1.本发明涉及一种用于用涂覆剂(例如涂料)涂覆部件(例如机动车辆车身部件)的涂覆方法。此外,本发明还涉及相应的涂覆设备。
背景技术:
2.在用于涂装机动车辆车身部件的现代涂装设备中,旋转雾化器通常被用作施涂装置,其提供待施涂的涂料的空间上延伸的喷雾射流。
3.另一方面,更近的发展路线提供喷嘴施涂器作为施涂装置,其也被称为打印头并且例如在de 10 2013 002 412 a1中进行了描述。与已知的旋转雾化器相比,这种喷嘴施涂器不发射涂层的空间延伸的喷雾射流,而是空间狭窄受限的涂覆剂射流。这具有的优点是:施涂的涂层几乎完全沉积在待涂覆的部件上,使得很少或没有过喷。这些已知的喷嘴施涂器的另一个优点是图案也可以被施涂到部件表面,例如图形或字母。然而,这里的问题是这些图案的轮廓不是锐边的。
4.当施涂液滴射流时,涂覆剂液滴最初在部件表面形成圆形涂层,然后由于施涂的涂层的内聚力合并成连续的涂层膜。然而,在图案的外轮廓上仍然可以看到液滴结构,这是令人不安的。
5.如果在射流方向上连续施涂涂覆剂射流而不是液滴射流,则会以类似的形式出现相同的问题。在这种情况下,涂覆剂射流在部件表面上形成连续的涂覆剂路径,这些路径通常彼此相邻,然后由于所施涂的涂层的内聚力而会聚。然而,在路径的末端也可以看到结构,使得轮廓在表面或图案的所有侧都不是锐边的。
6.对于本发明的技术背景,还应参考de 198 54 760 a1、de 10 2010 019 612 a1、de 10 2013 006 868 a1、ep 0 282 599 a1、de 199 36 790 a1、ep 2 770 322 a1,favre
‑
bulle,b.:“automatisierung komplexer industrieprozesse
‑
systeme,verfahren und informationsmanagement”,springer
‑
verlag gmbh,2004,isbn 978
‑3‑
7091
‑
0562
‑
7,de 10 2016 014 944 a1和de 101 50 826 a1。
技术实现要素:
7.因此,本发明基于创建相应改进的涂覆方法和相应的涂覆设备的任务。
8.所述任务通过根据本发明的涂覆方法或根据本发明的相应涂覆设备来解决。
9.根据本发明的涂覆方法首先规定,限定在待涂覆的部件的部件表面上待产生的图案,所述图案是由轮廓勾勒出的表面区域。在本发明的上下文中使用的图案的概念应当以一般意义来理解并且包括例如图形、字、图片、字母、数字和其它可能的设计以及涂覆对象(例如机动车辆车身的车顶梁、挡泥板等)的部分表面。
10.图案由操作者以适当的方式并借助于诸如软件的辅助,半自动或全自动地分为轮廓部分和区域部分。在进一步的步骤中,根据以这种方式确定的信息(部分表面)手动、半自动或全自动创建路径程序。
11.此外,根据本发明的涂覆方法,依据已知的涂覆方法规定,优选地使用如上文关于本领域技术状态已经提到的喷嘴施涂器(例如打印头)在期望的图案的预定的轮廓内对部件表面进行区域涂覆。
12.根据本发明的涂覆方法现在的特征在于,沿着图案的轮廓的至少一部分用涂覆剂对部件表面进行锐边涂覆。因此,在本发明的上下文中,图案在轮廓内被区域性地填充,而图案的轮廓或轮廓的部分(例如前端边缘)用锐边进行描迹。
13.在这里应该提到的是,在本发明的范围内,这两个涂覆步骤的各种顺序是可能的。本发明的一种变体设想,首先在轮廓内进行部件表面的区域涂覆,然后沿着图案的轮廓进行锐边涂覆。然而,替代性地也可以首先绘制图案的轮廓,然后是轮廓内的区域涂覆。
14.此外,应该提到的是,在预定的图案的轮廓内的区域涂覆优选以比沿着轮廓的锐边涂覆更大的面积涂覆性能进行。在本发明的上下文中使用的术语面积涂覆性能限定了一定单位时间内涂覆在部件上的面积的大小,即涂覆面积与所需涂覆时间的比率。
