1.本发明涉及自行车零部件领域,具体涉及一种高强度自行车网篮的装配装置及其生产工艺。
背景技术:
2.自行车前端通常需要安装网篮,以满足人们载物的需求,同时满足便捷性和安全性的要求。传统的自行车网篮是利用螺丝安装在自行车的前端的网篮安装架上,安装面小,底部无支撑,网篮载物过重易于导致网篮变形甚至破坏,而且自行车长放在室外,长时间后网篮安装架易于生锈腐蚀,降低网篮安装架强度,严重影响其使用寿命,且导致安装架难以拆卸,使用不便。
3.因此,亟需一种高强度自行车网篮的装配装置及其生产工艺来解决以上问题。
技术实现要素:
4.为了克服上述的技术问题,本发明的目的在于提供一种高强度自行车网篮的装配装置及其生产工艺:通过将第二组合管上的联动轴插入至第一组合管上的连接套中,将限位套旋接到联动轴的底端,形成可以开合的组合管,将其套设在自行车车架上,之后利用连接螺栓将两个安装座连接,防滑垫圈与自行车车架紧密连接,之后将自行车网篮放置于支撑板上,利用固定螺栓将自行车网篮固定在安装板上解决了现有的网篮安装架安装面小,底部无支撑,易于导致网篮变形甚至破坏,而且网篮安装架易于生锈腐蚀,降低网篮安装架强度,严重影响其使用寿命,且导致安装架难以拆卸,使用不便的问题。
5.本发明的目的可以通过以下技术方案实现:
6.一种高强度自行车网篮的装配装置,包括金属件以及防锈涂层,所述金属件外表面设置有防锈涂层;
7.所述金属件包括第一组合管、第二组合管、防滑垫圈、安装座、安装板、连接套以及联动轴,所述第一组合管、第二组合管的一侧上均安装有安装座,所述安装座的一侧上安装有安装板,所述第一组合管的另一侧端部安装有连接套,所述第二组合管的另一侧端部安装有联动轴,所述第一组合管、第二组合管的内侧安装有防滑垫圈,所述安装板与安装座的底部安装有支撑板。
8.作为本发明进一步的方案:两个所述安装座相互远离的一侧均开设有安装槽,所述安装槽的内腔中螺纹连接有连接螺栓,两个所述安装板上均螺纹连接有固定螺栓,所述固定螺栓延伸至安装座的内部,所述联动轴的底部螺纹套接有限位套。
9.作为本发明进一步的方案:一种高强度自行车网篮的装配装置的生产工艺,包括以下步骤:
10.步骤一:将浓硫酸、1,5
‑
萘二酚加入至安装有搅拌器以及恒压滴液漏斗的三口烧瓶中,在室温以及搅拌速率为100
‑
200r/min的条件下搅拌至1,5
‑
萘二酚完全溶解,之后在温度为
‑5‑
0℃,搅拌速率为50
‑
150r/min的条件下边搅拌边逐滴加入浓硝酸,控制滴加速率
为1滴/s,滴加完毕后继续搅拌20
‑
30min,之后边搅拌边升温至25
‑
30℃,控制升温速率为1
‑
3℃/min,之后恒温搅拌反应2
‑
3h,反应结束后将反应产物进行冰水淬灭反应,真空抽滤,将滤饼用蒸馏水洗涤至中性,之后将滤饼真空干燥20
‑
30h,得到中间体1;
11.反应原理如下:
[0012][0013]
步骤二:将中间体1、甲醇溶液加入至安装有搅拌器的三口烧瓶中,在室温以及搅拌速率为300
‑
400r/min的条件下搅拌20
‑
30min,之后加入甲酸铵和钯碳,之后继续搅拌反应15
‑
20h,反应结束后将反应产物真空抽滤,将滤液旋转蒸发,之后真空干燥至恒重,得到中间体2;
[0014]
反应原理如下:
[0015][0016]
步骤三:将中间体2、丁二酸酐以及无水乙醇加入至安装有搅拌器以及回流冷凝管的三口烧瓶中,在室温以及搅拌速率为300
‑
500r/min的条件下搅拌20
‑
30min,之后升温至回流,恒温反应10
‑
15h,反应结束将反应产物真空干燥至恒重,得到中间体3;
[0017]
反应原理如下:
[0018]
[0019]
步骤四:将中间体3、n,n
‑
