量百分比为如下组份组成:脂肪族聚氨酯丙烯酸酯uv树脂,30~40%;丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;光引发剂,1~5%;单体uv稀释剂,10~50%;或者,所述结构胶a为水性胶,其按质量百分比为如下组份组成:乳液,50~80%;水性固化剂,1~5%;s37离型爽滑剂,1~5%;单体uv稀释剂10~50%;所述结构胶b为水性胶,其按质量百分比为如下组份组成:乳液,50~80%;水性固化剂,1~5%;单体uv稀释剂10~50%。
15.优选的,所述光反离型层为uv涂料制成,其按质量百分比由如下组份组成:脂肪族聚氨酯丙烯酸酯uv树脂,30
‑
40%;丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;tpo光引发剂,1~5%;单体uv稀释剂,10~50%;bh114珠光色素5%;所述光反离型层的厚度为5~50μm。
16.优选的,所述印刷色层用以提供木纹色,所述印刷色层按质量百分比由如下组份组成:带羟基聚酯树脂,40
‑
60%;色料,10~25%;酯酮混合溶剂,20~60%;润湿分散剂颜料润湿剂,1%;所述印刷色层使用凹版印刷,凹版印刷制版为60
‑
120线/厘米,印刷制版深度45μm,且由多个印色组成,涂层厚度为5
‑
20μm。
17.优选的,所述光反层为油性涂料制成,并使用50线/厘米的网纹辊凹版涂布的方式涂布形成,所述光反层的厚度为5
‑
50μm,其按质量百分比由如下组份构成:带羟基聚酯树脂,40
‑
60%;固化剂3390,1~20%;酯酮混合溶剂,20~60%;bh114珠光色素,5%。
18.优选的,所述盖底色层用于盖底遮盖,所述盖底色层按质量百分比由如下组份组成:带羟基聚酯树脂,40
‑
60%;钛白粉,25~35%;酯酮混合溶剂,20~60%;润湿分散剂颜料润湿剂,1%;所述盖底色层使用凹版印刷,凹版印刷制版为60
‑
70线/厘米,印刷制版深度45μm,该涂层厚度为5
‑
20μm。
19.优选的,所述胶粘剂层为聚氨酯热熔胶制成,所述胶粘剂层使用凹版印刷,凹版印刷制版为60
‑
120线/厘米,印刷制版深度为45μm,该涂层厚度为5
‑
20μm。
20.本发明还提供一种具有光学结构的影木效果热转印膜,包括依次叠层的底膜、光学结构层a、光反离型层、印刷色层、光学结构层b、光反层、盖底色层以及胶粘层,所述具有光学结构的影木转移膜由本发明提供的上述具有光学结构的影木效果热转印膜制备方法所制成。
21.与现有技术相比,本发明的具有光学结构的影木效果热转印膜制备方法及该方法制备的影木转移膜,只要通过热压的方式,就能把影木的纹理与色彩转印到工件上,撕掉底膜后,工件即达到理想的附着效果,影木纹理清晰准确,层次明显;介入创新的后固化涂层,转印成品件后再通过照射uv灯,能大大提高工件的表面硬度。且本发明的热转印膜制备方法及该方法制备的影木转移膜其膜影木纹明显带动感,手感纹理明,显仿真度高,加工性能优异,能减少对木材资源的耗损,环保效果好。
附图说明
22.图1为本发明具有光学结构的影木效果热转印膜制备方法的流程框图;图2为本发明具有光学结构的影木效果热转印膜的结构示意图;图3为本发明具有光学结构的影木效果热转印膜的转印后的效果结构示意图。
具体实施方式
23.下面将结合附图和实施方式对本发明作进一步说明。