15.在喷嘴施涂器作为施涂装置的情况下,面积涂覆性能的这种变化可以例如通过启用或停用喷嘴施涂器的多个喷嘴来实现。因此,轮廓内的区域涂覆可以用大量启用的喷嘴来完成,而沿着图案的轮廓的边缘涂覆可以用较少数量的启用的喷嘴来完成。例如,可以使用少于20、10、5个或甚至仅喷嘴施涂器的一个喷嘴来完成沿着图案的轮廓的锐边涂覆。
16.然而,区域涂覆和锐边涂覆的面积涂覆性能的变化也可以以其它方式进行。例如,可以改变施涂的涂覆剂的流动速率,为此可以改变施涂压力。
17.此外,应该提到的是,在根据本发明的涂覆方法中,优选地由机械手在部件表面之上移动施涂器(例如喷嘴施涂器)。机械手优选是具有串联机器人运动学的多轴涂覆机器人。机械手的另一种可能性是x
‑
y或x
‑
y
‑
z线性轴系统,其中施涂器附接到所述轴中的一个,并且这些轴以使得施涂器可以移动到待涂覆的表面上的任何位置的方式相互附接并相互关联。
18.在前述的沿着图案的轮廓的锐边涂覆中,机械手以一定的移行速度沿着图案的轮廓移动施涂器,所述施涂器施涂一定流动速率的涂覆剂。然而,根据图案的形状和轮廓的形状,施涂器通常不可能以恒定的移行速度在部件表面之上移动。例如,施涂器必须在拐角点处、通常在具有不连续方向进展的轮廓点、弯转点或弯折处减速并再次加速。在施涂的涂覆剂的恒定流动速率的情况下,这将由于移行速度的变化而使得部件表面上的涂层厚度相应变化。通过根据移行速度调整涂覆剂的流动速率,可以防止部件表面上的涂层厚度的这些不期望的变化。因此,移行速度的降低则使得涂覆剂的质量流量相应减少,而移行速度的增加也需要涂覆剂的质量流量的相应增加。
19.然而,根据移行速度的涂覆剂的流动速率的上述调整在所有情况下都不足以在部件表面上实现恒定的涂层厚度,或者在技术上并不总是可行的。例如,具有串联机器人运动学的涂覆机器人很难在机器人路径中实现直角弯折。因此,也可以有利地不连续地沿轮廓移行,而是以机械手可以轻松移行的多个路径区段沿轮廓移行,因为它们没有拐角、弯折或弯转点。在相继的路径区段之间,施涂器于是中断涂覆剂的输送并在所述涂覆暂停期间开始下一个路径区段。
20.将待移行的图案的轮廓细分为多个相继的路径区段对于问题点、例如轮廓中的弯折特别有用。在本发明的上下文中使用的术语“问题区域”优选地是指所使用的机械手仅可
以在移行速度急剧下降、例如移行速度下降超过50%、70%、80%或90%的情况下不间断地通过相应的问题区域这样的事实。
21.根据机械手类型、机械手的刚度和/或由机械手、移行轴、基板和/或施涂器的能力组成的整个系统,可能的半径和/或加速距离可以不同。
22.如果要自动创建机械手的运动路径程序,则将上述参数输入或存储在为此所需的软件中。
23.此外,需要提到的是,机械手优选地在涂覆紧接相继的路径区段之间在问题点处执行无弯折的开始运动,以便再次接触紧接其后的路径区段。
24.在本发明的一个变体中,轮廓的锐边涂覆是用在射流的纵向方向上接续的涂覆剂射流、优选地沿着整个轮廓进行的。
25.然而,在本发明的另一个变体中,轮廓的锐边涂覆首先用在射流的纵向方向上接续的涂覆剂射流进行,然后用由在射流的纵向方向上不接续的大量液滴组成的液滴射流进行。
26.在本发明的范围内,图案的区域涂覆和/或轮廓的锐边涂覆可以用在射流的纵向方向上接续的涂覆剂射流和用由在射流的纵向方向上不接续的大量液滴组成的液滴射流交替地进行。不同射流形式(液滴射流或接续射流)之间的这种交替可以是时间上的,也可以在轮廓内的图案与轮廓本身之间交替。
27.上面已经简要提到,在本发明的范围内,有可能首先在表面之上施涂轮廓内的图案,然后才描迹轮廓。在本发明的范围内,有可能在将图案施涂到表面之后,首先使用测量系统(例如光学测量系统)来确定最初仍然模糊的轮廓的空间取向和位置,使得可以以精确配合来追踪轮廓。
28.然而,替代性地,首先可以在整个表面之上预先绘制轮廓,然后将轮廓内的图案涂覆。在这种情况下,可以在预先绘制轮廓之后,首先借助于测量系统确定轮廓的空间位置和取向,使得随后可以以精确配合在预先绘制的轮廓内区域性地涂覆图案。
