1.本技术涉及产品的制造领域,尤其涉及一种流体导入装置。
背景技术:
2.在产品的流体导入工艺中,需要将流体导入到产品的内部空间以提高产品的耐冲击力。但在导入过程中,导入的流体往往具有一定的粘性,为了提高流体的流动性,通常在流体导入的同时,通过覆盖在产品的排气孔上的抽气吸嘴抽取产品内部空间内的气体以使产品内部形成压差。
3.然而,当排气孔位置因产品公差存在时,抽气吸嘴与排气孔对位也会有偏差,现有技术中通常是根据ccd拍照的方式进行视觉对位,但是增加视觉对位机构无不使得流体导入装置结构更加复杂。
技术实现要素:
4.有鉴于此,有必要提供一种对位方便的流体导入装置。
5.根据本技术提供了一种流体导入装置,用于导入流体至产品的腔体内,所述产品还包括排气孔,所述排气孔连通于所述腔体,其特征在于,所述流体导入装置还包括抽气吸嘴和移载机构,所述抽气吸嘴用于通过所述排气孔抽取所述腔体内的气体;所述抽气吸嘴连接于所述移载机构,所述移载机构用于带动所述抽气吸嘴向所述产品移动,以使所述抽气吸嘴覆盖所述排气孔;其中所述抽气吸嘴包括进气口及平行的第一截面和第二截面,所述第二截面位于所述第一截面与所述进气口之间,所述第一截面的面积大于所述第二截面的面积。
6.在一种实施方式中,所述抽气吸嘴向外凸出并呈弧状结构。
7.在一种实施方式中,所述抽气吸嘴包括弹性部,所述弹性部环绕所述进气口,所述移载机构用于带动所述抽气吸嘴向所述产品移动,以带动所述弹性部靠近所述排气孔。
8.在一种实施方式中,所述第一截面的面积大于或者等于所述排气孔的面积。
9.在一种实施方式中,所述抽气吸嘴用于与一透气膜搭配使用,所述抽气吸嘴用于压住所述透气膜以使所述透气膜位于所述排气孔的部分向排气孔凸伸。
10.在一种实施方式中,所述移载机构包括滑动机构和基架,所述基架连接于所述滑动机构;所述抽气吸嘴连接于所述基架。
11.在一种实施方式中,所述流体导入装置还包括控制器,所述控制器用于控制所述移载机构向所述产品移动。
12.在一种实施方式中,所述流体导入装置还包括第一压力传感器,所述第一压力传感器耦接于所述控制器,所述第一压力感测器用于感测所述抽气吸嘴下压所述透气膜的压力以产生第一压力值,并将所述第一压力值传送给所述控制器,其中所述控制器还用于基于所述第一压力值对所述移载机构进行位置调整。
13.本技术的流体导入装置,抽气吸嘴中所述第二截面位于所述第一截面与所述进气
口之间,所述第一截面的面积大于所述第二截面的面积,因此,抽气吸嘴的外周由进气口所在一端向另一端由小到大设置,在移载机构带动抽气吸嘴朝向产品的排气孔移动时,抽气吸嘴由小到大的结构顺着排气孔的内壁滑动,使抽气吸嘴滑入排气孔内以实现抽气吸嘴与排气孔的对位,降低抽气吸嘴对位的难度和次数,因而无需配备其他复杂的对位机构。
附图说明
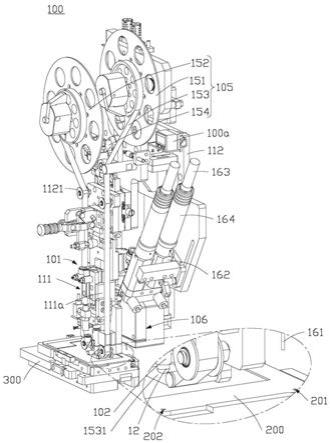
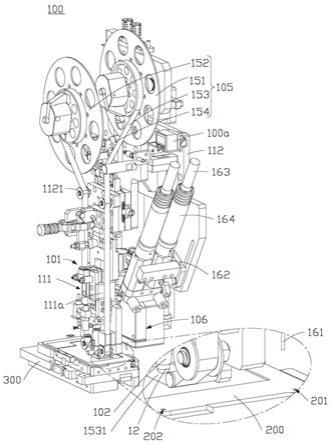
14.图1为本技术一实施例提供的流体导入装置的立体结构示意图;
15.图2为图1所示的流体导入装置的另一立体结构示意图;
16.图3为本技术一实施例提供的流体导入装置的方块示意图;
17.图4为本技术一实施例提供的流体导入装置的侧视图;
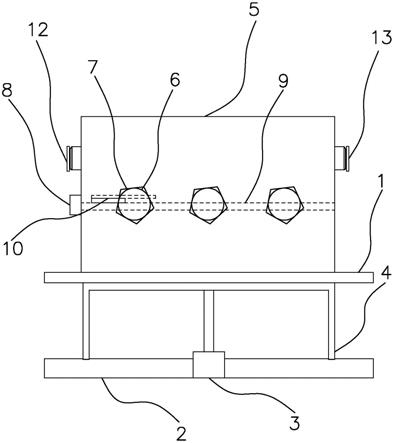
18.图5为本技术一实施例提供的料带的俯视图;
19.图6为本技术图5所示料带沿v方向的截面示意图。
20.主要元件符号说明
21.[0022][0023]
如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
[0024]
