1.本实用新型涉及胶辊包胶设备技术领域,尤其涉及一种胶辊包胶装置。
背景技术:
2.在冶金、电力、矿山、印刷、纺织、印染、化工行业,包胶辊作为张力辊、转向辊、挤干辊、支撑辊、输送辊被广泛应用,包胶辊也称为橡胶包覆辊轴,用金属材料制作圆柱形的回转体铁芯,然后在圆柱形回转体铁芯的表面包覆胶条。
3.现有的胶辊包胶装置在使用时,需要工作人员参与的环节较多,自动化程度差,加工过程易出现故障和失误,例如在对回转体铁芯表面进行涂胶作业时,通常都是工作人员人工对其表面进行涂覆,进而使得不仅对工作人员劳动强度大,涂胶慢,涂胶效率低,对生产加工产生极大的影响,而且对回转体铁芯表面易出现涂胶不均匀,涂胶质量差,此外,虽然目前市场上也有自动涂胶机构,但在其内部的胶水出现余量不足需要补充更换时,通常都是采用在胶水瓶内胶水完全使用完后,人工将胶水瓶整个取下,再人工更换新的胶水瓶,但此胶水的补充更换方式不仅更换成本高,容易造成资源上浪费,而且人工更换对工作人员劳动强度大,且易影响对胶辊包胶的正常生产。
技术实现要素:
4.基于现有的胶辊包胶装置在使用时,不仅对工作人员劳动强度大,涂胶慢,涂胶效率低,对生产加工产生极大的影响,而且对回转体铁芯表面易出现涂胶不均匀,涂胶质量差,此外,现有胶水的补充更换方式不仅更换成本高,容易造成资源上浪费,而且人工更换对工作人员劳动强度大,且易影响对胶辊包胶的正常生产的技术问题,本实用新型提出了一种胶辊包胶装置。
5.本实用新型提出的一种胶辊包胶装置,包括呈长方形状的涂胶箱,所述涂胶箱的内部设置有呈倒梯形形状的液体容腔,所述涂胶箱的左侧表面设置有供胶机构,且供胶机构包括有第一安装槽,所述第一安装槽开设在涂胶箱的左侧表面。
6.优选地,所述涂胶箱的材质为pvc材料制成,所述第一安装槽的右侧内壁固定连接有压力弹簧,所述压力弹簧的一端自由端固定连接有安装板,所述安装板的外表面与第一安装槽的内壁滑动套接;
7.通过上述技术方案,因涂胶箱由pvc材质制成,涂胶箱呈透明状,从而便于工作人员通过涂胶箱观察到液体容腔内胶水余量。
8.优选地,所述安装板的左侧表面中心处固定连接有压球,所述第一安装槽的内壁固定连接有环形卡块,所述环形卡块的内壁固定套接有弹性套,所述弹性套的材质为聚氨酯弹性体材料制成,所述弹性套的左侧内底壁开设有第二安装槽,所述压球的外表面与弹性套的内壁滑动套接;
9.通过上述技术方案,第一安装槽对环形卡块的安装位置进行固定的效果。
10.优选地,所述第二安装槽的内底壁固定连接有呈矩形阵列分布的微型弹簧,四个
所述微型弹簧的一端自由端均固定连接有密封块,所述密封块的材质为丁腈橡胶材料制成,所述密封块的右侧上表面设置有倒圆角;
11.通过上述技术方案,微型弹簧与密封块配合使用,从而便于通过微型弹簧带动密封块在第二安装槽的内壁沿竖直方向进行弹性升降滑动。
12.优选地,所述密封块的外表面与第二安装槽的内壁滑动套接,所述第二安装槽的内底壁开设有第三安装槽,所述第三安装槽的一侧内壁贯通环形卡块后延伸至液体容腔的左侧内壁;
13.通过上述技术方案,第二安装槽对第三安装槽的开设位置进行定位的效果。
14.优选地,所述第三安装槽的内壁固定套接有输胶管,所述密封块的下表面与输胶管的外表面接触,所述涂胶箱的左侧表面固定安装有安装箱,所述安装箱的左侧内壁固定安装有第一气缸,所述第一气缸的活塞杆一端表面与压球的外表面接触,所述压球的外表面与密封块的上表面滑动套接,所述液体容腔的内部设置有胶水;
15.通过上述技术方案,安装箱对第一气缸起到支撑和固定的效果。
16.优选地,所述输胶管的一端内壁贯通安装箱后延伸至安装箱的左侧表面,所述输胶管的一端内壁螺纹连接有第一胶水电磁阀,所述第一胶水电磁阀的左侧内壁螺纹连接有供料管,所述涂胶箱的上表面中心处固定安装有第二气缸,所述第二气缸的活塞杆一端下表面贯通并延伸至液体容腔的内部,所述第二气缸的活塞杆一端下表面固定连接有挤压板,所述挤压板的外表面与液体容腔的内壁滑动套接,所述涂胶箱的内底壁固定连通有呈矩形阵列分布的第一排液管,多个所述第一排液管的一端外表面均螺纹连接有第二胶水电磁阀,所述第一胶水电磁阀和第二胶水电磁阀的型号均为zcg2/31b