24.请参图1所示,本发明提供了一种具有光学结构的影木效果热转印膜的制备方法,该具有光学结构的影木效果热转印膜包括依次叠层的底膜、光学结构层a、光反离型层、印刷色层、光学结构层b、光反层、盖底色层以及胶粘层,该方法为在一条生产机轴上,完成对膜材的纹、影、色、离型、光反、胶粘涂层涂装,以确保图案、影、纹能有效对花。如图2所示,该方法包括如下步骤:步骤s1、通过取影技术制得两个影木光学辊,包括影木光学辊a和影木光学辊b,所述影木光学辊a和所述影木光学辊b可套花。
25.本步骤中,制作所述影木光学辊具体包括取影、算法、雕刻及表面处理工序。
26.取影技术指的是对真实木材进行取影的技术,影木系列木材包括枫影、金丝楠、沙比利等,它们都有一个特点,具有很明显的影纹,所谓影木的定义是:随着观察者的角度不同,能观察到按木纹理有晃动的光泽。研究发现这种光泽其实是木材中的细胞的排列引起的反光效果,譬如枫影木从木材中刨的薄片,这些薄片一般是0.3
‑
5mm厚,会因为水份的蒸发,导致所刨的木片沿一些纹理收缩,形成波浪起伏,配合木中细胞液、细胞壁、纤维的光泽,从而形成影纹。又譬如金丝楠,横向切面时,虽然它不存在收缩形成波浪状,但它自身随着细胞的生长,也形成微观的波浪起伏。正这些纹理形成的影,如果利用工具取得纹理的参数,就能制得相关的纹理与影纹,这个技术就是取影技术。
27.所述取影包括直接木纹复纹取影、激光束取影、映像取影、物理触点取影、光线扫描取影中的任意一种。本实施方式中,经实验后优选激光束取影,当然,上述其它取影方式也可行。
28.激光束取影是在一个非常稳定的平台上,架起激光束,以<5μm为一步,把激光束打向目标取影木皮,利用计算反射后时间来确定距离,利用多个点构成线,线构成面的原理成
功取影。比如,选用佛山市铂铭瑞智能科技有限公司生产的bmr2000激光扫描机能取得2000万像素的纹理图,最终构建三维图,可通过计算阀值,降噪等手段制得效果好的文件。
29.所述算法为通过所述取影工序得到文件后,利用预设算法运算生成dxf.或dwg.格式文件。
30.所述雕刻为依据所述格式文件,对钢辊或镀铜钢辊进行雕刻。
31.如通过激光雕刻或直雕对钢辊或镀铜钢辊进行雕刻,最后对辊作表面处理后即制得影木光学辊a和所述影木光学辊b。
32.步骤s2、提供底膜,对所述底膜涂布结构胶a,利用所述影木光学辊a通过模压或印刷方式使所述结构胶a产生影纹,以形成光学结构层a。
33.底膜,提供印刷材料的基础,所有的材料将承印在此底膜上,底膜可以是pet、cpp、opp、pc等任意一种能承印涂层的薄膜,其厚度12
‑
100μm,其表面对涂层具有良好的附着力。本实施方式中具体使用pet,优选使用杜邦的30μm pet,其表面张力达到52达因。
34.制膜时,首先对底膜涂布结构胶a,通过模压或印刷的办法让结构胶产生影纹,形成光学结构层a,所述的光学结构层a是利用光学结构辊a对结构胶a模压成型或印刷成型,产生影纹,其中模压成型是指对膜材上的涂层利用模压生产纹理,而印刷成型是指光学结构辊直接上影木光学辊a,经过刮刀刮去多的涂料后,转印到膜上,产生影纹。
35.模压一般利用模压机,模压机分热成形模压和uv模压模组,本实施方式中优选uv模压模组, uv模压模组是指膜材上涂布结构胶a,用影木光学辊a进行模压,并同时实现uv固化,当膜离影木开光学辊a后,纹理已被固化在膜上。本实施方式中,uv模压模组选用佛山市铂铭瑞智能科技有限公司生产的uv100模压模组,该模组使用英国帕玛公司 pm2839 uv汞灯管作为紫外固化光源,能有效让结构胶固化。uv100模压模组输入功率是20kw,能提供600mw/cm2紫外光固化能量,最大压印速度120米/分钟。模压模组被放置在整台印刷机的第一色组。本实施方式中,光学结构层a该涂层的厚度5
