1.本实用新型申请涉及汽车技术领域,具体而言,涉及一种新型注塑密封结构的汽车尿素管路。
背景技术:
2.本实用新型申请对于背景技术的描述属于与本实用新型申请相关的相关技术,仅仅是用于说明和便于理解本技术的申请内容,不应理解为申请人明确认为或推定申请人认为是本技术在首次提出申请的申请日的现有技术。
3.随着国家对环保的日趋重视,对于车辆的排放法规日趋严格,为了降低柴油车的氮氧化物的排放,车企普遍采用scr(选择性催化还原技术)系统,通过尿素溶液对于尾气进行催化还原,使氮氧化物转化为氮气排至空气中,降低对环境的污染。尿素的冰点在
‑
11
°
,低于此温度尿素会结冰,故所有的scr系统都有加热功能,普遍采用的加热方式为电加热和水加热,因电加热系统布置简单,加热效率较高,所以对尿素的加热方式一般采用电加热的方式,电加热通过电流对管路总成进行加热,为了避免液体对金属线的短路,尿素管路总成的连接处需要进行密封防水处理。
技术实现要素:
4.本技术提供了一种注塑密封结构的汽车尿素管路,包括:尿素接头,所述尿素接头具有多个连接部;多个管路,多个所述管路分别与多个所述连接部连接,多个所述管路包括线束管路、尿素管路以连接管路;以及多个密封部,所述密封部包裹所述管路与所述连接部的连接处,并分别与所述管路和所述连接部为低压注塑一体式结构。
5.在其中一些实施例中,所述管路上设置有第一连接凸起,所述连接部上设置有第二连接凸起,所述密封部包裹所述第一连接凸起及所述第二连接凸起。
6.在其中一些实施例中,所述管路上设置有第一连接凹槽,所述连接部上设置有第二连接凹槽,所述密封部包裹所述第一连接凹槽及所述第二连接凹槽。
7.在其中一些实施例中,所述管路的外表面及所述连接部的外表面上均设置有粗糙层,所述密封部包裹所述粗糙层。
8.在其中一些实施例中,所述连接部与所述管路的之间设置连接槽,部分所述密封部为位于所述连接槽。
9.在其中一些实施例中,所述连接部与所述管路的之间设置多个所述连接槽,多个所述连接槽沿所述管路的周向设置。
10.在其中一些实施例中,所述连接槽为环形槽,所述环形槽沿所述管路的周向设置
11.在其中一些实施例中,所述密封部为热熔胶体。
12.本实用新型申请的上述技术方案具有如下优点:采用低压注塑工艺在尿素接头与管路的连接处形成密封部,注塑成型的密封部与尿素接头和管路之间的连接更紧密,将尿素接头与管路之间的密封等级提升至ip67,有效地避免了尿素接头与管路之间漏水,从而
防止了水造成的电路短路,大大提升汽车尿素管路的安全性。另外,低压注塑成型的方式注胶量方便控制,便于标准化批量生产,大大提升加工的效率,从而产品降低成本,提高了产品的市场竞争力。
13.本技术的附加方面和优点将在下面的描述部分中变得明显,或通过本技术的实践了解到。
附图说明
14.本技术的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
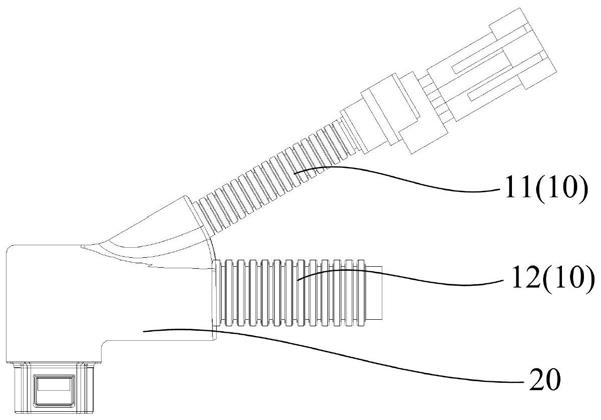
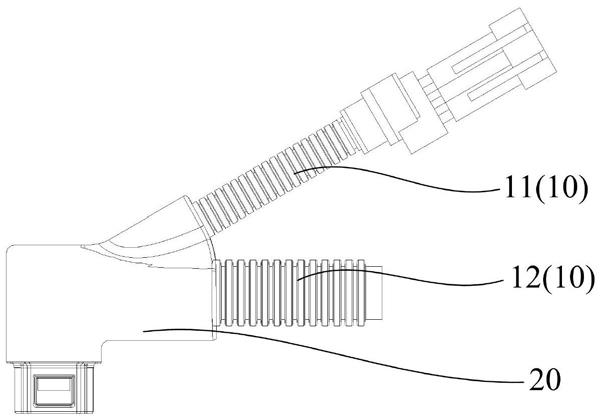
15.图1是本技术注塑密封结构的汽车尿素管路的结构示意图;
16.图2是本技术所述注塑密封结构的汽车尿素管路第一种实施例的密封部的剖视图;
17.图3是本技术所述注塑密封结构的汽车尿素管路第二种实施例的密封部的剖视图;
18.图4是本技术所述注塑密封结构的汽车尿素管路第三种实施例的密封部的剖视图;
19.图5是本技术所述注塑密封结构的汽车尿素管路第四种实施例的密封部的剖视图。