‑
5,所述第二胶水电磁阀的内壁均螺纹连接有第二排液管,多个所述第二排液管的一端内壁固定连通有涂胶块,多个所述涂胶块的材质均为pe材料制成;
17.通过上述技术方案,设置涂胶块便于通过其内部的多个开口端将胶水均匀涂覆在回转体铁芯表面。
18.本实用新型中的有益效果为:
19.通过设置涂胶箱的左侧表面设置有供胶机构,且供胶机构包括有第一安装槽,第一安装槽开设在涂胶箱的左侧表面,达到了通过本机构实现自动将胶水均匀涂覆在回转体铁芯表面,具有涂胶快、涂胶效率高、涂胶质量好的特点,大大降低了工作人员劳动强度,此外,在对液体容腔内补充胶水时,采用真空式密封供胶的方式,具有对液体容腔内胶水供胶效率快、更换成本低,从而保证了胶辊包胶正常生产的效果,解决了现有的胶辊包胶装置在涂胶作业时,不仅对工作人员劳动强度大,涂胶慢,涂胶效率低,对生产加工产生极大的影响,而且对回转体铁芯表面易出现涂胶不均匀,涂胶质量差,此外,现有胶水的补充更换方式不仅更换成本高,容易造成资源上浪费,而且人工更换对工作人员劳动强度大,且易影响对胶辊包胶的正常生产的问题。
附图说明
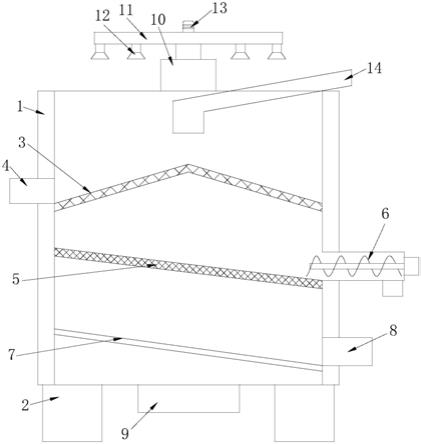
20.图1为本实用新型提出的一种胶辊包胶装置的示意图;
21.图2为本实用新型提出的一种胶辊包胶装置的涂胶箱结构爆炸图;
22.图3为本实用新型提出的一种胶辊包胶装置的图2中b处结构放大图;
23.图4为本实用新型提出的一种胶辊包胶装置的涂胶块结构爆炸图;
24.图5为本实用新型提出的一种胶辊包胶装置的弹性套结构爆炸图;
25.图6为本实用新型提出的一种胶辊包胶装置的图5中a处结构放大图。
26.图中:1、涂胶箱;2、液体容腔;3、第一安装槽;31、压力弹簧;32、安装板;33、压球;34、环形卡块;35、弹性套;36、第二安装槽;37、微型弹簧;38、密封块;39、第三安装槽;310、输胶管;311、第一气缸;312、第一胶水电磁阀;313、供料管;314、第二气缸;315、挤压板;316、第一排液管;317、第二胶水电磁阀;318、第二排液管;319、涂胶块。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
28.参照图1
‑
6,一种胶辊包胶装置,包括呈长方形状的涂胶箱1,涂胶箱1的内部设置有呈倒梯形形状的液体容腔2,涂胶箱1的左侧表面设置有供胶机构,且供胶机构包括有第一安装槽3,第一安装槽3开设在涂胶箱1的左侧表面。
29.进一步地,涂胶箱1的材质为pvc材料制成,第一安装槽3的右侧内壁固定连接有压力弹簧31,压力弹簧31的一端自由端固定连接有安装板32,安装板32的外表面与第一安装槽3的内壁滑动套接;
30.进一步地,因涂胶箱1由pvc材质制成,涂胶箱1呈透明状,从而便于工作人员通过涂胶箱1观察到液体容腔2内胶水余量。
31.进一步地,安装板32的左侧表面中心处固定连接有压球33,第一安装槽3的内壁固定连接有环形卡块34,环形卡块34的内壁固定套接有弹性套35,弹性套35的材质为聚氨酯弹性体材料制成,弹性套35的左侧内底壁开设有第二安装槽36,压球33的外表面与弹性套35的内壁滑动套接;
32.进一步地,第一安装槽3对环形卡块34的安装位置进行固定的效果。
33.进一步地,第二安装槽36的内底壁固定连接有呈矩形阵列分布的微型弹簧37,四个微型弹簧37的一端自由端均固定连接有密封块38,密封块38的材质为丁腈橡胶材料制成,密封块38的右侧上表面设置有倒圆角;
34.进一步地,微型弹簧37与密封块38配合使用,从而便于通过微型弹簧37带动密封块38在第二安装槽36的内壁沿竖直方向进行弹性升降滑动。
35.进一步地,密封块38的外表面与第二安装槽36的内壁滑动套接,第二安装槽36的内底壁开设有第三安装槽39,第三安装槽39的一侧内壁贯通环形卡块34后延伸至液体容腔2的左侧内壁;