‑
50μm,优选为10μm,使用uv模压工艺完成效果。
36.uv紫外光固化灯是能提供紫外光,并可达光固化作用的发光源,其中包括汞灯、led灯等能提供紫外光源的灯,本实施方式中,优选地选用600mw/cm2紫外光汞灯。
37.所述结构胶a必须具有柔软性、离型性、附着性、耐热性、丰满度、立体性多个关要要素,在生产与转印过程中,可能存在折皱,所以结构胶a必须柔软性。该结构胶a主要形成纹与前影,主要起模具作用,所以必须附着在底膜上,附着性必须要好。由于与后面的光反离型层要起离型作用,所以必须要有离型性。应用时可以是热转印,所以必须要有耐热性。影纹要有动感,立体,所以必须要有丰满度、立体性。经测试,调配出以下多个配方,主要适应不同生产配置,让这个工艺不受局限,生产者更容易操作,具体为:所述结构胶a为高固含胶,其按质量百分比为如下组份组成:带羟基聚酯树脂,40
‑
60%;固化剂3390,1~20%;s37离型爽滑剂,1~5%;酯酮混合溶剂,20~60%。具体为,聚首d240 带羟基聚酯树脂,40
‑
60%;科思创固化剂3390,1~20%;金美瑞s37离型爽滑剂,1~5%;酯酮混合溶剂20~60%。
38.所述结构胶a为uv胶,其按质量百分比为如下组份组成:脂肪族聚氨酯丙烯酸酯uv树脂,30~40%;丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;光引发剂,1~5%;s37离型爽滑剂1~5%;单体uv稀释剂,10~50%。具体为,eb264脂肪族聚氨酯丙烯酸酯uv树脂,30
‑
40%;eb745丙烯酸
酯化丙烯酸酯uv树脂,10
‑
20%;光引发剂,1~5%;金美瑞s37离型爽滑剂,1~5%;hdda单体uv稀释剂,10~50%。
39.所述结构胶a为水性胶,其按质量百分比为如下组份组成:乳液,50~80%;水性固化剂,1~5%;s37离型爽滑剂,1~5%;单体uv稀释剂10~50%。具体为,凯美斯化工的ecrylic ra 646h乳液50
‑
80%,东莞思裕环保科技有限公司sy
‑
716水性固化剂1~5%;金美瑞s37离型爽滑剂1~5%;hdda单体uv稀释剂10~50%。
40.步骤s3、在所述光学结构层a远离所述底膜的一侧依次叠设复合光反离型层和印刷色层,再在所述印刷色层远离所述光反离型层的一侧涂布结构胶b,利用所述影木光学辊b通过模压或印刷方式使得所述结构胶b产生影纹,以形成光学结构层b。
41.所述光反离型层具有离型的作用,同时必须具有柔软、耐热、耐候、耐溶剂、抗刮性、可重涂性、光反作用。在生产与转印过程中,可能存在折皱,所以光反离型层必须柔软性。光反离型层主要与结构胶a形成互反的纹与前影,所以必须具有良好的离型性。由于与后面的光反离型层要起离型作用,所以必须要有离型性。应用时可以是热转印,所以必须要有耐热性,耐热温度220度30分钟。要考虑使用时的需求,要有耐候、耐溶剂、抗刮性、可重涂性。考虑使用时可能存在增加一涂光油保护,所以必须提供导入光反原理,光反指的是利用光反射的作用,把两个透明涂层予以阻隔,但不影响综合性能。
42.经过测试,调配出以下多个配方,主要适应不同生产配置,让本工艺不受局限,生产者更容易操作,具体为:光反离型层可以由uv涂料、水性涂料、油性涂料其中一种制成成,本实施方式中优选所述光反离型层为uv涂料制成,其按质量百分比由如下组份组成:脂肪族聚氨酯丙烯酸酯uv树脂,30
‑
