1.本技术涉及补偿器制造设备的领域,尤其是涉及一种波纹管成型装置。
背景技术:
2.补偿器主要用于补偿管道受温度变化而产生的热胀冷缩。如果温度变化时管道不能完全自由地膨胀或收缩,管道中将产生热应力,补偿器能够通过自身的波纹管结构将热应力进行缩减,从而提高管道的寿命。
3.相关技术中,波纹管制作时通常采用液压胀形的方法,液压胀形为先将管坯放置模具内,向管坯内注入高压的流体,管坯内形成正压环境,将管坯进行轴向的加压,管坯未与模具贴合的一侧朝向外壁发生形变,管坯完全变形后形成波纹管,操作人员手动拆卸模具,将波纹管从模具之中取出。
4.针对上述中的相关技术,发明人认为操作人员需要手动拆卸模具,拆卸波纹管的效率较低。
技术实现要素:
5.为了提高拆卸波纹管的效率,本技术提供一种波纹管成型装置。
6.本技术提供的一种波纹管成型装置采用如下的技术方案:
7.一种波纹管成型装置,包括机架,还包括压模机构,所述压模机构包括上模、下模、驱动件和用于对管坯进行轴向加压的加压组件,所述下模和机架固定连接,所述上模能够与下模贴合,所述下模靠近上模的一侧设置有下成型孔,所述下模一侧连通有加压管,所述加压管和下成型孔连通,所述上模朝向下模一侧开设有上成型孔,所述上模一侧连通有泄压管,所述泄压管和上成型孔连通;所述驱动件的输出轴和上模固定连接,所述驱动件的壳体和机架固定连接,所述加压组件的输出轴能够朝向上模或者下模的一侧滑动。
8.通过采用上述技术方案,将管坯放置在下模的下成型孔内,驱动件的输出轴带动上模向下模运动,上模和下模贴合,加压组件将管坯抵紧,液体通过加压管进入管坯内,管坯内部形成正压环境,加压组件推动管坯,管坯朝向外侧形变,管坯变成波纹管,波纹管中的液体通过泄压管离开波纹管内部,驱动件的输出轴带动上模远离下模,波纹管与上模、下模分离,方便将波纹管进行拆卸,提高拆卸波纹管的效率。
9.可选的,所述加压组件包括压块和液压缸,所述压块与机架滑动连接,所述液压缸的壳体和机架固定连接,所述液压缸的输出轴和压块固定连接。
10.通过采用上述技术方案,液压缸的活塞杆推动压块向上模一侧滑动,压块和管坯形成密闭环境,压块对管坯进行轴向的压紧,管坯受到压块的作用发生形变形成波纹,提高波纹管制造的便利性。
11.可选的,所述压块朝向上模及下模的一侧设置有密封件,所述密封件和压块可拆卸连接。
12.通过采用上述技术方案,密封件能够提高压块对管坯进行密封的效果,当密封件
发生磨损时,方便对磨损的密封件进行拆卸,提高将管坯压制成波纹管的便利性。
13.可选的,所述上模朝向下模的一侧设置有定位槽,所述下模朝向上模一侧设置有定位条,所述定位条和下模固定连接,所述上模和下模贴合时,所述定位条和定位槽贴合。
14.通过采用上述技术方案,上模与下模贴合后,定位条和定位槽贴合,方便上模和下模将管坯进行固定,减少管坯发生滑动的可能性,提高将管坯压制成波纹管的便利性,提高波纹管制造的可靠性。
15.可选的,所述上模远离加压组件的一侧设置有支撑块,所述支撑块和上模固定连接,所述支撑块和机架滑动连接,所述机架靠近支撑块的一侧设置有滑槽,所述支撑块与滑槽贴合。
16.通过采用上述技术方案,上模沿滑槽向下模进行滑动,上模与下模贴合后,加压组件向管坯施压时,上模承受的载荷通过支撑块向机架进行传递,减少驱动件的输出轴发生弯折的可能性,提高驱动件推动上模进行运动的稳定性。
17.可选的,所述压模机构还包括向上成型孔和下成型孔注入液体的注液组件,所述注液组件包括储液箱和压力泵,所述储液箱和机架固定连接,所述压力泵的壳体与机架固定连接,所述压力泵的出液口和加压管连通,所述压力泵的进液口和储液箱连通。
18.通过采用上述技术方案,通过储液箱和压力泵,方便将储液箱内存储的液体注入管坯内部,液体注入管坯内部后形成正压环境,提高波纹管成型的稳定性,方便对波纹管进行制造。
19.可选的,所述泄压管和储液箱连通,所述泄压管上设置有泄压阀,所述泄压管和上模之间设置用于过滤金属碎屑的过滤部件。
20.通过采用上述技术方案,加压组件对管坯进行成型时,管坯表面部分金属发生碎裂,拆卸波纹管时,开启泄压阀,波纹管内的液体经过泄压管离开波纹管,过滤组件将金属碎屑进行过滤,经过过滤后的液体进入储液箱,提高波纹管制造的可靠性。
