1.本实用新型属于复合材料切削加工技术领域,具体涉及一种复合型碳纤维板材专用铣刀。
背景技术:
2.复合型碳纤维板材在航空航天领域应用广泛,使用常规的金属切削铣刀加工此类碳纤维板材存在一些问题,例如使用右旋立铣刀加工,在铣削过程中,右旋向的切削刃使得工件上、下表面的纤维层均受到斜向上切削力的作用,加工时工件的上表面易出现毛刺、撕裂,剥离;使用左旋立铣刀加工时加工缺陷易出现于下表面,产生问题同右旋铣刀基本一致。目前也出现了针对碳纤维板材的专用铣刀,一种是采用前端左旋刃后端右旋刃设计,加工局限性高,无法进行伸入式加工,切深较大时需要多次分刀,要始终保持左右相接刃的有效范围参与加工,加工效率低下,刀具整体利用率低,另一种专用铣刀采用菱错齿铣刀设计,其生产工艺十分复杂,生产端编程繁琐,加工成本远高于一般铣刀成本。
技术实现要素:
3.针对现有技术中加工复合型碳纤维板材的种种难点,本实用新型提供一种复合型碳纤维板材加工的专用铣刀,其兼具了市面上主流复合材料的各类铣刀加工特点,具有易生产、成本低、加工效率高等优点。
4.本实用新型的技术方案如下:复合型碳纤维板材专用铣刀,包括一体成型的刀柄和刀体,所述刀体端部设有底刃,绕着刀体外周设有外周刃部,所述底刃的芯部向内凹陷,凹陷的斜面与刀体径向之间的倾斜角度不超过3
°
;所述底刃上绕中心设有四个旋转对称的切刃,每个切刃由底刃上的后刀面一和后刀面二的边缘所形成,后刀面一和后刀面二为两个倾斜角度不同的倾斜面;所述切刃沿着刀体向刀柄方向延伸形成螺旋形外周刃,每两条外周刃之间设有排屑槽。
5.进一步的,所述后刀面一与刀体径向之间的角度为10
°
,后刀面二与刀体径向之间的角度为22
°
。折线型的切刃在切削时切削力渐次递增,能够起到缓冲效果,防止切削力过大而产生尖部损坏。
6.进一步的,相邻两个外周刃分别为左螺旋形外周刃和右螺旋形外周刃。
7.进一步的,所述左螺旋形外周刃的螺旋角为8
°
,右螺旋形外周刃的螺旋角为10
°
。相邻外周刃采用左螺旋刃、右螺旋刃的弱螺旋设计,只需要按照标准铣刀程序调整槽的分度和螺旋角度即可用一片砂轮完成开槽,大大节约了生产时间和成本。
8.进一步的,排屑槽从底刃处沿刀体向刀柄方向延伸,其宽度逐渐增大,刀体端面上相邻两个排屑槽与刀体中心点之间形成的夹角分别77
°
和103
°
。排屑槽采用不等分设计,能够破坏谐波共振,在加工中极大的抑制了振动的产生,降低了刀具本身铣削过程中的磨损,提高刀具寿命40%以上,并可获取高质量的表面光洁度。
9.进一步的,所述凹陷的斜面与刀体径向之间的倾斜角度为2.5
°
。底刃的芯部向内
凹陷,能够保证在铣削进行时,切刃部分首先接触到工作面进行切割,刀体的端面处不触碰工作面,不会破坏工作面层上的碳纤维结构,铣削精度更高。
10.进一步的,所述刀体的芯部直径为刀体直径的0.7倍。0.7倍刃径的大芯厚设计能够保证刀具的高刚性,延长铣刀的使用寿命,使加工更加稳定。
11.与现有技术相比,本实用新型的有益效果是:本实用新型铣刀用于复合型碳纤维板的加工,为了避免切削过程中工件上、下表面的纤维层均收到斜向上或者斜向下切削力的作用力,设置相邻的方向相反的螺旋刃能够提供反向的作用力,抑制中和前一个刃的作用力,稳定切割,解决了纤维层受力破坏的问题;流畅的排屑槽形状使本铣刀开槽加工方便,相较于繁琐的菱错齿铣刀,本铣刀的加工工艺简单,大大节省了生产成本。
附图说明
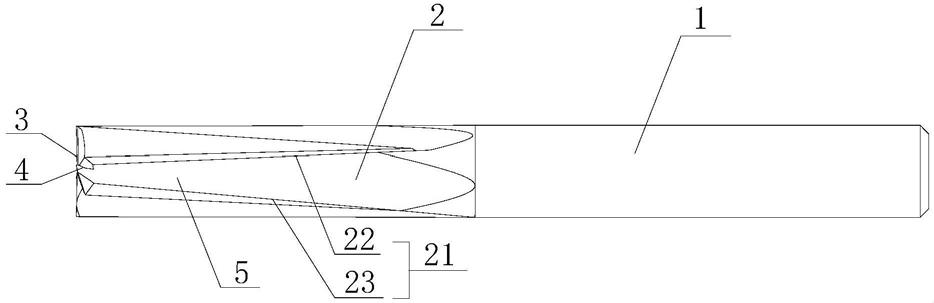
12.图1 为本实用新型复合型碳纤维板材专用铣刀的轴向结构图;
13.图2为本实用新型复合型碳纤维板材专用铣刀的底刃结构图;
14.图3为本实用新型中后刀面一和后刀面二处的横截面示意图;
15.图中标记为:刀柄1、刀体2、外周刃21、左螺旋外周刃22、右螺旋外周刃23、底刃3、切刃4、后刀面一41、后刀面二42、排屑槽5。
具体实施方式
16.下面结合附图和实施例对本实用新型做进一步的描述。
17.如图1
‑