40%;丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;tpo光引发剂,1~5%;单体uv稀释剂,10~50%;bh114珠光色素5%。具体的:氰特公司eb264脂肪族聚氨酯丙烯酸酯uv树脂30
‑
40%,氰特公司eb745丙烯酸酯化丙烯酸酯uv树脂10
‑
20%;巴斯夫tpo光引发剂1~5%;氰特公司hdda单体uv稀释剂10~50%;金美瑞的bh114珠光色素5%。需要说明的是,珠光色素是包含珠光浆与珠光粉。
43.其中树脂部分主要提供一个耐磨,易离型,高硬度的涂层,bh114珠光色素能提供透明的金属银效果,起光反作用。使用网纹辊涂布,网纹辊使用50线/厘米网纹辊微凹涂的方式上涂层,该涂层的厚度5
‑
50μm,优选地使用厚度为12μm,它刚好利用光学结构层a作为模具,在自身产生纹理,同时能填平光学结构层a所产生的凹凸,让印刷更平顺。优选地使用厚度12μm,是刚好遮盖光学结构层a的10μm。
44.需要说明的是,能提供强烈金属银效果,起光反作用的色素色墨都是本发明中的bh114珠光色素的等效特征,其包括:金属颜料、珠光色素、光子色素、镀膜等,优选金美瑞的bh114珠光色素,其能提供透明的金属银效果,起透明光反作用。
45.所述印刷色层提供木纹色,印刷色层根据木纹的颜色制作印刷版,把木纹的色效果印刷在膜上,这个色层主要以柔韧性好的树脂为基料,添加色料与助剂,这个功能层必须具有耐热、耐候、耐光、可重涂性等特性。
46.所述印刷色层按质量百分比由如下组份组成:带羟基聚酯树脂,40
‑
60%;色料,10~25%;酯酮混合溶剂,20~60%;润湿分散剂颜料润湿剂,1%。具体为,聚首d170 带羟基聚酯树脂,40
‑
60%;相对应的色料,10~25%;酯酮混合溶剂,20~60%;迪高 tego760w润湿分散剂颜料
润湿剂,1%;这里特定所使用的色料的颜料以7、8级的有机颜料为主,或无机颜料,主要达到卓越的耐热、耐候、耐光。d170 带羟基聚酯树脂本身具有良好可重涂性,便于油墨的叠印。这个功能层在特殊情况下可以使用功能性颜料,包括发泡颜料、效应颜料、香味温变等功能颜料。
47.印刷时由1~8支版组成,颜色与功能墨以凹版叠印方式完成。印刷色层所选用的树脂与颜料不局限于所述的树脂与颜料,他能涉及多类型的树脂与颜料,包括聚氨酯树脂、uv类的树脂、水性树脂等。
48.该印刷色层使用凹版印刷,凹版印刷制版是60
‑
120线/厘米,印刷制版深度45μm,它是由多个印色组成,该涂层厚度为5
‑
20μm,优选地使用7μm。
49.光学结构层b形成方式与光学结构层a基本相同:光学结构胶b,通过模压或印刷的办法让结构胶产生影纹,形成光学结构层b,所述的光学结构层b是利用光学结构辊b对结构胶b模压成型或印刷成型,产生影纹,其中模压成型是指对膜材上的涂层利用模压生产纹理,而印刷成型是指光学结构辊直接上结构辊b,经过刮刀刮去多的涂料后,转印到膜上,产生影纹。模压成型一般利用模压机,模压机分热成形模压、uv模压机,优选地选用uv模压模组,uv模压模组是指膜材上涂布结构胶b,包影木光学辊b进行模压,并同时实现uv固化,当膜离开影光学辊b后,纹理已被固化在膜上。本实施方式中选用uv模压模组选用佛山市铂铭瑞智能科技有限公司生产的uv100模压模组,该模组使用英国帕玛公司 pm2839uv汞灯管作为固化光源,能有效让结构胶固化。uv100模压模组输入功率是20kw,能提供600mw/cm2紫外光固化能量,最大压印速度120米/分钟。模压模组被放置在整台印刷机的第五类印刷座。印刷成型光学结构是指光学结构胶b直接上结构辊b,经过刮刀刮去多的涂料后,转印到印刷色层上,产生影纹,经上述模压后的胶通过固化工艺,在印刷色层上实现固化。