21.可选的,所述过滤部件包括滤罐和滤芯,所述滤罐和泄压管固定连接,所述滤芯和滤罐可拆卸连接。
22.通过采用上述技术方案,滤芯将金属碎屑进行过滤后,滤芯的过滤效果下降,拆卸滤芯,将新的滤芯安装在滤罐内,提高波纹管制造的稳定性,方便对波纹管进行制造。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过驱动件带动上模进行滑动,方便上模与下模贴合,便于压制成型的波纹管和上模进行分离,减少手动拆卸上模的可能性,提高拆卸波纹管的效率;
25.2.通过压块朝向上模、下模的一侧设置密封件,减少管坯泄压的可能性,方便将管坯内部制造为正压环境,便于管坯向外侧突出变形成为波纹管,提高波纹管成型的可靠性;
26.3.通过设置支撑块,机架上设置滑槽,提高加压组件推动管坯进行变形的稳定性,方便将管坯压制成波纹管。
附图说明
27.图1是本技术实施例的一种波纹管成型装置的结构示意图。
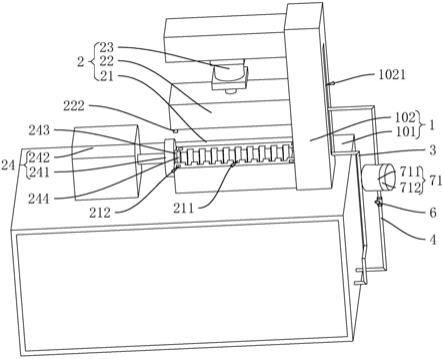
28.图2是本技术实施例的一种波纹管成型装置的立体剖视图。
29.图3是图2中a部分的放大图。
30.附图标记说明:1、机架;101、底架;102、支架;1021、滑槽;2、压模机构;21、下模;211、下成型孔;212、定位槽;213、下密封条;22、上模;2221、上成型孔;222、定位条;223、上密封条;23、驱动件;24、加压组件;241、压块;242、液压缸;243、密封件;244、固定块;25、注液组件;251、储液箱;252、压力泵;3、加压管;4、泄压管;5、支撑块;6、泄压阀;7、过滤部件;71、滤罐;711、罐体;712、罐盖;72、滤芯。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种波纹管成型装置。参照图1和图2,波纹管成型装置包括机架1和压模机构2,机架1包括水平设置的底架101和竖直设置的支架102,底架101和支架102一体成型,压模机构2包括上模22、下模21、驱动件23和用于对管坯进行轴向加压的加压组件24,上模22和下模21均为长方体状,下模21和底架101焊接固定,上模22位于下模21的顶部,上模22能够与下模21贴合,下模21靠近上模22的一侧设置有下成型孔211,下成型孔211的内壁为波纹状,下成型孔211位于下模21的顶部,下模21的侧壁连通有加压管3,加压管3和下模21通过螺纹固定连接,加压管3和下成型孔211连通,下成型孔211侧壁设置有用于密封管坯的下密封条213,下密封条213为橡胶制成,下密封条213和下成型孔211侧壁粘接固定;上模22朝向下模21一侧开设有上成型孔2221,上成型孔2221的内壁为波纹状,上成型孔2221与上模22同轴,上模22一侧连通有泄压管4,泄压管4为柔性塑料制成,泄压管4和上模22通过螺纹固定连接,泄压管4和上成型孔2221连通,上成型孔2221侧壁设置有用于密封管坯的上密封条223,上密封条223为橡胶制成,上密封条223与上成型孔2221侧壁粘接固定;驱动件23设置为液压油缸,驱动件23的活塞杆和上模22通过螺栓固定连接,驱动件23的壳体和底架101通过螺栓固定连接,加压组件24的输出轴能够朝向上模22或者下模21的一侧滑动。
33.将管坯放置在下模21的下成型孔211内,驱动件23的输出轴带动上模22向下模21运动,上模22和下模21贴合,加压组件24将管坯抵紧,液体通过加压管3进入管坯内,管坯内部形成正压环境,加压组件24推动管坯,管坯的部分位置朝向外侧发生形变,管坯变成波纹管,开启泄压管4,波纹管中的液体离开上模22和下模21,驱动件23的活塞杆带动上模22远离下模21,波纹管与上模22、下模21分离,波纹管制造完成。通过驱动件23带动上模22进行运动,方便将波纹管进行拆卸,减少手动拆卸模具的复杂性,提高拆卸波纹管的效率。