二甲基甲酰胺加入至安装有搅拌器的三口烧瓶中,在室温以及搅拌速率为300
‑
400r/min的条件下搅拌20
‑
30min,之后升温至80
‑
85℃,逐滴加入溶解有对苯二酚的甲基丙烯酸,控制滴加速率为1滴/s,滴加完毕后继续搅拌反应6
‑
8h,反应结束后将反应产物旋转蒸发,得到中间体4;
[0020]
反应原理如下:
[0021][0022]
步骤五:将中间体4、四氢呋喃加入至安装有搅拌器、恒压滴液漏斗以及回流冷凝管的四口烧瓶中,之后加入对苯二酚作为阻聚剂,在温度为90
‑
140℃以及搅拌速率为300
‑
500r/min的条件下搅拌10
‑
30min,之后边搅拌边逐滴加入全氟己基乙基醇,控制滴加速率为1滴/s,滴加完毕后恒温搅拌反应6
‑
8h,反应结束后将反应产物旋转蒸发,得到中间体5;
[0023]
反应原理如下:
[0024][0025]
步骤六:将混合溶剂、中间体5、丙烯酸丁酯、甲基丙烯酸甲酯、丙烯酸羟丙酯以及过氧化苯甲酰加入至安装有搅拌器以及回流冷凝管的四口烧瓶中,在温度为80
‑
82℃以及搅拌速率为500
‑
800r/min的条件下搅拌反应5
‑
7h,反应结束后将反应产物冷却至室温,得到防锈乳液;
[0026]
反应原理如下:
[0027][0028]
步骤七:将防锈乳液、消泡剂、流平剂以及分散剂混合均匀,得到防锈涂料;
[0029]
步骤八:将用于装配高强度自行车网篮的装配装置的金属件依次用无水乙醇和清水洗涤2
‑
3次,经过烘干后均匀喷涂防锈涂料,室温放置直至表干,然后烘干,得到表面含有防锈涂层的金属件;
[0030]
步骤九:将表面含有防锈涂层的金属件组装成型,得到该高强度自行车网篮的装配装置。
[0031]
作为本发明进一步的方案:步骤一中的所述浓硫酸、1,5
‑
萘二酚以及浓硝酸的用量比为100ml:16g:15ml,所述浓硫酸的质量分数为98%,所述浓硝酸的质量分数为68%。
[0032]
作为本发明进一步的方案:步骤二中的所述中间体1、甲醇溶液、甲酸铵和钯碳的
用量比为2.0g:40ml:1.5g:0.1g,所述甲醇溶液的质量分数为90%,所述钯碳的钯含量5
‑
10%。
[0033]
作为本发明进一步的方案:步骤三中的所述中间体2、丁二酸酐以及无水乙醇的用量比为0.05mol:0.1mol:50ml。
[0034]
作为本发明进一步的方案:步骤四中的所述中间体3、n,n
‑
二甲基甲酰胺、对苯二酚以及甲基丙烯酸的用量比为0.05mol:50ml:0.1
‑
0.3g:0.1mol。
[0035]
作为本发明进一步的方案:步骤五中的所述中间体4、四氢呋喃、对苯二酚以及全氟己基乙基醇的用量比为0.01mol:100ml:0.1
‑
0.3g:0.022mol。
[0036]
作为本发明进一步的方案:步骤六中的所述混合溶剂、中间体5、丙烯酸丁酯、甲基丙烯酸甲酯、丙烯酸羟丙酯以及过氧化苯甲酰的用量比为100
‑
200ml:6.34g:25.78g:13.27g:8.89g:0.5g,所述混合溶剂为乙二醇丁醚醋酸酯、乙酸丁酯按照质量比1:1的混合物。
[0037]
作为本发明进一步的方案:步骤七中的所述防锈乳液、消泡剂、流平剂以及分散剂的质量比为50
‑
70:0.2
‑
0.5:0.1
‑
0.3:0.1
‑
0.3,所述消泡剂为聚硅氧烷消泡剂,所述流平剂为丙烯酸类流平剂,所述分散剂为氧化聚乙烯蜡类分散剂。
[0038]
本发明的有益效果:
[0039]