20.其中,图1至图5中附图标记与部件名称之间的对应关系为:
21.管路10,线束管路11,尿素管路12,尿素接头20,连接部21,密封部30,第一连接凸起41,第二连接凸起42,第一连接凹槽51,第二连接凹槽52,连接槽60。
具体实施方式
22.为了能够更清楚地理解本技术的上述目的、特征和优点,下面结合附图和具体实施方式对本技术进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
23.在下面的描述中阐述了很多具体细节以便于充分理解本技术,但是,本技术还可以采用其他不同于在此描述的其他方式来实施,因此,本技术的保护范围并不受下面公开的具体实施例的限制。
24.下述讨论提供了本技术的多个实施例。虽然每个实施例代表了申请的单一组合,但是本技术不同实施例可以替换,或者合并组合,因此本技术也可认为包含所记载的相同和/或不同实施例的所有可能组合。因而,如果一个实施例包含a、b、c,另一个实施例包含b和d的组合,那么本技术也应视为包括含有a、b、c、d的一个或多个所有其他可能的组合的实施例,尽管该实施例可能并未在以下内容中有明确的文字记载。
25.图1示出了本技术新型注塑密封结构的汽车尿素管路的结构示意图。
26.图2示出了本技术所述新型注塑密封结构的汽车尿素管路第一种实施例的密封部剖视图。如图1和图2所示,本技术提供的新型注塑密封结构的汽车尿素管路包括:尿素接头20、与该尿素接头20连接的多个管路10以及该尿素接头20与相连的多个管路10连接处的多个密封部30。多个管路10包括线束管路11、尿素管路12以连接管路。
27.如图2所示,尿素接头20具有多个连接部21,尿素接头20通过该多个连接部21与多个管路10相连。即,多个管路10分别与多个连接部21连接。密封部30包裹管路10与连接部21的连接处,通过对管路10和连接部21低压注塑形成一体式结构。
28.如图2所示,本技术提供的新型注塑密封结构的汽车尿素管路,采用低压注塑工艺在尿素接头20与管路10的连接处形成密封部30,以便注塑成型的密封部30与尿素接头20和管路10之间的连接更紧密。一方面提升整车的防水等级,将尿素接头20与管路10之间的密封等级提升至ip67,有效地避免了尿素接头20与管路10之间漏水,从而防止了水造成的电路短路,大大提升汽车尿素管路的安全性。另外,低压注塑成型的方式注胶量方便控制,便于标准化批量生产,大大提升加工的效率,从而产品降低成本,提高了产品的市场竞争力。
29.在本技术的一个实施例中,管路10的外表面及连接部21的外表面上均设置有粗糙层,密封部包裹粗糙层。
30.粗糙层的设置增加了密封部与管路之间的连接面积,保证了密封部与管路之间的连接强度,从而提高了密封部与管路之间的密封性。同理,粗糙层的设置增加了密封部与连接部之间的连接面积,保证了密封部与连接部之间的连接强度,从而提高了密封部与连接部之间的密封性。
31.在本技术的一个实施例中,密封部为热熔胶体,便于在连接处一体成型。
32.图3是本技术所述新型注塑密封结构的汽车尿素管路第二种实施例的密封部剖视图。如图3所示,在本技术的一个实施例中,管路10上设置有第一连接凸起41,连接部21上设置有第二连接凸起42,密封部30包裹第一连接凸起41及第二连接凸起42。