29.前述测量系统可以附接到机械手,然后与机械手一起移动。然而,替代性地,测量系统也可以与机械手分开地布置在固定位置。
30.优选地,测量系统光学地操作并且为此具有至少一个摄像机和一个图像分析处理单元。
31.在本发明的一个变体中,轮廓内的区域涂覆是用与沿着轮廓的锐边涂覆相同的涂覆剂进行的。
32.然而,在本发明的另一个变体中,为此目的使用不同的涂覆剂、特别是具有不同颜色的涂覆剂。
33.此外,在本发明的范围内,可以针对不同的图案用不同的涂覆剂进行区域涂覆。此外,对于不同的轮廓,也可以使用不同的涂覆剂进行锐边涂覆。
34.上面已经简要提到,由于涂覆剂的内聚力,施涂到部件上的涂覆剂液滴或涂覆剂路径在施涂之后会聚成连续的涂覆剂膜,这在原则上是期望的。然而,这种会聚仅在涂覆剂施涂之后的特定流动时间内才有可能。如果对轮廓和区域涂覆使用相同的涂覆剂,则基本上期望轮廓和内表面融混在一起。在这种情况下,图案的区域涂覆和沿着轮廓的锐边涂覆优选地以比流动时间短的时间间隔进行,使得用于轮廓和表面的涂覆剂可以融混在一起。
35.然而,在用于轮廓和内表面的不同涂覆剂的情况下,特别是在用于轮廓和内表面的不同颜色的涂覆剂的情况下,涂覆剂的这种会聚恰好是不期望的。在这种情况下,图案的区域涂覆和沿着轮廓的锐边涂覆优选地以大于流动时间的时间间隔进行,使得用于轮廓和内表面的不同涂覆剂不融混在一起。
36.通常,应该提到的是,涂覆剂优选地由不发射喷雾射流而是狭窄受限的涂覆剂射流的施涂器来施涂。因此,所述施涂器可以是打印头,如从现有技术原则上已知的。
37.例如,涂覆剂射流可以由在射流的纵向方向上彼此分离的涂覆剂液滴组成。然而,替代性地,涂覆剂射流也可在射流的纵向方向上是接续的。
38.上面已经简要提到,施涂器优选地由机械手、优选地是具有串联机器人运动学或线性轴系统的多轴涂覆机器人在部件表面之上移动。
39.如果机械手具有高空间定位精度和/或可重复性,其优选地比5mm、2mm或甚至0.5mm更精确,则在这里是有利的。这很有用,使得可以将图案的轮廓和内表面施涂成精确地彼此配合。
40.关于所施涂的涂覆剂的类型,本发明不限于涂料、例如单组分涂料、双组分涂料、水性涂料或溶剂型涂料。相反,涂覆剂也可以是粘附剂、结合剂、底漆、膏状材料、密封剂或绝缘材料。
41.此外,应该提到的是,涂覆剂优选地以施涂器与部件表面之间的一定的施涂距离被施涂,所述施涂距离优选在1mm
‑
80mm、5mm
‑
50mm或10mm
‑
50mm的范围内。
42.此外,应该提到的是,本发明不仅要求保护上述根据本发明的涂覆方法。相反,本发明还要求保护执行根据本发明的涂覆方法的相应涂覆设备。
43.因此,根据本发明的涂覆设备首先包括用于施涂涂覆剂的施涂器、优选为喷嘴施涂器或打印头。
44.此外,根据本发明的涂覆设备包括用于在部件表面之上移动施涂器的机械手,优选地是具有串联机器人运动学或线性轴单元的多轴涂覆机器人。
45.此外,根据本发明的涂覆设备包括用于控制机械手和施涂器的控制系统,其中,所述控制系统可以包括硬件部件和软件部件并且可以被分布到不同的零件和部件。控制系统被设计成使得涂覆设备执行根据本发明的上述涂覆方法。
46.为此,根据本发明的涂覆设备还可以包括上面已经提到的测量系统。
47.最后,本发明还要求保护相应的控制程序,当所述控制程序在控制系统上执行时使施涂系统执行根据本发明的涂覆方法。所述控制程序可以存储在计算机可读介质(例如,计算机存储器、usb棒、cdrom、dvd、存储器卡等)上,使得其上存储有控制程序的计算机可读介质也受到保护。
附图说明
48.本发明的其它有利的进一步实施例在从属权利要求中指出或在下面参考附图连同本发明的优选实施例的描述一起更详细地解释。附图示出:
49.图1a是用喷嘴施涂器常规施涂图案的示意性图示,该喷嘴施涂器发射在射流的纵向方向上接续的涂覆剂射流,