本发明的一种高强度自行车网篮的装配装置,通过将第二组合管上的联动轴插入至第一组合管上的连接套中,将限位套旋接到联动轴的底端,形成可以开合的组合管,将其套设在自行车车架上,之后利用连接螺栓将两个安装座连接,防滑垫圈与自行车车架紧密连接,之后将自行车网篮放置于支撑板上,利用固定螺栓将自行车网篮固定在安装板上;该装配装置为组合式,通过第一组合管和第二组合管利用防滑垫圈夹持安装在自行车车架上,能够改变夹持直径从而适用于不同类型的自行车,而且该装配装置通过夹持以及螺栓连接,能够简单且快速地进行安装与拆卸,使用方便,通过安装板安装、支撑板支撑能够对网篮进行多方位固定,避免其变形,而且增加其承受力;该装配装置上设置有防锈涂层,防锈涂层覆盖金属件所有暴露于空气中的表面,能够有效的隔绝空气,而且该防锈涂层本身具有憎水性,良好的耐水、耐酸以及耐碱性能,难以损坏,从而能够对金属件长期有效的保护,进而维持高强度自行车网篮的装配装置的各项性能。
[0040]
该装配装置的生产工艺中,首先制备了一种防锈涂料,通过浓硫酸与浓硝酸将1,5
‑
萘二酚进行硝化,形成中间体1,之后利用甲酸铵和钯碳将中间体1上的硝基还原形成氨基,得到中间体2,之后氨基较羟基活泼,与丁二酸酐反应,生成中间体3,之后中间体3上的羟基与甲基丙烯酸反应,引入碳碳双键,生成中间体4,中间体4上的羧基之后与全氟己基乙基醇反应,引入c
‑
f键,得到中间体5,之后中间体5、丙烯酸丁酯、甲基丙烯酸甲酯、丙烯酸羟丙酯聚合形成高分子的防锈乳液,最终与消泡剂、流平剂以及分散剂混合均匀,制备形成防锈涂料,该防锈涂料固化后形成涂层能够对空气进行有效的隔绝,而且该防锈乳液上含有大量的c
‑
f键,氟是周期表所有元素中电负性最强的元素,c
‑
f键键长短,键能高,因此,含有大量c
‑
f键的化合物分子间凝聚力非常小,使化合物表面的自由能显著降低,从而形成了很难被各种液体润湿、附着的特有性质,表现出优异的疏水疏油性,表现出良好的耐水、耐酸以及耐碱性能。
附图说明
[0041]
下面结合附图对本发明作进一步的说明。
[0042]
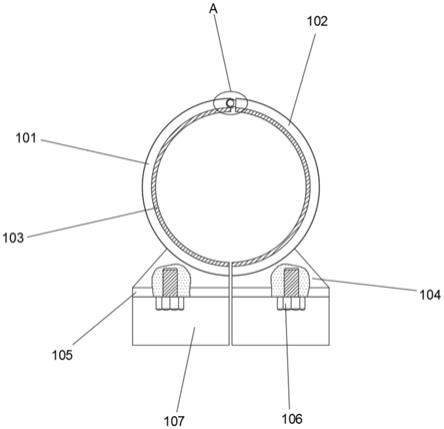
图1是本发明中一种高强度自行车网篮的装配装置的俯视图;
[0043]
图2是本发明中图1中a处的放大示意图;
[0044]
图3是本发明中一种高强度自行车网篮的装配装置的侧视图。
[0045]
图中:101、第一组合管;102、第二组合管;103、防滑垫圈;104、安装座;105、安装板;106、固定螺栓;107、支撑板;108、连接套;109、联动轴;110、限位套;111、安装槽;112、连接螺栓;113、防锈涂层。
具体实施方式
[0046]
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0047]
实施例1:
[0048]
请参阅图1
‑
3所示,本实施例为一种高强度自行车网篮的装配装置,包括金属件以及防锈涂层113,金属件外表面设置有防锈涂层113;
[0049]
金属件包括第一组合管101、第二组合管102、防滑垫圈103、安装座104、安装板105、连接套108以及联动轴109,第一组合管101、第二组合管102的一侧上均安装有安装座104,安装座104的一侧上安装有安装板105,第一组合管101的另一侧端部安装有连接套108,第二组合管102的另一侧端部安装有联动轴109,第一组合管101、第二组合管102的内侧安装有防滑垫圈103,安装板105与安装座104的底部安装有支撑板107。
[0050]
两个安装座104相互远离的一侧均开设有安装槽111,安装槽111的内腔中螺纹连接有连接螺栓112,两个安装板105上均螺纹连接有固定螺栓106,固定螺栓106延伸至安装座104的内部,联动轴109的底部螺纹套接有限位套110。
[0051]
实施例2:
[0052]
请参阅图1
‑
3所示,一种高强度自行车网篮的装配装置的生产工艺,包括以下步骤:
[0053]