3所示为本实用新型复合型碳纤维板材专用铣刀,包括刀柄1和刀体2,刀柄1和刀体2一体成型,具有同一旋转中心轴,所述刀体2端部设有底刃3,绕着刀体2外周设有外周刃部。
18.所述底刃3的芯部向内凹陷,凹陷的斜面与刀体径向之间的倾斜角度不超过3
°
,优选的,凹陷的斜面与刀体径向之间的倾斜角度为2.5
°
;底刃3的芯部向内凹陷,能够保证在铣削进行时,切刃4部分首先接触到工作面进行切割,刀体2的端面处不触碰工作面,不会破坏工作面层上的碳纤维结构,铣削精度更高。
19.所述底刃3上绕中心设有四个旋转对称的切刃4,每个切刃4由底刃3上的后刀面一41和后刀面二42的边缘所形成,后刀面一41和后刀面二42为两个倾斜角度不同的倾斜面;其中后刀面一41与刀体径向之间的角度为10
°
,后刀面二42与刀体径向之间的角度为22
°
;折线型的切刃4在切削时切削力渐次递增,能够起到缓冲效果,防止切削力过大而产生尖部损坏。
20.所述切刃4沿着刀体2向刀柄1方向延伸形成螺旋形外周刃21,相邻两个外周刃21分别为左螺旋形外周刃22和右螺旋形外周刃23,所述左螺旋形外周刃22的螺旋角为8
°
,右螺旋形外周刃23的螺旋角为10
°
。
21.相邻两条外周刃21之间设有排屑槽5,排屑槽5从底刃3处沿刀体2向刀柄1方向延伸,其宽度逐渐增大,刀体端面上相邻两个排屑槽5与刀体中心点之间形成的夹角分别77
°
和103
°
。采用不等分设计得排屑槽5能够破坏谐波共振,在加工中极大的抑制了振动的产生,降低了刀具本身铣削过程中的磨损。
22.为了提高本铣刀的强度,所述刀体2的芯部直径为刀体直径的0.7倍。0.7倍刃径的
大芯厚设计能够保证刀具的高刚性,延长铣刀的使用寿命。
23.以上所述,仅为本实用新型较佳的几个实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化和替换,都应涵盖在本实用新型的保护范围内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
技术特征:
1.复合型碳纤维板材专用铣刀,其特征在于:包括一体成型的刀柄和刀体,所述刀体端部设有底刃,绕着刀体外周设有外周刃部,所述底刃的芯部向内凹陷,凹陷的斜面与刀体径向之间的倾斜角度不超过3
°
;所述底刃上绕中心设有四个旋转对称的切刃,每个切刃由底刃上的后刀面一和后刀面二的边缘所形成,后刀面一和后刀面二为两个倾斜角度不同的倾斜面;所述切刃沿着刀体向刀柄方向延伸形成螺旋形外周刃,每两条外周刃之间设有排屑槽。2.根据权利要求1所述的复合型碳纤维板材专用铣刀,其特征在于:所述后刀面一与刀体径向之间的角度为10
°
,后刀面二与刀体径向之间的角度为22
°
。3.根据权利要求1所述的复合型碳纤维板材专用铣刀,其特征在于:相邻两个外周刃分别为左螺旋形外周刃和右螺旋形外周刃。4.根据权利要求3所述的复合型碳纤维板材专用铣刀,其特征在于:所述左螺旋形外周刃的螺旋角为8
°
,右螺旋形外周刃的螺旋角为10
°
。5.根据权利要求3所述的复合型碳纤维板材专用铣刀,其特征在于:排屑槽从底刃处沿刀体向刀柄方向延伸,其宽度逐渐增大,刀体端面上相邻两个排屑槽与刀体中心点之间形成的夹角分别77
°
和103
°
。6.根据权利要求1所述的复合型碳纤维板材专用铣刀,其特征在于:所述凹陷的斜面与刀体径向之间的倾斜角度为2.5
°
。7.根据权利要求1所述的复合型碳纤维板材专用铣刀,其特征在于:所述刀体的芯部直径为刀体直径的0.7倍。
技术总结
本实用新型公开了一种复合型碳纤维板材专用铣刀,包括一体成型的刀柄和刀体,所述刀体端部设有底刃,绕着刀体外周设有外周刃部,所述底刃的芯部向内凹陷,凹陷的斜面与刀体径向之间的倾斜角度不超过3
技术研发人员:马锡庆 邱威宇
受保护的技术使用者:元韬(常州)精密切削技术有限公司
技术研发日:2021.05.19
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。