下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。
[0025]
需要说明的是,当组件被称为“装设于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。
[0026]
除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
[0027]
请一并参考图1至图3所示,图1、图2为本技术实施例提供的流体导入装置100的两立体结构示意图,图3所示为本技术的实施例提供的流体导入装置100的方块示意图,图4所示为本技术实施例提供的流体导入装置100的侧视图。本实施例中的流体导入装置100除具有将流体导入至产品200的腔体203的功能外,还具备在导入完成后揭去覆盖在产品200的排气孔202上的透气膜的功能。
[0028]
产品200包括导入孔201、排气孔202和腔体203,导入孔201和排气孔202连通于腔体203,排气孔202位于产品200的表面上。对产品200在进行流体导入前,被放置于工作台300上的一预设位置。工作台300上可设置固定组件20来固定产品200,以保持对产品200在
进行流体导入过程中,固定于工作台300的特定位置不发生移动。可以理解的是,导入孔201与排气孔202的数量可以是一一对应,也可以是一对多设置。例如产品200分别设置一导入孔201和一排气孔202,或者产品200设置一导入孔201和两个排气孔202,或者产品200设置两个导入孔201和一个排气孔202。
[0029]
流体导入装置100包括移载机构101、抽气模组102、第一压力感测器103、第二压力感测器104、供膜模组105、导入模组106和工作台300。
[0030]
导入模组106包括导嘴161,导入模组106用于通过导嘴161并透过导入孔201导入流体至产品200的腔体203。在一实施方式中,导嘴161为导入针头,在其他实施方式中,导嘴还可为导管等。导入模组106还可包括混胶管(图中未示出)和连接于所述混胶管的混胶阀162,混胶管用于混合不同种类的流体并连接于导入针头,混胶阀162用于控制混胶管的开闭。导入模组106还包括出液阀门(图中未示出),出液阀门连接于导入针头,可通过出液阀门的闭合来控制导入针头出液或停止出液,在一种实施例中,出液阀门为流量控制阀,不仅可用于控制导入针头流体的流出或停止流出,还能控制导入针头的流体导入速度。
[0031]
在一实施例中,导入模组106还包括第一驱动件163及连接导嘴的输送管164,输送管164内具有输送螺杆(图中未示出),第一驱动件163连接输送螺杆以驱动输送螺杆转动,并带动输送管164内的流体流向导嘴。第一驱动件163可为电机。可以通过控制第一驱动件163的转动速率控制输送螺杆的转动速率,进而控制导入流体至腔体的导入速率,以实现整个流体导入过程中导入速度可控。
[0032]
抽气模组102包括抽气吸嘴12,抽气吸嘴12可用于与透气膜搭配使用,用于通过抽气吸嘴12将透气膜压持于排气孔202上并透过排气孔202抽取腔体203内的气体,使腔体203内形成一定的负压环境,以利于对导入的流体进行引流。抽气模组102还包括连接于抽气吸嘴12的抽气马达(图中未示出),以产生抽取产品200的腔体内的气体的动力。透气膜具有防水的功能,一方面抽气吸嘴12可通过透气膜抽取腔体203内的气体,另一方面可以防止腔体203内的流体溢出排气孔202之外。
[0033]
