1.本发明涉及制造装饰性部件的领域,特别是在制表业、珠宝业或电话制造领域,该部件由具有聚合物涂层的硬质材料制成。更具体地说,本发明涉及一种用于制造内表面具有聚合物涂层的表的中间部件的方法。
背景技术:
2.在制表业和珠宝业,各种材料被用于制造各种外观的表壳或表链。特别地,已知用硬质材料制造钟表,尤其是表壳。硬质材料是指维氏硬度大于1000hv的材料。这种硬质材料例如是陶瓷、氮化硅、氧化锆、蓝宝石或氧化铝。
3.在制表工艺中,它们因其机械性能而被使用,尤其是因为它们很难刮擦。例如,它们被用来制造表的中间部件或链的链节等部件。
4.装饰性部件是在使部件具有所需形状的注射步骤之后并且然后通过烧结步骤使材料硬化而获得的。
5.但这种类型的注射方法不能获得足够精确的尺寸。例如,对于表的中间部件,需要有壳腔尺寸,该壳腔尺寸允许表镜、表圈或后盖以牢固保持的方式被挤压。还需要为表冠或推动件钻孔,这不能通过注射方法获得。
6.要实现这一点,有必要对中间部件进行机加工,以校正中间部件的尺寸。然而,硬质材料因其硬度而难以机加工。为此,使用寿命短的金刚石工具,这会产生巨大的成本。
技术实现要素:
7.获得装饰性硬质材料部件是有利的,该部件需要对硬质材料进行很少的机加工或不需要对硬质材料进行机加工,特别是对于陶瓷材料而言,但是其包括功能性表面。
8.本发明提供了这种类型的方法。归功于硬质材料和聚合物材料涂层的结合,该方法允许避免直接机加工部件表面上的硬质材料。聚合物比硬质材料更容易机加工。因此,通过尽可能避免机加工硬质材料,降低了制造部件的成本。此外,在涂层和硬质材料之间保证了部件的防水性。
9.更具体地说,本发明涉及一种用于制造装饰性部件的方法,该部件例如用于钟表、珠宝或电话,该装饰性部件特别是表的中间部件,该部件至少部分地包括具有大于1000hv的维氏硬度的硬质材料。根据本发明,该方法包括以下主要步骤:
10.‑
由至少一种粉末材料与粘合剂的混合物制备前体的步骤;
11.‑
将前体注射到模具中以形成坯体的步骤;
12.‑
烧结所述坯体以形成未来部件的、由所述硬质材料构成的主体的步骤;以及
13.‑
在部件的一个表面上沉积聚合物材料涂层的步骤,该沉积通过在主体上模制/成型,特别是通过注射到模具中来进行,涂层和硬质材料是不可分离的。
14.根据本发明的特定实施例,该方法包括机加工聚合物材料涂层的附加步骤。
15.根据本发明的特定实施例,该方法包括组装部件的附加步骤。
16.根据本发明的特定实施例,该方法包括机加工坯体的步骤。
17.根据本发明的特定实施例,主体设有内表面,沉积步骤包括在所述内表面上沉积所述涂层。
18.根据本发明的特定实施例,在涂层沉积步骤期间,由聚合物材料形成部件的后盖。
19.根据本发明的一个具体实施方案,聚合物选自:聚甲醛(pom)、聚酰胺(pa)、聚氨酯(pur)、聚苯硫醚(pps)、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物(abs)、聚碳酸酯(pc)。
20.根据本发明的特定实施例,硬质材料选自诸如陶瓷、氮化硅、氧化锆、蓝宝石或氧化铝的材料。
21.本发明还涉及一种装饰性部件,其例如用于钟表、珠宝或电话,该装饰性部件特别是表的中间部件,该装饰性部件包括硬质材料主体和设有聚合物材料涂层的至少一个表面,该主体限定内部空间。
22.根据本发明的特定实施例,涂层具有功能化的形状。
23.根据本发明的特定实施例,涂层包括阶梯式形状,该阶梯式形状特别是能够通过互锁来组装表壳的其他部分。
24.根据本发明的特定实施例,主体限定内部空间,该表面界定该空间。
25.根据本发明的特定实施例,该表面是主体的内表面。
26.根据本发明的特定实施例,该部件包括在涂层沉积步骤期间获得的后盖。