50.所述结构胶b必须具有柔软性、附着性、耐热性、丰满度、立体性多个关要要素,在生产与转印过程中,可能存在折皱,所以结构胶b必须柔软性;该结构胶主要形成纹与前影,主要起模具作用,所以必须附着在印刷色层上;应用时可以是热转印,所以必须要有耐热性,影纹要有动感,立体,所以必须要有丰满度、立体性。经过无测试,本发明提供调配出以下多个配方,主要适应不同生产配置,让这个工艺不受局限,生产者更容易操作,具体为:所述结构胶b为高固含胶,其按质量百分比为如下组份组成:带羟基聚酯树脂,40
‑
60%;固化剂3390,1~20%;酯酮混合溶剂,20~60%。具体为,聚首d240 带羟基聚酯树脂,40
‑
60%;科思创固化剂3390,1~20%;酯酮混合溶剂,20~60%。或者,所述结构胶b为uv胶,其按质量百分比为如下组份组成:脂肪族聚氨酯丙烯酸酯uv树脂,30~40%;丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;光引发剂,1~5%;单体uv稀释剂,10~50%。具体为,eb264脂肪族聚氨酯丙烯酸酯uv树脂,30
‑
40%;eb745丙烯酸酯化丙烯酸酯uv树脂,10
‑
20%;光引发剂,1~5%;hdda单体uv稀释剂10~50%。或者,所述结构胶b为水性胶,其按质量百分比为如下组份组成:乳液,50~80%;水性固化剂,1~5%;单体uv稀释剂10~50%。具体为, 凯美斯化工的ecrylic ra 646h乳液,50
‑
80%;东莞思裕环保科技有限公司sy
‑
716水性固化剂,1~5%;单体uv稀释剂,10~50%。
51.所述光学结构层b厚度5
‑
50μm,优选地使用10μm,使用uv模压工艺完成效果。
52.本发明中,所述光学结构层a和所述光学结构层b均为在同一模压印刷生产线上利
用模压机通过模压方式制成时,所述模压机为分热成形模压机或uv模压机;所述光学结构层a的厚度为5~50μm,优选为10μm。所述光学结构层b的厚度为5~50μm,优选为10μm。
53.所述光学结构层a和所述光学结构层b均通过同一模压印刷生产线上的uv模压机以uv压胶方式压制,再经600mw/cm2紫外光汞灯固化后分别得到所述光学结构层a和所述光学结构层b。
54.步骤s4、在所述光学结构层b远离所述印刷色层的一侧涂装或复合形成光反层。
55.所述光反层具有柔软、耐热、耐候、耐溶剂、可重涂性、光反作用、良好的附着性。在生产与转印过程中,可能存在折皱,所以光反层必须柔软性;应用时可以是热转印,所以必须要有耐热性,耐热温度220度30分钟。要考虑用户使用时的需求,要有耐候、耐溶剂、抗刮性、可重涂性;要考虑用户使用时可能存在增加一涂光油保护,所以必须提供导入光反原理,光反指的是利用光反射的作用,把两个透明涂层予以阻隔,但不影响综合性能。发明人经过无数次测试,调配出以下多个配方,主要适应不同生产配置,让这个工艺不受局限,生产者更容易操作。所选用的印刷涂布工艺:凹版印刷、涂布,优选的使用凹版印刷。
56.本发明中,光反层可以由uv涂料、水性涂料、油性涂料其中一种组成。本实施方式中,所述光反层为油性涂料制成,并使用50线/厘米的网纹辊凹版涂布的方式涂布形成,所述光反层的厚度为5
‑
50μm,优选12μm,其按质量百分比由如下组份构成:带羟基聚酯树脂,40
‑
60%;固化剂3390,1~20%;酯酮混合溶剂,20~60%;bh114珠光色素,5%。具体为,聚首d240 带羟基聚酯树脂,40
