1.本实用新型涉及成型模具技术领域,尤其涉及一种多工位高速零件成型模具。
背景技术:
2.成型模具,也称型模,依据实物的形状和结构按比例制成的模具,用压制或浇灌的方法使材料成为一定形状的工具,压制成型模具:简称压模。将塑料原料直接加入敞开的模具型腔中,再将模具闭合,塑料在热与压力的作用下成为流动状态并充满型腔;然后由于化学或物理变化使塑料硬化定型,这种方法就叫压制成型,而所用的模具叫作压制成型模具。这种模具大多用于热固性塑料的成型加工,也有用于热塑性塑料的。另外还有不加热的冷压成型压制模具,用于成型聚四氟乙烯坯件。
3.专利号cn201721338731.2的一种载带式type
‑
c外壳高速冲压成型模具,包括上模和下模,及沿上模和下模延伸方向依序设置的若干加工工位,还包括载带;拉料工位包括上模拉料冲子、下模拉料滑块、复位弹簧、固定座,上模拉料冲子、下模拉料滑块相对设置在上模和下模内,固定座固定设置在下模拉料滑块的前方,下模拉料滑块设置在载带的一侧并通过复位弹簧与固定座连接,下模拉料滑块通过转轴设置有拉料块,拉料块下端设有插接斜面并插入定位孔内,下模拉料滑块的上端后侧和上模拉料冲子下端设置有对应的斜面。使用高速冲床和模具生产type
‑
c外壳,可提高生产效率以及加工精度;使用型材代替拉伸部分,可减少零件磨损;使用载带送料代替多载具送料,使操作简单。
4.1、现有技术的多工位高速零件成型模具在冲压时借助冲柱向下冲压零件材料,而这种冲柱在冲压时缺乏较好的复位结构,进而冲柱下方的下模板料槽内有着冲柱的限制不易进料,为此,我们提出一种多工位高速零件成型模具。
5.2、现有技术的多工位高速零件成型模具在冲压后零件成型会产生毛刺废屑,而这种多工位高速零件成型模具的料槽处缺乏专用废屑清理结构,进而料槽内容易堆积废屑,为此,我们提出一种多工位高速零件成型模具。
技术实现要素:
6.本实用新型提供的一种多工位高速零件成型模具,可以有效解决上述问题。
7.本实用新型提供的具体技术方案如下:
8.本实用新型提供的一种多工位高速零件成型模具,包括下模板和上模板,所述下模板的顶部两端凸起有导向柱,且导向柱向上嵌入上模板的导向槽内,所述导向柱之间的下模板表面固定连接有承接筒,且承接筒的底端开设有冲槽,所述冲槽的内部嵌入有冲柱,且冲柱伸出承接筒的顶端柱体处焊接有压板,所述承接筒内部的冲柱外侧套接有弹簧,且冲柱向下贯穿冲槽伸入下模板的料槽内,所述冲柱下方的料槽内壁处凸起有凸模块,且料槽一侧的槽口处的下模板内开设有斜槽,且斜槽内部嵌入有气管,所述气管的底端管体向下倾斜伸入料槽内,且气管伸出斜槽的管体顶端互通连接有管头。
9.可选的,所述下模板的底端硫化有橡胶垫。
10.可选的,所述下模板表面的承接筒设置有三组,且承接筒的三组筒体内嵌入有冲柱。
11.可选的,所述上模板的顶端车削有螺孔。
12.可选的,所述弹簧为高弹性强力簧体。
13.本实用新型的有益效果如下:
14.1、本实用新型通过在下模板的表面设置承接筒,而承接筒下方开设有冲槽,同时冲槽下方的下模板内开设有料槽,将零件原料放入料槽内的凸模块表面,上模板的螺孔可以与冲压机的头部借助螺栓安装,冲压头动作时压迫上模板压向下模板,并且上模板借助导向槽与导向柱的导向稳定压向下模板表面,此时下落的上模板压着承接筒上方的压板施加压力,压板受力后使得弹簧受力收缩,并压迫冲柱从冲槽处冲向凸模块表面的零件原料处使得零件冲压成型,冲压后上模板向上升起时弹簧回弹从而带着冲柱向上复位,而料槽内的成型零件可以从槽口处取出,解决了现有多工位高速零件成型模具缺乏较好复位结构的问题。
15.2、本实用新型通过在料槽槽口一侧的下模板内开设斜槽,管头下方的气管从斜槽处横向伸入料槽的内部,将管头与气泵的输出管嵌合安装,使得气管获得气源,从而料槽内冲压产生的废屑可以被气管处的高强气压吹出,解决了现有多工位高速零件成型模具的料槽处缺乏较好废屑清理结构的问题。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
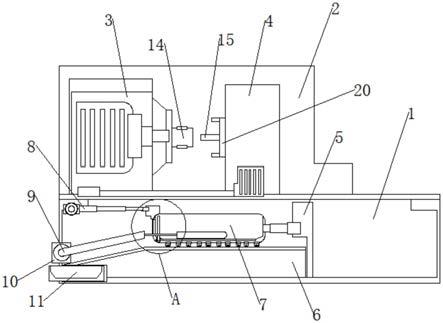
17.图1为本实用新型实施例的一种多工位高速零件成型模具的整体结构示意图。
18.图2为本实用新型实施例的一种多工位高速零件成型模具的剖视图。