在一实施例中,移载机构101连接于透气膜,可沿垂直于产品200的表面的方向相对产品200移动,使透气膜脱离或压持于排气孔202。一方面,在抽气前,移载机构101带动透气膜朝向产品200表面排气孔202的方向移动,以使透气膜压住产品的排气孔202,另一方面,在导入完成后,移载机构101带动透气膜朝向背离产品200表面的方向移动,以揭开透气膜,在透气膜脱离排气孔202时,由于移载机构101沿垂直于产品200的表面的方向相对产品200表面移动,有效防止透气膜上沾上流体并降低流体被带到产品200表面从而污染产品200的几率,即使透气膜沾上了流体,在重力作用下,流体也会落入排气孔202内,不会向侧面外溢到产品200的表面。
[0034]
需要说明的是,上述产品的表面,可以为平面,也可以为曲面,当产品的表面为平面时,移载机构101沿垂直于产品的表面移动;当产品的表面为曲面,则移载机构101沿垂直于该曲面处所在切面的方向移动。
[0035]
需要说明的是,本实施例中的移载机构101连接透气膜,意为透气膜可随移载机构101移动,工作时透气膜相对移载机构101是静止的。具体的,当移载机构101朝向产品200移动时,则透气膜也向产品200移动;当移载机构101向远离产品200的方向移动时,则透气膜也远离产品200。也即透气膜可以挂设于移载机构101上,也可以位于移载机构101中某个部
件上。
[0036]
在另一种实施例中,移载机构101还可用于带动透气膜沿第一方向移动,以使透气膜脱离排气孔,第一方向为与抽气吸嘴的轴线一致或平行的方向。此外,移载机构101还可用于带动透气膜沿第二方向移动,以使透气膜靠近排气孔,第二方向为与抽气吸嘴的轴线一致或平行的方向,即第二方向与第一反向平行但相反。由于抽气吸嘴吸气的方向沿着抽气吸嘴轴线的方向,抽气吸嘴贴合于产品,当移载机构101带动透气膜沿第一方向移动时,也可防止流体随透气膜带出,从而降低污染产品200的几率。
[0037]
在另一种实施例中,移载机构101连接于抽气吸嘴12及透气膜,一方面,在流体导入装置开始启动时,移载机构101向产品200的排气孔202的方向移动,此时带动抽气吸嘴12及透气膜向排气孔202移动,抽气吸嘴12压住排气孔202的同时也压住了透气膜,使透气膜被压附于排气孔202上,即透气膜位于排气孔202和抽气吸嘴12之间,这样,无需额外的贴膜工序;另一方面,流体导入结束后,移载机构101向背离排气孔(也即背离产品)的方向移动,使得抽气吸嘴12离开排气孔的同时,揭开透气膜,使得揭开透气膜的动作并入在抽气吸嘴12离开排气孔的过程中,无需额外的撕膜工序,相对于传统的贴撕膜工艺,省去了贴膜工站及撕膜工站,节省了流体导入时间,提高了流体导入效率及设备的利用率。
[0038]
在另一种实施例中,移载机构101连接于抽气吸嘴12、透气膜及导嘴,一方面,在流体导入装置开始启动时,移载机构101向产品200的排气孔202的方向移动,此时带动抽气吸嘴12及透气膜也向排气孔202移动,同时带动导嘴161向导入孔201移动,抽气吸嘴12压住排气孔202的同时也压住了透气膜,无需额外的贴膜工序,也即移载机构101向产品移动时完成了三项任务:使导嘴移动至导入孔201从而开始导入液体至产品200的腔体203内,透气膜贴附于排气孔202,抽气吸嘴12覆盖于排气孔从而可以透过透气膜及排气孔202进行抽气;另一方面,流体导入结束后,移载机构101向背离排气孔(也即背离产品)的方向移动,使得抽气吸嘴12及导嘴离开产品的同时,揭开透气膜,也即移载机构101向背离产品移动时完成了三项任务:将导嘴161离开导入孔201,透气膜揭开,抽气吸嘴12离开排气孔202,使得揭开透气膜的动作并入在抽气吸嘴12离开的过程中,无需额外的撕膜工序,提高了流体导入效率及设备的利用率。
[0039]