36.进一步地,第二安装槽36对第三安装槽39的开设位置进行定位的效果。
37.进一步地,第三安装槽39的内壁固定套接有输胶管310,密封块38的下表面与输胶管310的外表面接触,涂胶箱1的左侧表面固定安装有安装箱,安装箱的左侧内壁固定安装有第一气缸311,第一气缸311的活塞杆一端表面与压球33的外表面接触,压球33的外表面与密封块38的上表面滑动套接,液体容腔2的内部设置有胶水;
38.进一步地,安装箱对第一气缸311起到支撑和固定的效果。
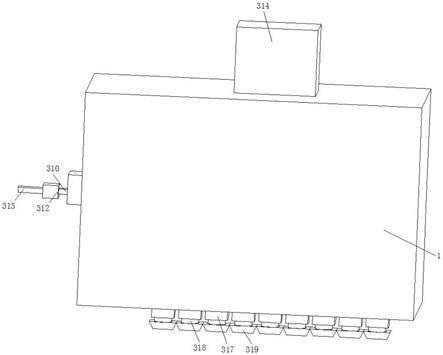
39.进一步地,输胶管310的一端内壁贯通安装箱后延伸至安装箱的左侧表面,输胶管310的一端内壁螺纹连接有第一胶水电磁阀312,第一胶水电磁阀312的左侧内壁螺纹连接有供料管313,涂胶箱1的上表面中心处固定安装有第二气缸314,第二气缸314的活塞杆一端下表面贯通并延伸至液体容腔2的内部,第二气缸314的活塞杆一端下表面固定连接有挤压板315,挤压板315的外表面与液体容腔2的内壁滑动套接,涂胶箱1的内底壁固定连通有呈矩形阵列分布的第一排液管316,多个第一排液管316的一端外表面均螺纹连接有第二胶水电磁阀317,第一胶水电磁阀312和第二胶水电磁阀317的型号均为zcg2/31b
‑
5,第二胶水电磁阀317的内壁均螺纹连接有第二排液管318,多个第二排液管318的一端内壁固定连通有涂胶块319,多个涂胶块319的材质均为pe材料制成;
40.进一步地,设置涂胶块319便于通过其内部的多个开口端将胶水均匀涂覆在回转体铁芯表面。
41.通过设置涂胶箱1的左侧表面设置有供胶机构,且供胶机构包括有第一安装槽3,第一安装槽3开设在涂胶箱1的左侧表面,达到了通过本机构实现自动将胶水均匀涂覆在回转体铁芯表面,具有涂胶快、涂胶效率高、涂胶质量好的特点,大大降低了工作人员劳动强度,此外,在对液体容腔2内补充胶水时,采用真空式密封供胶的方式,具有对液体容腔2内胶水供胶效率快、更换成本低,从而保证了胶辊包胶正常生产的效果,解决了现有的胶辊包胶装置在涂胶作业时,不仅对工作人员劳动强度大,涂胶慢,涂胶效率低,对生产加工产生极大的影响,而且对回转体铁芯表面易出现涂胶不均匀,涂胶质量差,此外,现有胶水的补充更换方式不仅更换成本高,容易造成资源上浪费,而且人工更换对工作人员劳动强度大,且易影响对胶辊包胶的正常生产的问题。
42.工作原理:步骤一,使用时,通过plc程序控制第二气缸314启动,第二气缸314的活塞杆带动挤压板315在液体容腔2内由上向下滑动,挤压板315不与液体容腔2内胶水接触,液体容腔2下端的压力逐渐增大,从而使液体容腔2内胶水流入第一排液管316内,通过plc程序控制第二胶水电磁阀317启动,第一排液管316与第二排液管318之间处于导通状态,第一排液管316内胶水流入第二排液管318内,再流入涂胶块319内,进而通过多个涂胶块319使胶水均匀涂覆在回转体铁芯表面,通过外部的传送带机构将胶条通过胶水包覆在回转体铁芯表面;
43.步骤二,密封供胶,因涂胶箱1由pvc材质制成,涂胶箱1呈透明状,工作人员通过涂胶箱1观察到液体容腔2内胶水出现余量不足时,通过plc程序控制第一气缸311启动,第一气缸311的活塞杆做伸出运动,第一气缸311的活塞杆与压球33接触,推动压球33在弹性套35的内壁由左向右滑动,压球33解除对密封块38的挤压,微型弹簧37失去来自压球33的挤压力后,带动密封块38在第二安装槽36的内壁向上弹起,此时,密封块38解除对输胶管310的压紧接触状态,通过plc程序控制第一胶水电磁阀312启动,供料管313与输胶管310之间处于导通状态,新的胶水通过供料管313流入输胶管310内,流入液体容腔2内。
44.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。