27.本发明还涉及一种表壳,其包括这样的装饰性部件以及表镜和表圈,该表圈用于将表镜保持在部件上,该表圈通过聚合物涂层组装至所述部件。
附图说明
28.参照附图将更好地理解本发明,其中:
29.图1是示出根据本发明的方法的框图;
30.图2a至2f示出了在根据本发明的方法的每个步骤之后的表的中间部件的透视图;
31.图3是包括根据本发明第一实施例的部件的组装后的表壳的剖视图;
32.图4是根据本发明第一实施例的表部件的倒置透视图;
33.图5是包括根据本发明第二实施例的部件的组装后的表壳的剖视图;以及
34.图6是根据本发明第二实施例的表部件的倒置透视图。
具体实施方式
35.在图1中示出了用于制造装饰性部件10的方法1,该装饰性部件10例如用于钟表、珠宝或电话。装饰性部件例如是如图2a)至2f)所示的表壳的中间部件、表圈、表壳的后盖、钟表的宝石或推动件、珠宝戒指或链/手镯、或者移动电话外壳。部件10至少部分包括维氏硬度大于1000hv的硬质材料。硬质材料例如是陶瓷材料如氧化铝(al2o3)、氧化锆(zro2)、碳化物、氮化物、金属陶瓷、硬质金属或维氏硬度大于1000hv的任何其他材料。
36.方法1包括由至少一种粉末材料与粘合剂的混合物制备前体的第一步骤2。在本上下文中,陶瓷基粉末可包含至少一种金属氧化物、至少一种金属氮化物或至少一种金属碳化物。例如,陶瓷基粉末可包含氧化铝以形成合成蓝宝石,或者可包含氧化铝和氧化铬的混合物以形成合成红宝石,或者可包含氧化锆。此外,粘合剂可具有各种性质,例如聚合型或
有机型。
37.方法1包括将前体注射到模具中以形成坯体12的第二步骤3。考虑到部件的收缩系数,模具基本上具有所需部件的形状。经由管将前体注射到模具中,然后经由环路将前体分布到整个模具中。因此,前体呈模具的形状,例如如本技术中所述示例中那样呈表壳的中间部件的形状。或者,注射也可通过圆形/环形片状件或通过通道进行。
38.第三步骤4是机加工坯体12,以去除通过注射制成的坯体12的不必要部分。例如,由于管和分配环路形成的管形成部38或通道成型部19被去除。因此,获得经机加工的坯体13。
39.第四步骤5具有烧结所述经机加工的坯体13的功能,以便由所述至少一种硬质材料形成未来部件的主体14。烧结包括加热前体,以使粉末颗粒结块/聚结/烧结。在烧结过程中,坯体13通过收缩而硬化,形成硬质主体14。优选地,根据本发明,烧结步骤可包括热解。
40.可选的第五步骤6用于为剩下的步骤而准备通过烧结获得的主体14的一些部分,特别是为最后修饰/最后一步而准备该主体10。
41.方法1包括在部件的一个表面上沉积聚合物材料涂层16的第六步骤7,沉积通过包覆成型所述主体14、15,特别是通过注射到模具中来进行。表壳中间部件例如设有内表面18,期望该内表面18覆盖有聚合物涂层16。沉积步骤7包括在所述内表面18上沉积涂层16。因此,获得了表面18覆盖有聚合物材料的硬质材料部件。在该步骤中,聚合物材料的模制允许形成与烧结后的硬质材料相比具有更精确尺寸的涂层16。由于该方法,避免了必须机加工部件10的硬质材料。因此,可以将涂层16直接形成合适的尺寸。此外,硬质主体和涂层这两种材料是不可分离地组装在一起的。
42.聚合物例如从以下选择:pom(聚甲醛或聚甲醛树脂或聚缩醛)、pa(聚酰胺)、pur(聚氨酯)、pps(聚苯硫醚)、abs(丙烯腈
‑
丁二烯
‑
苯乙烯共聚物)、pc(聚碳酸酯)。
43.在第七步骤8中,可以可选地机加工聚合物材料涂层16,以便在必要时修改一些部分,特别是以便允许组装表壳的其他元件。
44.第八步骤9也可能是对硬质材料进行缎面处理和/或抛光所必需的。因此,中间部件的美学外观得到改善。