本实施例中的相对于产品移动中的“相对”,表示产品不动,而移载机构101带动透气膜移动。在另一种实施例中,还可为产品动,而移载机构101不动,也可使得透气膜脱离排气孔。在该另一种实施例中,产品200还可位于一移动部件上,移载机构101保持静止状态,而该移动部件沿垂直于产品表面且远离透气膜的方向移动,以使产品脱离透气膜,也可使得透气膜揭开,从而在卸载产品之前或之后无需其他的撕膜动作。
[0040]
在另一实施例中,移载机构101包括压头(图未示),压头随移载机构101移动,用于沿垂直于产品200的表面的方向相对于产品200移动,以使压头压住透气膜并覆盖于排气孔202上,透气膜起到能使气体通过但不能使流体通过的作用,以防止流体从排气孔202中漏出。在透气膜通过压头压好后,再将抽气吸嘴设置于透气膜上,以完成液体导入作业过程中的抽气操作。
[0041]
本实施例中,移载机构101包括滑动机构111和基架112,基架112连接于滑动机构111上,滑动机构111连接于抽气吸嘴12,用于带动抽气模组102沿垂直于产品200的表面的方向相对于产品200移动。第一压力感测器103、供膜模组105和抽气吸嘴12连接于基架112,
由基架112实现模组之间的连接并带动抽气吸嘴12及透气膜移动。
[0042]
滑动机构111包括滑动驱动件(图中未示出)和滑动架111a,滑动架111a连接于滑动驱动件的驱动端并且滑动连接于滑动驱动件,基架112连接于滑动架111a。基架112还连接于抽气吸嘴12或压头,通过滑动驱动件驱动滑动架111a带动基架112沿垂直于产品200的表面的方向相对于产品200移动(例如接近产品或者靠近产品),以通过抽气模组102或压头将透气膜压持于排气孔202或将透气膜从排气孔202上揭开。本实施例中,滑动驱动件可包括电机及丝杆,电机驱动丝杆转动,滑动架111a固定于丝杆上。在其他实施例中,滑动驱动件可以为齿条传动件、气缸传动件或皮带传动件等。
[0043]
请参阅图4,抽气吸嘴12包括进气口,进气孔位于抽气吸嘴12的底部,即抽气吸嘴上抽气吸嘴与外界需抽气的装置或结构接触的部分(本实施例中、外界需抽气的结构为产品上的排气孔),进气口与气动设备连接,用于在进气口压持于透气膜上时,透过排气孔202抽取腔体203内的气体。
[0044]
以垂直于抽气吸嘴12轴线的方向(或进气的方向)对抽气吸嘴12进行切割,以形成平行设置的第一截面和第二截面,其中第二截面位于第一截面与进气口之间并且第一截面的面积大于第二截面的面积,第一截面的面积大于或者等于排气孔的面积,以此使抽气吸嘴12的外周由进气口所在一端向另一端由小到大设置,以使抽气吸嘴12在压持透气膜时,抽气吸嘴12的外周半径小于排气孔202的部分伸入排气孔202内,提升抽气吸嘴12在压持透气膜时的密封性。需要说明的是,第一截面及第二截面为虚拟的截面,在此处是为了描述抽气吸嘴12的结构形状而引出的。
[0045]
在一实施例中,抽气吸嘴12向外凸出并呈弧状结构,抽气吸嘴12的外周呈圆头弧面结构。由于产品200开孔公差等问题,抽气吸嘴12和排气孔202的位置在垂直方向存在微量偏差时,在抽气吸嘴12朝向产品200的排气孔202移动时,抽气吸嘴12凸出的弧状结构顺着排气孔202的内壁滑动,使抽气吸嘴12滑入排气孔202内,降低抽气吸嘴12对位的难度和次数,因而无需配备其他复杂的对位机构,有效提升透气膜封口的准确度和方便性,同时,抽气吸嘴12的进气口位于排气孔202内,确保流体不会从透气膜缝隙中外溢及流体不超过产品200的表面。在其他实施例中,抽气吸嘴向外凸出并呈锥状或者椭圆弧面状。
[0046]