步骤一:将100ml质量分数为98%的浓硫酸、16g1,5
‑
萘二酚加入至安装有搅拌器以及恒压滴液漏斗的三口烧瓶中,在室温以及搅拌速率为100r/min的条件下搅拌至1,5
‑
萘二酚完全溶解,之后在温度为
‑
5℃,搅拌速率为50r/min的条件下边搅拌边逐滴加入15ml质量分数为68%的浓硝酸,控制滴加速率为1滴/s,滴加完毕后继续搅拌20min,之后边搅拌边升温至25℃,控制升温速率为1℃/min,之后恒温搅拌反应2h,反应结束后将反应产物进行冰水淬灭反应,真空抽滤,将滤饼用蒸馏水洗涤至中性,之后将滤饼真空干燥20h,得到中间体1;
[0054]
步骤二:将2.0g中间体1、40ml质量分数为90%的甲醇溶液加入至安装有搅拌器的三口烧瓶中,在室温以及搅拌速率为300r/min的条件下搅拌20min,之后加入1.5g甲酸铵和0.1g钯含量5%的钯碳,之后继续搅拌反应15h,反应结束后将反应产物真空抽滤,将滤液旋转蒸发,之后真空干燥至恒重,得到中间体2;
[0055]
步骤三:将0.05mol中间体2、0.1mol丁二酸酐以及50ml无水乙醇加入至安装有搅拌器以及回流冷凝管的三口烧瓶中,在室温以及搅拌速率为300r/min的条件下搅拌20min,之后升温至回流,恒温反应10h,反应结束将反应产物真空干燥至恒重,得到中间体3;
[0056]
步骤四:将0.05mol中间体3、50mln,n
‑
二甲基甲酰胺加入至安装有搅拌器的三口烧瓶中,在室温以及搅拌速率为300r/min的条件下搅拌20min,之后升温至80℃,逐滴加入溶解有0.1g对苯二酚的0.1mol甲基丙烯酸,控制滴加速率为1滴/s,滴加完毕后继续搅拌反应6h,反应结束后将反应产物旋转蒸发,得到中间体4;
[0057]
步骤五:将0.01mol中间体4、100ml四氢呋喃加入至安装有搅拌器、恒压滴液漏斗以及回流冷凝管的四口烧瓶中,之后加入0.1g对苯二酚作为阻聚剂,在温度为90℃以及搅拌速率为300r/min的条件下搅拌10min,之后边搅拌边逐滴加入0.022mol全氟己基乙基醇,控制滴加速率为1滴/s,滴加完毕后恒温搅拌反应6h,反应结束后将反应产物旋转蒸发,得到中间体5;
[0058]
步骤六:将100ml乙二醇丁醚醋酸酯、乙酸丁酯按照质量比1:1混合而成的混合溶剂、6.34g中间体5、25.78g丙烯酸丁酯、13.27g甲基丙烯酸甲酯、8.89g丙烯酸羟丙酯以及0.5g过氧化苯甲酰加入至安装有搅拌器以及回流冷凝管的四口烧瓶中,在温度为80℃以及搅拌速率为500r/min的条件下搅拌反应5h,反应结束后将反应产物冷却至室温,得到防锈乳液;
[0059]
步骤七:将50kg防锈乳液、0.2kg消泡剂、0.1kg流平剂以及0.1kg,分散剂混合均匀,得到防锈涂料;
[0060]
步骤八:将用于装配高强度自行车网篮的装配装置的金属件依次用无水乙醇和清水洗涤2次,经过烘干后均匀喷涂防锈涂料,室温放置直至表干,然后烘干,得到表面含有防锈涂层113的金属件;
[0061]
步骤九:将表面含有防锈涂层113的金属件组装成型,得到该高强度自行车网篮的装配装置。
[0062]
实施例3:
[0063]
请参阅图1
‑
3所示,一种高强度自行车网篮的装配装置的生产工艺,包括以下步骤:
[0064]
步骤一:将100ml质量分数为98%的浓硫酸、16g1,5
‑
萘二酚加入至安装有搅拌器以及恒压滴液漏斗的三口烧瓶中,在室温以及搅拌速率为200r/min的条件下搅拌至1,5
‑
萘二酚完全溶解,之后在温度为0℃,搅拌速率为150r/min的条件下边搅拌边逐滴加入15ml质量分数为68%的浓硝酸,控制滴加速率为1滴/s,滴加完毕后继续搅拌30min,之后边搅拌边升温至30℃,控制升温速率为3℃/min,之后恒温搅拌反应3h,反应结束后将反应产物进行冰水淬灭反应,真空抽滤,将滤饼用蒸馏水洗涤至中性,之后将滤饼真空干燥30h,得到中间体1;