45.最后,在第九步骤11中,部件10通过涂层16与其他元件之间的互锁而与其他元件组装在一起。例如,如果部件10是表壳中间部件,则通过将表圈21、表镜25和后盖组装到中间部件而形成表壳17。
46.在图2a)至2f)中,示出了允许在方法1的某些步骤之后最终形成表壳17的部件10的主体。在第二注射步骤之后,如图2a)所示,获得具有表中间部件的形状的坯体12。坯体描述了具有圆柱形开口的部分,该部分在两侧由两个相对的元件34、35延长,每个元件34、35都设置有用于将表链紧固在其上的附接系统。坯体12包括内表面,该内表面界定具有圆柱形开口的部分/圆柱形部分的内部空间。
47.当存在多个注射点时,坯体12设有通道成型部19,通道成型部19将布置在内部空间的中心处的中心交叉点36连接至坯体的内表面18。四个垂直的通道成型部19与垂直于通道成型部19的管成型部38连接,管成型部38穿过中心交叉点36。通道成型部19和管成型部38在注射步骤期间形成,前体经由管注射到模具中。
48.这些通道成型部19和管成型部38在机加工坯体12的第三步骤中被移除,以获得如
图2b所示的经机加工的坯体13。坯体12、13不太硬,因此机加工可容易地进行。
49.在烧结步骤之后,图2c的主体4保持具有烧结系数的基本相同的形状,但是它比以前更硬。然后,如果需要,可以通过形成图2d的硬质主体15来准备硬质主体14以便进行精加工。
50.在图2e)中,获得的部件10包括在内表面18上的聚合物涂层16。涂层16具有精确尺寸的所需形状,这些精确尺寸是通过包覆成型获得的。所示的部件10包括涂层16,涂层16从中间部件的顶部到底部呈楼梯/阶梯式形状。阶梯结构的不同台阶部用于将多个元件保持在空间内或开口附近,例如表冠/表镜位于顶部或后盖位于底部。
51.组装后,如图2f所示,表壳17包括硬质材料部件10(在这里为中间部件),在该中间部件上组装有表圈21和表镜25。表圈21保持互锁在涂层16的第一台阶部27中。
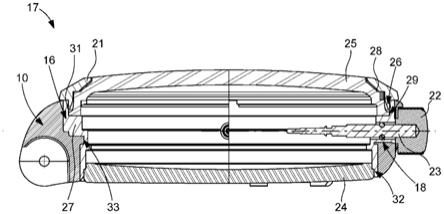
52.图3和图4示出了表壳17,表壳17包括硬质材料部件10、表圈21、表冠22、轴杆23、后盖24和表镜25,该硬质材料部件10在这里是中间部件,在通过根据本发明的方法获得的中间部件的内表面18上具有聚合物涂层16。中间部件的形状和上面描述的一样。表圈21包括互锁到涂层16的第一台阶部27中的卡环部26。表圈21抵靠在表镜25的外围轮廓28上,以将该表镜保持在中间部件上。表镜25在外周处包括边沿29,在组装位置,边沿29布置在表圈21的卡环部26下方。边沿29搁置在涂层16的第一台阶部27上,并且其端部与涂层16的台阶部27的竖直部分31接触。
53.表壳15的后盖24被压入涂层16中,涂层16包括形成小台阶部32的材料去除部,以确保后盖24的保持和防水性。
54.部件10在内表面上包括凸台33,以防止涂层平移或转动移动。凸台33设置在部件10的中间高度处。
55.轴杆23经由孔口穿过中间部件到达设置在部件10外部的表冠22。
56.在第一实施例的变型中,后盖覆盖涂层以在中间部件的下表面上隐藏涂层。
57.该方法的第二实施例包括用与涂层43相同的聚合物材料形成表壳45的后盖41。涂层43和后盖41制成一体件,并在同一沉积步骤中形成。因此,如图5和6所示,当该方法完成时,获得的部件40包括后盖41。后盖41是不可移除的,并且优选地包括用于电池44的容纳部42。除了后盖41,其他特征与第一实施例的中间部件相同。
58.使用上述方法可以制造其他部件。因此,例如,可以制造钟表的表圈、后盖、宝石或推动件,以及珠宝戒指或链/手镯,或者手机外壳。所有这些部件包括在至少一个面上设有聚合物材料涂层的硬质材料主体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。