在一实施例中,抽气吸嘴12还包括弹性部(图未示),弹性部环绕于抽气吸嘴12的进气口,在弹性部靠近排气孔202时,用于与排气孔202通过弹性软接触,在抽气吸嘴12随移载机构101向产品的排气孔移动时,由于抽气吸嘴12具有弹性部,使得抽气吸嘴有变形的空间,更有利于抽气吸嘴12与排气孔的对位,且有利于提高抽气吸嘴12与排气孔贴合的紧密性,同时也可以避免抽气吸嘴12与排气孔202的外周硬接触,从而对产品200造成损坏。
[0047]
在一实施例中,弹性部的部分外周半径略大于排气孔202的内径,以使抽气吸嘴12的弹性部移向排气孔202内时,通过移载机构101的作用力使弹性部与排气孔202的壁挤压,在移载机构101的持续作用力下,使弹性部发生弹性形变并使抽气吸嘴12的弹性部设于排气孔202内,然后通过弹性部的弹性形变,使弹性部卡持于排气孔202内,增加抽气吸嘴12压持透气膜的密封性,可以阻止外界气体进入产品200的腔体203内,同时可以防止腔体203内的流体外溢。
[0048]
第一压力感测器103用于感测抽气吸嘴12下压透气膜的压力以产生第一压力值,移载机构101基于该第一压力值对抽气吸嘴12进行位置调整。在一实施例中,第一压力感测
器103设有预设阀值,在该预设阀值范围内,可认为抽气吸嘴12已经紧贴排气孔,该预设阀值的范围为0.8n(牛,以下同)至3n之间,当第一压力感测器103感测到的值小于0.8n时,移载机构101继续驱动抽气吸嘴12向排气孔202移动(继续下压),直至第一压力值在0.8n至3n之间,当第一压力感测器103感测到的第一压力值大于0.4g时,移载机构101驱动抽气吸嘴12向远离排气孔202的方向移动(上提抽气吸嘴),直至第一压力值在0.8n至3n之间,以防止压力过大而对产品200造成压伤。
[0049]
第二压力感测器104包括感测接头(图中未示出),第二压力感测器104通过感测接头感测产品200腔体203内的压力以产生第二压力值。本实施方式中,第二压力感测器104位于抽气模组102中抽气吸嘴12的附近,这样可尽量减少感测误差,使感测出的第二压力值更接近产品200的腔体203内的真实压力值。第二压力感测器104可为数字传感器,该数字传感器利用电子讯号线取代空气管线来感测第二压力值,可大幅提升压力讯号的反应速度和真实性。在其他实施方式中,第二压力感测器104还可为传统的空气套传感器。第二压力感测器104感测的频率可以依具体情况而定,例如为0.01秒感测一次。
[0050]
在一种实施例中,第一压力感测器103及第二压力感测器104可以集成为一个总压力感测器,该总压力感测器包括两个传感头,一个传感头用于感测产品200腔体203内的压力;另一个传感头用于感测抽气吸嘴12下压透气膜的压力。
[0051]
供膜模组105用于提供料带153,透气膜位于料带153上,供膜模组105包括料盘承载件151、卷料件152及至少一导向轮1121,料盘承载件151和卷料件152安装于基架112上。料盘承载件151用于承载料带153,卷料件152用于驱动料盘承载件151转动,进而带动料带153一同转动,导向轮1121用于给料带153导向,以将料带153上的透气膜导到产品200的排气孔上方。在其他实施方式中,卷料件152与料盘承载件151的位置可互换。
[0052]
请参阅图5和图6,其分别为料带153的平面结构示意图以及料带153沿v
‑
v方向的截面示意图。料带153包括叠层设置的透气膜1531和基底层1532,透气膜1531结合于基底层1532上。基底层1532设有复数个间隔设置的第一孔位1532a(第一孔位1532a穿透基底层1532),相邻两第一孔位1532a之间具有相同的距离,第一孔位1532a露出透气膜1531,抽气吸嘴12压持于透气膜1531在排气孔202上时,透过第一孔位1532a及透气膜1531从排气孔202抽取腔体203内的气体。料带153还设有复数个间隔设置的第二孔位153a,相邻两第一孔位第二孔位153a之间具有相同的距离,第二孔位153a穿透透气膜1531和基底层1532,用于通过光电传感器定位料带153的位置。多个第二孔位153a与多个第一孔位1532a间隔设置,即每一第一孔位1532a的两侧分别设有两个第二孔位153a。