50.图1b是根据图1a的在涂覆剂路径已经会聚在部件表面上之后的图案,
51.图2a是图1a的用于发射液滴射流的喷嘴施涂器的修改,
52.图2b是图1b的用于发射液滴射流的喷嘴施涂器的修改,
53.图3a
‑
3d是用喷嘴施涂器施涂根据本发明的图案的各种示意性图示,该喷嘴施涂器发射在射流的纵向方向上接续的涂覆剂射流,
54.图4a
‑
4d是图3a
‑
3d的用于发射液滴射流的喷嘴施涂器的变型,
55.图5是说明根据本发明的涂覆方法的流程图,以及
56.图6是根据本发明的涂覆设备的高度简化的示意性图示。
具体实施方式
57.图1a和1b示出了将字母d形式的图案常规施涂到部件、例如机动车辆车身部件的部件表面的示意性图示。在这种情况下,喷嘴施涂器将在射流的纵向方向上接续的涂覆剂射流施涂到部件表面,使得在部件表面上形成最初由轮廓2界定的拉长涂覆剂路径1。在撞击到部件表面之后,涂覆剂路径1由于施涂的涂层的内聚力然后会聚,然后形成连续的图案3。然而,在这种已知类型的图案施涂中,涂覆剂路径1的轮廓沿着轮廓2仍然可识别。因此,轮廓2不是特别锐边的,这是不期望的。
58.图2a和2b示出了用于使用发射液滴射流、即由在射流的纵向方向上不接续的涂覆剂液滴组成的涂覆剂射流的喷嘴施涂器的图案施涂的对应图示。
59.代替涂覆剂路径1,涂覆剂液滴4形成在部件表面上,然后这些液滴由于施涂的涂覆剂的内聚力也融混在一起以形成连续的图案3。然而,在这里,图案3的轮廓2也不是特别锐边的。
60.图3a
‑
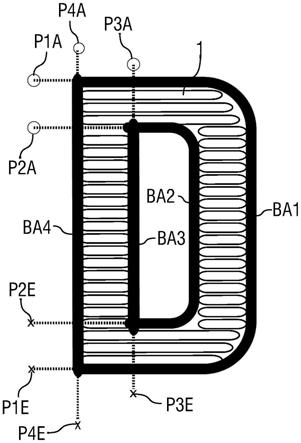
3d示出了根据本发明的图案施涂的图示,这些图示原则上对应于图1a和1b,即在这里,图案3也由发射在射流的纵向方向上接续的涂覆剂射流的喷嘴施涂器施涂,使得涂覆剂路径1形成在部件表面上。在这里应该提到的是,图3a中的附图标记3表示期望的图案,即在整个过程中使用的规范。
61.在这里,图案3具有内轮廓5和外轮廓6,它们被锐边喷涂以产生图案3的期望的边缘锐度。为此,喷嘴施涂器沿着内轮廓5和沿着外轮廓6被引导,然后以边缘锐度涂覆内轮廓5或外轮廓,借此仅使用喷嘴施涂器的单个喷嘴或仅几个喷嘴来实现期望的边缘锐度。
62.然后在单独的处理步骤中执行轮廓2内的图案3的区域涂覆,例如以更高的区域涂覆性能来执行。
63.在这里应该提到的是,喷嘴施涂器由具有串联机器人运动学的多轴涂覆机器人在部件表面之上引导。尽管这样的涂覆机器人能够实现喷嘴施涂器的高精度定位,但是机器人路径的带角度(大于极限角度)、特别是直角的弯折是有问题的。因此,外轮廓6具有两个问题区域7、8,其中外轮廓6示出矩形弯折。相应地,内轮廓5也具有问题区域9、10,其中内轮廓5示出矩形弯折。因此,对于具有串联机器人运动学的涂覆机器人来说,很难在问题区域7
‑
10上精确地引导喷嘴施涂器,因为为此必须大大降低移行速度(极限值为零)。
64.因此,根据本发明的涂覆方法规定,外轮廓6被分为两个路径区段ba1、ba4,正如内轮廓5被分为两个路径区段ba2、ba3一样。在外轮廓6的锐边涂覆期间,路径区段ba1首先从起始点p1a开始并以离开点p1e结束涂覆。在路径区段ba1上不会出现大的角度(尖锐的弯折),使得涂覆机器人可以以几乎恒定的移行速度沿着路径区段ba1引导喷嘴施涂器。
65.因此,内轮廓5的路径区段ba2从起始点p2a开始并以离开点p2e结束涂覆。在这里,在路径区段ba2上也没有弯折,这允许在路径区段ba2内几乎恒定的移行速度。
66.路径区段ba3在起始点p3a开始并在离开点p3e结束并且是完全线性的,这也允许在路径区段ba3上的恒定的移行速度。
67.最后,路径区段ba4在起始点p4a开始并在离开点p4e结束。路径区段ba4也是完全线性的,因此可以实现恒定的移行速度。
68.图4a
‑
4d示出了图3a
‑
3d的用于发射液滴射流的喷嘴施涂器的修改。为了避免重复,因此参考图3a
‑