‑
60%;科思创固化剂3390,1~20%;酯酮混合溶剂,20~60%;金美瑞的bh114珠光色素,5%。
57.其中树脂部分主要提供一良好的附着力,bh114珠光色素能提供透明的金属银效果,起光反作用。使用网纹辊涂布,网纹辊使用50线/厘米网纹辊凹版涂布的方式上涂层,该涂层的厚度5
‑
50μm,优选地使用12μm,则刚好把光学结构层b层填平提供珠光白反光效果。
58.需要说明的是,能提供强烈金属银效果,起光反作用的色素色墨都是本发明中bh114珠光色素的等效特征,其包括:金属颜料、珠光色素、光子色素、镀膜等,优选金美瑞的bh114珠光色素,其能提供透明的金属珠光银白效果,起透明光反作用。
59.步骤s5、在所述光反层远离所述光学结构层b的一侧印刷盖底色层,并在所述盖底色层远离所述光反层的一侧涂布胶粘剂层,最后收卷得到所述影木效果热转印膜。
60.所述盖底色层用于盖底遮盖,其油墨的配置与所述印刷色层一致,通常为白色、黑色、灰色等色墨,满版印刷。
61.盖底色层是属于色墨层的一种,主要起遮盖底色层色的作用,由于用户转印的材料颜色不一定一致,本发明提供的膜能具有高遮盖效果,更实用,该油墨的配方有多样,这个色层主要以柔韧性好的树脂为基料,添加色料与助剂,这个功能层必须具有耐热、耐候、耐光、可重涂性、良好遮盖性等特性。
62.所述盖底色层按质量百分比由如下组份组成:带羟基聚酯树脂,40
‑
60%;钛白粉,25~35%;酯酮混合溶剂,20~60%;润湿分散剂颜料润湿剂,1%;具体为,聚首d170 带羟基聚酯树脂,40
‑
60%;杜邦r706钛白粉,25~35%;酯酮混合溶剂,20~60%;迪高 tego760w润湿分散剂颜料润湿剂,1%。能达到卓越的耐热、耐候、耐光、遮盖性,d170 带羟基聚酯树脂本身具有良好可重涂性,便于油墨的叠印。盖底色层所选用的树脂与颜料不局限于所述的树脂与颜料,他能涉及多类型的树脂与颜料,包括聚氨酯树脂、uv类的树脂、水性树脂等。所选用的印刷
涂布工艺:凹版印刷、涂布,凹版印刷的制版方式有激光制版、电雕制版、腐蚀制版、挤压制版,选取对应的制版方式,能让印刷的细腻度、涂层厚度,优选地盖底色层使用凹版印刷,凹版印刷制版是60
‑
70线/厘米,印刷制版深度45μm,该涂层厚度为5
‑
20μm,优选地使用7μm。
63.所述胶粘剂层把转印的涂层与底材粘合在一起,这个胶粘剂层要求具有良好的粘合牢度,耐水煮、耐黄变,本实施方式中选用聚氨酯热熔胶,聚氨酯热熔胶分子结构中含有化学活泼性和极性的异氰酸酯基(
‑
nco)或氨酯基(
‑
nhcoo),不论是与纺织物、陶瓷、木材、皮革,纸张等多孔材料,还是与玻璃、金属等表面光洁材料都有着卓越的粘接力。本发明所使用的聚氨酯热熔胶可分为反应型聚氨酯热熔胶和热塑性聚氨酯热熔胶,反应型胶在加热后会与环境中的水份发生反应并交联固化形成粘接;热塑性胶是在加热后涂布在被粘接物表面等冷却硬化产生粘接,所以又可称为热熔型聚氨酯热熔胶。聚氨酯热熔胶的反应机理是湿气固化,和eva热熔胶相反,贴合后与环境中的水份反应后再加热也不会熔融,属于不可逆反应,具有很好的粘合强度、耐温性和阻燃性能,完全可以解决封边材料在高温和多油烟环境中的使用问题。本发明具体使用佛山金美瑞化工有限公司t
‑
4129反应型聚氨酯热熔胶和t
‑
203热塑性聚氨酯热熔胶, 热熔胶所选用的树脂不局限于所述的树脂与颜料,他能涉及多类型的树脂,包括聚酯树脂、水性聚氨酯树脂等。由于在涂装金属材料时,会预设聚酯白胶,所以本胶粘剂层不一定印刷出。所选用的印刷涂布工艺:凹版印刷、涂布、喷涂,优选的使用凹版印刷。