[0053]
供膜模组105还包括光电传感器154,光电传感器154安装于基架112上,用于通过接受光的反射值来感测料带的走位。具体的,料带153在移动过程中,光电传感器154接受料带153上的光的反射值,当光电传感器154接受的光的反射值来源于第一孔位1532a或者料带153其他位置时,由于第一孔位1532a上覆盖有透气膜1531,料带153的其他位置未贯穿,因此光电传感器154接受的光的反射值较大,料带153继续转动,当第二孔位153a位于光电传感器154的传感位置时,由于第二孔位153a贯穿料带153,第二孔位153a呈镂空状,因此光电传感器154接受的光的反射值较小(或为零),料带153停止移动,以此确保第一孔位1532a上的透气膜1531位于抽气吸嘴12的正下方。也即本实施例通过光电传感器154中的光的反射值来确定料带的位置。
[0054]
在另一实施例中,料带153上可以仅设置第一孔位1532a,第一孔位1532a不仅可以用于露出透气膜1531以接受抽气吸嘴12的压持,还可以用于通过光电传感器定位料带153(光电传感器在料带第一孔位的反射值与料带其他位置的反射值不一致)的位置。在一实施例中,透气膜1531由弹性材料制成,抽气吸嘴12在抽气时,下压透气膜1531,利用透气膜1531的弹性使透气膜1531压持于排气孔202并使位于排气孔202的部分透气膜1531向排气孔202内凸伸,以此增加透气膜1531的密封性,避免流体外溢。
[0055]
本实施方式中,供膜模组105位于移载机构上,流体导入结束后,移载机构101向背离排气孔(也即背离产品)的方向移动,使得抽气吸嘴12离开排气孔的同时,从而带动供膜模组105也向背离排气孔的方向移动,揭开透气膜,也即移载机构101向背离产品移动时卸下了抽气吸嘴12,同时透气膜揭开,使得揭开透气膜的动作并入在抽气吸嘴12离开排气孔的过程中,无需额外的撕膜工序,相对于传统的贴撕膜工艺,省去了贴膜工站及撕膜工站,节省了流体导入时间,提高了流体导入效率及设备的利用率。
[0056]
在一实施例中,流体导入装置100还包括显示器100a,以将感测到的值显示于显示器100a上,显示器100a可实时显示感测的值、抽气时间及已导入流体的产品个数,感测的值例如第一压力感测器103的第一压力值和第二压力感测器104感测的第二压力值以及光电传感器154感测的光反射值,以利于监控流体导入时间或抽气操作过程中腔体203的压力状况、排气孔202处透气膜1531的压力状况以及透气膜1531的位置情况。
[0057]
工作台300用于放置待加工的产品200,以配合移载机构101、抽气模组102、供膜模组105和导入模组106对产品200实施流体导入及抽气工作。
[0058]
请参阅图3,除上述部件外,流体导入装置100还包括控制器107、存储器108、i/o接口109及通信总线110。控制器107通过通信总线110耦接于移载机构101、抽气模组102、第一压力感测器103、第二压力感测器104、光电传感器154、供膜模组105、导入模组106、存储器108和i/o接口109。
[0059]