34.参照图2和图3,为了方便对管坯进行施压,加压组件24包括压块241和液压缸242,压块241为圆柱形,压块241水平设置,压块241与底架101滑动连接,压块241和下成型孔211同轴,压块241朝向下模21的一侧设置有用于固定管坯的固定块244,固定块244为圆柱形,固定块244和压块241同轴,固定块244和压块241一体成型,固定块244的周侧能够与管坯的内腔贴合;液压缸242水平设置,液压缸242的壳体和底架101通过螺栓固定连接,液压缸242的输出轴和压块241通过螺栓固定连接,压块241朝向上模22及下模21的一侧设置有密封件243,密封件243为橡胶制成,密封件243为圆环状,密封件243套设在固定块244的周侧,密封件243能够和固定块244分离。液压缸242推动压块241向下模21运动时,固定块244伸入管坯内腔,密封件243和管坯的端面贴合,管坯形成密封环境。设置密封件243能够提高压块241对管坯进行密封的效果,方便对磨损的密封件243进行拆卸,方便将密封件243内部形成正
压环境,提高将管坯压制成波纹管的便利性。
35.如图1和图2所示,为了减少驱动件23的活塞杆发生弯折的可能性,下模21朝向上模22的一侧设置有定位槽212,定位槽212为长方体状,定位槽212设置有四个,定位槽212均匀分布于下模21的顶面处,上模22朝向下模21一侧设置有定位条222,定位条222为长方体状,定位条222设置有四个,定位条222和上模22一体成型,四个定位条222均匀分布于上模22底部,当上模22和下模21贴合时,定位条222和定位槽212贴合;上模22靠近支架102的一侧设置有支撑块5,支撑块5和上模22一体成型,支撑块5和支架102滑动连接,支架102靠近支撑块5的一侧设置有滑槽1021,支撑块5与滑槽1021的侧壁贴合。上模22与下模21对管坯进行固定,上模22向下模21运动时,支撑块5沿滑槽1021滑动,上模22和下模21贴合,定位条222和定位槽212贴合,加压组件24推动管坯进行压制成型时,方便上模22承受的推力沿支撑块5向支架102传递。上模22承受的载荷通过支撑块5向机架1进行传递,提高驱动件23推动上模22进行运动的稳定性,提高将管坯压制成波纹管的便利性。
36.参照图2,为了方便对管坯内腔注入液体,压模机构2还包括向上成型孔2221和下成型孔211注入液体的注液组件25,注液组件25包括储液箱251和压力泵252,储液箱251和底架101焊接固定,压力泵252位于储液箱251内部,压力泵252的壳体与储液箱251焊接固定,压力泵252的出液口和加压管3连通,压力泵252的进液口和储液箱251连通;泄压管4和储液箱251连通,泄压管4上设置有泄压阀6,泄压阀6为球阀,泄压管4和泄压阀6通过螺纹固定连接,泄压阀6和上模22之间设置用于过滤金属碎屑的过滤部件7,过滤部件7包括滤罐71和滤芯72,滤罐71为圆柱形,滤罐71的两端和泄压管4通过螺纹固定连接,滤罐71包括罐体711和罐盖712,罐体711和罐盖712通过螺纹可拆卸连接,滤芯72为过滤棉材料制成,滤芯72为圆柱形,滤芯72放置在滤罐71内部。压力泵252将储液箱251内的液体向管坯一侧输送,管坯内部形成正压,方便管坯向外侧变形形成波纹管,波纹管成型后,管坯表面的部分金属发生碎裂,开启泄压阀6,液体沿泄压管4向储液箱251一侧流动,滤芯72将金属碎屑进行过滤,经过过滤后的液体回到储液箱251。设置注液组件25方便将储液箱251内存储的液体注入管坯内部,液体注入管坯内部后形成正压环境,提高波纹管成型的稳定性,方便对波纹管进行制造。
37.本技术实施例一种波纹管成型装置的实施原理为:先将管坯放置在下模21上,驱动件23推动上模22向下模21一侧运动,支撑块5沿滑槽1021滑动,上模22和下模21将管坯抵紧,液压缸242的活塞杆推动压块241向管坯运动,密封件243和管坯的一端贴合,管坯内部形成密封状态,压力泵252将储液箱251内部的液体沿加压管3向管坯内腔进行加注,管坯内腔形成正压,液压缸242推动压块241向管坯一侧运动,管坯受到压力与上成型孔2221及下成型孔211贴合,管坯变形成为波纹管,开启泄压阀6,液体沿泄压管4回到储液箱251,液压缸242的活塞杆带动压块241向远离支架102的一侧运动,驱动件23的活塞杆带动上模22离开下模21,波纹管固定状态解除。本技术能够减少拆卸波纹管的复杂性,提高拆卸波纹管的效率。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