3d的描述。
69.图5示出了说明根据本发明的涂覆方法的流程图。
70.在程序开始之后,首先在步骤s1中限定机械手类型,即所使用的多轴涂覆机器人的类型或例如线性轴系统的类型。根据机械手类型,然后加载相关联的参数集,所述参数集反映了相应机械手的属性。
71.在步骤s2中,然后确定施涂器类型并加载反映相应施涂器类型的属性以及诸如喷嘴间距、喷嘴直径和喷嘴数量的可选参数的相关联的参数集。
72.在步骤s3中,然后限定用于路径程序算法的参数,例如最大和/或最小涂覆路径宽度、最小可能曲线半径、最小和/或最大涂覆体积流量以及最大路径速度。
73.在步骤s4中,然后读入将被施涂为图案的图形。
74.在步骤s5中,然后例如关于内表面、轮廓、分配的颜色以及关于与可提供的颜色的匹配来分析图形。
75.在步骤s6中,然后计算限定起始和离开路径以及接通和关闭点的路径程序。
76.在步骤s7中,路径程序然后被可视化并且执行所述路径程序的模拟。然后,程序的操作者可以分析处理结果。如果路径程序不可接受,则在步骤s3中进行相应的调整。否则,释放路径程序以用于控制。
77.图6示出了根据本发明的具有测量系统11、机械手12、施涂器13和控制系统14的涂覆设备的高度简化的示意性图示。控制系统14可以具有硬件部件和软件部件并且可以分布在各种零件和部件上。
78.控制系统14以上述方式控制机械手12和施涂器13,使得执行根据本发明的监测方法。
79.在这里,测量系统11可以确定轮廓和图案的内表面的空间位置和取向,使得轮廓和内表面可以以彼此精确配合的方式被施涂。
80.本发明不限于上述优选实施例。相反,大量的变体和变化也是可能的,这些变体和变化也利用了本发明的思想并因此落入保护的范围内。特别地,本发明还要求保护独立于在每种情况下所引用的权利要求的从属权利要求的主题和特征,并且特别地也没有独立权利要求的特征。因此,本发明包括彼此独立地享有保护的本发明的不同方面。
81.附图标记列表
[0082]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
涂覆剂路径
[0083]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
轮廓
[0084]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
图案
[0085]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
涂覆剂液滴
[0086]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
内轮廓
[0087]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
外轮廓
[0088]
7、8
ꢀꢀꢀꢀꢀꢀꢀ
外轮廓6的问题区域
[0089]
9、10
ꢀꢀꢀꢀꢀꢀ
内轮廓5的问题区域
[0090]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
测量系统
[0091]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
机械手
[0092]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
施涂器
[0093]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制系统
[0094]
ba1
‑
ba4
ꢀꢀꢀꢀ
路径区段
[0095]
p1a
‑
p4a
ꢀꢀꢀꢀ
起始点
[0096]
p1e
‑
p4e
ꢀꢀꢀꢀ
离开点
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。