本实施例中,控制器107耦接于第二压力感测器104、导入模组106及抽气模组102,第二压力感测器104感测产品200腔体203内的压力,生成电信号或数字信号的第二压力值后,通过通信总线110将第二压力值传送给控制器107,以便控制器107根据腔体203内的第二压力值控制抽气模组102或导入模组106的运行。例如,控制器107根据至少一第二压力值,控制抽气模组102开始执行抽气操作或者停止抽气操作;或者控制器107根据至少一第二压力值,控制流体执行导入操作或者停止导入操作。
[0060]
在另一种实施例中,第二压力感测器104耦接于抽气模组102,抽气模组102还包括一第二控制器,第二压力感测器104耦接第二控制器,抽气模组102用于根据至少一第二压力值,控制气体执行开始抽气操作或者停止抽气操作。在另一种实施例中,第二压力感测器104耦接于导入模组106,导入模组106还包括一第一控制器,第二压力感测器104耦接第一控制器,导入模组106用于根据至少一第二压力值,控制流体执行导入操作或者停止导入操作。
[0061]
需要说明的是,第一控制器和第二控制可以为相互独立的控制器件,也可以分别为控制器107的一部分(一起集成于控制器107)以完成不同模组的控制功能。本实施例中,控制器107耦接于第一压力感测器103,第一压力感测器103感测抽气吸嘴12下压透气膜1531的压力并生成电信号或数字信号的第一压力值后,通过通信总线110将第一压力值传
送给控制器107,以便控制器107根据该第一压力值调整移载机构101的位置。本实施例中,控制器107耦接于光电传感器154,光电传感器154接受光的反射值,生成电信号或数字信号的反射值后,通过通信总线110将反射值传送给控制器107,以便控制器107根据光电传感器154接受的光的反射值控制料带153的转动,在垂直平面内使透气膜1531位于抽气吸嘴12与排气孔202之间。
[0062]
控制器107耦接于移载机构101,控制移载机构101沿垂直于产品200表面的方向相对于产品200移动,以使透气膜1531压住或脱离排气孔202。在一实施例中,控制器107耦接于滑动驱动件,用于驱动滑动驱动件带动滑动架111a滑动,进而带动连接于滑动架111a的抽气吸嘴12朝向排气孔202移动,以使抽气吸嘴12压住透气膜1531或使透气膜1531脱离排气孔202。在另一实施例中,控制器107还用于控制抽气吸嘴12的弹性部卡持于排气孔202内。在另一实施例中,控制器107用于控制移载机构101沿垂直于产品200的表面的方向相对于产品200移动,使压头压住透气膜1531并覆盖于排气孔202上。
[0063]
在一实施例中,控制器107控制抽气吸嘴12压住透气膜1531并使透气膜1531向排气孔202内凸伸,以增加透气膜的密封性。
[0064]
控制器107还耦接于供膜模组105及光电传感器154,控制器107还用于控制料带153移动,在竖直平面内使料带153上的透气膜1531位于抽气吸嘴12与排气孔202之间。具体的,控制器107耦接于卷料件152,根据光电传感器154传送的反射值,控制卷料件152带动料盘承载件151转动,当光电传感器154感测到第二孔位153a时,默认透气膜上的第一孔位1532a正好位于排气孔202的上方,此时控制器107控制卷料件152停止,进而使料带153停止转动,并控制移载机构101移动,以使抽气吸嘴12将透气膜1531压持于排气孔202上。
[0065]
控制器107可以是一个中央处理器(central processing unit,cpu),微处理器,特定应用集成电路(application
‑