33.如第一实施例,密封部30同样采用低压注塑工艺在尿素接头20与管路10的连接处形成,如此,第一连接凸起41的设置进一步增加了密封部30与管路10之间的连接面积,保证了密封部30与管路10之间的连接强度,从而提高了密封部30与管路10之间的密封性。同理,第二连接凸起42的设置进一步增加了密封部30与连接部21之间的连接面积,保证了密封部30与连接部21之间的连接强度,从而提高了密封部30与连接部21之间的密封性。以上第一连接凸起41和第二连接凸起42可以式楔形结构分别嵌入管路10和连接部21中。因此,与第一实施例相比,注塑成型的密封部30与尿素接头20和管路10之间的连接紧密性更好。
34.如图4所示,在本技术的密封部的第三实施例中,管路10上设置有第一连接凹槽51,连接部21上设置有第二连接凹槽52,如第二实施例,密封部30同样采用低压注塑工艺在尿素接头20与管路10的连接处形成,在注塑过程中,液态的胶液会流入第一连接凹槽51及第二连接凹槽52内,并充满第一连接凹槽51及第二连接凹槽52,因此,密封部30形成时会包裹和部分嵌入第一连接凹槽51及第二连接凹槽52。
35.第一连接凹槽51的设置增加了密封部30与管路10之间的连接面积,保证了密封部30与管路10之间的连接强度,从而提高了密封部30与管路10之间的密封性。同理,第二连接凹槽52的设置增加了密封部30与连接部21之间的连接面积,保证了密封部30与连接部21之间的连接强度,从而提高了密封部30与连接部21之间的密封性。以上第一连接凹槽51及第二连接凹槽52被低压注塑工艺形成的密封部30以楔形结构分别嵌入管路10和连接部21中。因此,与第一实施例相比,注塑成型的密封部30与尿素接头20和管路10之间的连接紧密性更好。
36.如图5所示,在本技术的新型注塑密封结构的汽车尿素管路第四种实施例中,与之
前实施例不同的是,密封部30为在连接部21与管路10的之间设置连接槽60,密封部30形成时会包裹和部分嵌入连接槽60。
37.在注塑过程中,液态的胶液会流入连接槽60内,并充满连接槽60,冷却后固态的密封部30充分密封了管路10与连接部21之间的缝隙,从而将连接部21与管路10之间的密封等级提升至ip67,有效地避免了尿素接头20与管路10之间漏水,从而防止了水造成的电路短路,大大提升尿素管路总成的安全性。
38.本实施例中,连接部21与管路10的之间可设置多个连接槽60,多个连接槽60沿管路的周向设置。
39.本实施例中,多个的连接槽60的设置增加了密封部与管路和连接部之间的连接面积,保证了密封部30与连接部21之间的连接强度,从而提高了密封部30与连接部21之间的密封性。
40.本实施例中,连接槽60为环形槽,环形槽沿管路的周向设置。环形槽的设置增加了密封部30与管路10和连接部21的连接面积,保证了密封部与连接部之间的连接强度,从而提高了密封部与连接部之间的密封性。
41.如上所述,本实用新型在尿素接头20与相连的多个管路10连接的多个连接部21之间,采用热熔胶材料进行低压注塑的工艺,形成密封部,30。低压注塑注胶量方便控制,因而便于标准化批量生产。本实用新型摒弃了密封壳体零件和密封胶的方式,利用热熔胶材料低压注塑后定型,因而不再单独使用壳体进行保护,节省了组装零部件,降低了成本,大大提高了加工效率,更加便于规模生产,尤其是大大提升密封性能,并使得加工后产品外观整齐美观。
42.本技术中,术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
43.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
44.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。