19.图中:1、下模板;2、导向柱;3、上模板;4、导向槽;5、承接筒;6、冲槽;7、冲柱;8、压板;9、弹簧;10、料槽;11、凸模块;12、斜槽;13、气管;14、管头;15、橡胶垫。
具体实施方式
20.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
21.下面将结合图1~图2对本实用新型实施例的一种多工位高速零件成型模具进行详细的说明。
22.参考图1和图2所示,本实用新型实施例提供的一种多工位高速零件成型模具,包括下模板1和上模板3,所述下模板1的顶部两端凸起有导向柱2,且导向柱2向上嵌入上模板3的导向槽4内,所述导向柱2之间的下模板1表面固定连接有承接筒5,且承接筒5的底端开设有冲槽6,所述冲槽6的内部嵌入有冲柱7,且冲柱7伸出承接筒5的顶端柱体处焊接有压板
8,所述承接筒5内部的冲柱7外侧套接有弹簧9,且冲柱7向下贯穿冲槽6伸入下模板1 的料槽10内,所述冲柱7下方的料槽10内壁处凸起有凸模块11,且料槽10 一侧的槽口处的下模板1内开设有斜槽12,且斜槽12内部嵌入有气管13,所述气管13的底端管体向下倾斜伸入料槽10内,且气管13伸出斜槽12的管体顶端互通连接有管头14。
23.示例的,在下模板1的表面设置承接筒5,而承接筒5下方开设有冲槽6,同时冲槽6下方的下模板1内开设有料槽10,将零件原料放入料槽10内的凸模块11表面,上模板3的螺孔可以与冲压机的头部借助螺栓安装,冲压头动作时压迫上模板3压向下模板1,并且上模板3借助导向槽4与导向柱2的导向稳定压向下模板1表面,此时下落的上模板3压着承接筒5上方的压板8施加压力,压板8受力后使得弹簧9受力收缩,并压迫冲柱7从冲槽6处冲向凸模块11表面的零件原料处使得零件冲压成型,冲压后上模板3向上升起时弹簧9回弹从而带着冲柱7向上复位,而料槽10内的成型零件可以从槽口处取出,在料槽10槽口一侧的下模板1内开设斜槽12,管头14下方的气管13从斜槽12处横向伸入料槽10的内部,将管头14与气泵的输出管嵌合安装,使得气管13获得气源,从而料槽10内冲压产生的废屑可以被气管13处的高强气压吹出。
24.参考图1所示,所述下模板1的底端硫化有橡胶垫15。
25.示例的,下模板1受压时底部后橡胶垫15软性接触冲压机台面不会产生冲压摩擦。
26.参考图2所示,所述下模板1表面的承接筒5设置有三组,且承接筒5的三组筒体内嵌入有冲柱7。
27.示例的,下模板1表面的较多承接筒5可以配合冲柱7进行多组冲压。
28.参考图2所示,所述上模板3的顶端车削有螺孔。
29.示例的,上模板3的螺孔可以旋入螺栓与冲压机的冲头进行安装。
30.参考图2所示,所述弹簧9为高弹性强力簧体。
31.示例的,高弹性强力簧体的弹簧9回弹性较好。
32.本实用新型为一种多工位高速零件成型模具,在下模板1的表面设置承接筒5,而承接筒5下方开设有冲槽6,同时冲槽6下方的下模板1内开设有料槽10,将零件原料放入料槽10内的凸模块11表面,上模板3的螺孔可以与冲压机的头部借助螺栓安装,冲压头动作时压迫上模板3压向下模板1,并且上模板3借助导向槽4与导向柱2的导向稳定压向下模板1表面,此时下落的上模板3压着承接筒5上方的压板8施加压力,压板8受力后使得弹簧9受力收缩,并压迫冲柱7从冲槽6处冲向凸模块11表面的零件原料处使得零件冲压成型,冲压后上模板3向上升起时弹簧9回弹从而带着冲柱7向上复位,而料槽10内的成型零件可以从槽口处取出,在料槽10槽口一侧的下模板1内开设斜槽12,管头14下方的气管13从斜槽12处横向伸入料槽10的内部,将管头 14与气泵的输出管嵌合安装,使得气管13获得气源,从而料槽10内冲压产生的废屑可以被气管13处的高强气压吹出。
33.需要说明的是,本实用新型为一种多工位高速零件成型模具,包括1、下模板;2、导向柱;3、上模板;4、导向槽;5、承接筒;6、冲槽;7、冲柱; 8、压板;9、弹簧;10、料槽;11、凸模块;12、斜槽;13、气管;14、管头; 15、橡胶垫,部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
34.显然,本领域的技术人员可以对本实用新型实施例进行各种改动和变型而不脱离本实用新型实施例的精神和范围。这样,倘若本实用新型实施例的这些修改和变型属于本
实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。