specific integrated circuit,asic),或一个或多个用于控制本技术方案程序执行的集成电路。本实施例中,控制器107与存储器108集成在一个芯片内,且控制器107通过通信总线110耦接移载机构101、抽气模组102、第一压力感测器103、第二压力感测器104、供膜模组105、导入模组106、存储器108和i/o接口109。在其他实施方式中,控制器107可以与存储器108为独立的器件,且控制器107还可以与移载机构101、抽气模组102、第一压力感测器103、第二压力感测器104、供膜模组105、导入模组106、存储器108和i/o接口109等通过无线网络,例如,无线lan、蓝牙(bluetooth)、近场通信(nfc)及无线保真(wi
‑
fi)等方式连接,以完成信息传送及对流体导入、抽气过程及揭膜过程的控制。
[0066]
存储器108可用于存储预置信息、控制器107接收到的压力值及控制器107执行对产品200执行流体导入过程中生成的过程信息。存储器108可以是只读存储器(read
‑
only memory,rom)或可存储静态信息和指令的其他类型的静态存储设备,随机存取存储器(random access memory,ram)或者可存储信息和指令的其他类型的动态存储设备,也可以是电可擦可编程只读存储器(electrically erasable programmable read
‑
only memory,eeprom)、只读光盘(compact disc readonly memory,cd
‑
rom)或其他光盘存储、光盘存储(包括压缩光盘、激光盘、光盘、数字通用光盘、蓝光光盘等)、磁盘存储介质或者其他磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码并能够由计算机存取的任何其他介质,但不限于此。存储器可以是独立存在,通过通信总线与处理器相连
接。存储器也可以和处理器集成在一起。本实施例中,存储器存储的压力值信息包括第一压力感测器103的第一预设阀值,第二压力感测器104的第二预设阀值,存储器还用于存储光电传感器154的第三预设阀值等。i/o接口109为流体导入装置100的人机交互接口,用于接收信息的输入及显示信息,其可以包括输入接口和输出接口。输入接口和控制器107通信,可以以多种方式接受用户的输入。例如,输入接口可以是鼠标、键盘、触摸屏设备或传感设备等。输出接口和控制器107通信,可以以多种方式显示信息。例如,输出接口可以是液晶显示器(liquid crystal display,lcd),发光二极管(light emitting diode,led)显示设备,阴极射线管(cathode ray tube,crt)显示设备,或投影仪(projector)等。
[0067]
通信总线110可形成一信息通路,用于在控制器107与移载机构101、抽气模组102、第一压力感测器103、第二压力感测器104、供膜模组105和导入模组106之间传送信息。
[0068]
本实施例中,由于抽气吸嘴12中第二截面位于第一截面与所述进气口之间,且第一截面的面积大于第二截面的面积,因此,抽气吸嘴12的外周由进气口所在一端向另一端由小到大设置,在移载机构带动抽气吸嘴朝向产品的排气孔移动时,抽气吸嘴12由小到大的结构顺着排气孔的内壁滑动,使抽气吸嘴滑入排气孔内以实现抽气吸嘴12与排气孔的对位,降低抽气吸嘴12对位的难度和次数,因而无需配备其他复杂的对位机构。
[0069]
本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本技术,而并非用作为对本技术的限定,只要在本技术的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本技术要求公开的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。