64.所述胶粘剂层为聚氨酯热熔胶制成,所述胶粘剂层使用凹版印刷,凹版印刷制版为60
‑
120线/厘米,印刷制版深度为45μm,该涂层厚度为5
‑
20μm,优选为7μm。
65.本发明的上述方法步骤中,在同一模压印刷生产线上,以uv压胶方式压制光学结构 a,600mw/cm2紫外光汞灯固化,得光学结构层a;以uv微凹涂布的方式的涂光反离型剂,600mw/cm2紫外光汞灯固化;得到具有光反的离型层;以凹版印刷方式印刷1支木翅版,3支木纹色版,100
‑
120℃烘干,得到印刷色层;以uv压胶方式压制光学结构b,600mw/cm2紫外光汞灯固化,得到光学结构层b;以网纹辊涂布方式涂布光反层,100
‑
120℃烘干,得到光反层;以凹版印刷方式印刷胶粘剂,100
‑
120℃烘干,得到胶粘剂层;使用时,胶粘剂面朝转印的工件,135
‑
200℃有压力的情况下烫压膜材的pet面,即可把木纹图案转到工件上,撕掉pet膜 ,光学结构层a会跟随剥离,工件上即得到纹、色、影备齐的影木效果,热转印后木纹转印层色、影、纹清晰,如图3所示。本发明该膜具有以下特点:影纹强烈,在光照的情况下,层次感强;手感纹理明显,仿真度高;印刷色彩丰富,耐候,各方面的耐化性测试优异;套色套纹套影准确;转印速度快,能节约能源;基于热转印机理,配合后加硬方式,表面抗刮加硬效果更好。
66.本发明上述方法制备的影木转移膜中:底膜:提供印刷材料的基础。
67.光学结构层a:形成纹理的模具。
68.光反离型层:配合光学结构层a所形成纹理的模具,形成一离型层,并且导入光反作用,是整个膜系重要的组成部分,既产生纹理、起保护下面色层,并提供全转离型保障,起光反作用。
69.色层:包括印刷色层、盖底色层,主要提供印刷色彩,印刷色层提供木纹色,盖底色层起盖底遮盖。
70.光学结构层b:形成影。
71.光反层:起光反作用。
72.胶粘层:起热转印粘胶的作用。
73.该技术核心是:光学结构的使用,光反原理的导入,利用模具形成纹。三种技术的结合,最终让色、影、纹充分体现。
74.由于所制得膜是在同一主机轴(即同一模压印刷生产线)的印刷机内完成印刷,所以色、影、纹套色准确,从而把原木真实特点还原性表达。该热转印膜使用时,只要通过热压的方式,就能把影木的纹理与色彩转印到工件上,撕掉底膜后(光学结构层a会随底膜撕掉一同被剥离),工件即达到理想的附着效果,影木纹理清晰准确,层次明显。
75.本发明还提供一种具有光学结构的影木效果热转印膜,包括依次叠层的底膜、光学结构层a、光反离型层、印刷色层、光学结构层b、光反层、盖底色层以及胶粘层,所述具有光学结构的影木转移膜由本发明提供的上述具有光学结构的影木效果热转印膜制备方法所制成,并且为在一条生产机轴上,完成对膜材的纹、影、色、离型、光反、胶粘涂层涂装,以确保图案、影、纹能有效对花。
76.与现有技术相比,本发明的具有光学结构的影木效果热转印膜制备方法及该方法制备的影木转移膜,只要通过热压的方式,就能把影木的纹理与色彩转印到工件上,撕掉底膜后,工件即达到理想的附着效果,影木纹理清晰准确,层次明显;介入创新的后固化涂层,转印成品件后再通过照射uv灯,能大大提高工件的表面硬度。且本发明的热转印膜制备方法及该方法制备的影木转移膜其膜影木纹明显带动感,手感纹理明,显仿真度高,加工性能优异,能减少对木材资源的耗损,环保效果好。
77.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。