[0065]
步骤二:将2.0g中间体1、40ml质量分数为90%的甲醇溶液加入至安装有搅拌器的三口烧瓶中,在室温以及搅拌速率为400r/min的条件下搅拌30min,之后加入1.5g甲酸铵和0.1g钯含量10%的钯碳,之后继续搅拌反应20h,反应结束后将反应产物真空抽滤,将滤液旋转蒸发,之后真空干燥至恒重,得到中间体2;
[0066]
步骤三:将0.05mol中间体2、0.1mol丁二酸酐以及50ml无水乙醇加入至安装有搅
拌器以及回流冷凝管的三口烧瓶中,在室温以及搅拌速率为500r/min的条件下搅拌30min,之后升温至回流,恒温反应15h,反应结束将反应产物真空干燥至恒重,得到中间体3;
[0067]
步骤四:将0.05mol中间体3、50mln,n
‑
二甲基甲酰胺加入至安装有搅拌器的三口烧瓶中,在室温以及搅拌速率为400r/min的条件下搅拌30min,之后升温至85℃,逐滴加入溶解有0.3g对苯二酚的0.1mol甲基丙烯酸,控制滴加速率为1滴/s,滴加完毕后继续搅拌反应8h,反应结束后将反应产物旋转蒸发,得到中间体4;
[0068]
步骤五:将0.01mol中间体4、100ml四氢呋喃加入至安装有搅拌器、恒压滴液漏斗以及回流冷凝管的四口烧瓶中,之后加入0.3g对苯二酚作为阻聚剂,在温度为140℃以及搅拌速率为500r/min的条件下搅拌30min,之后边搅拌边逐滴加入0.022mol全氟己基乙基醇,控制滴加速率为1滴/s,滴加完毕后恒温搅拌反应8h,反应结束后将反应产物旋转蒸发,得到中间体5;
[0069]
步骤六:将200ml乙二醇丁醚醋酸酯、乙酸丁酯按照质量比1:1混合而成的混合溶剂、6.34g中间体5、25.78g丙烯酸丁酯、13.27g甲基丙烯酸甲酯、8.89g丙烯酸羟丙酯以及0.5g过氧化苯甲酰加入至安装有搅拌器以及回流冷凝管的四口烧瓶中,在温度为82℃以及搅拌速率为800r/min的条件下搅拌反应7h,反应结束后将反应产物冷却至室温,得到防锈乳液;
[0070]
步骤七:将70kg防锈乳液、0.5kg消泡剂、0.3kg流平剂以及0.3kg,分散剂混合均匀,得到防锈涂料;
[0071]
步骤八:将用于装配高强度自行车网篮的装配装置的金属件依次用无水乙醇和清水洗涤3次,经过烘干后均匀喷涂防锈涂料,室温放置直至表干,然后烘干,得到表面含有防锈涂层113的金属件;
[0072]
步骤九:将表面含有防锈涂层113的金属件组装成型,得到该高强度自行车网篮的装配装置。
[0073]
对比例1:
[0074]
对比例1与实施例2的不同之处在于,不添加中间体5。
[0075]
将实施例1
‑
2以及对比例1所形成的防锈涂层进行测试,检测方法如下:使用接触角测量仪对接触角进行测定;按国标《gb/t 9286
‑
1998色漆和清漆漆膜的划格实验》中规定的方法进行附着力的测定;按国标《gb/t 1733
‑
1993漆膜耐水性测定法》中规定的方法进行耐水性的测定;按国标《gb/t 9274
‑
1988色漆清漆耐液体介质测定》中规定的方法进行耐酸碱性的测定;检测结果如下表所示:
[0076][0077]
参阅上表数据,根据实施例与对比例1相比,可以得知使用添加中间体5所制成的防锈涂层附着力强,接触较大,且耐水、耐酸以及耐碱性能明显提升,有利于对高强度自行车网篮的装配装置有效地保护,能够延长该装配装置的使用寿命。
[0078]
请参阅图1
‑
3所示,本实施例中的一种高强度自行车网篮的装配装置的工作原理
如下:
[0079]
将第二组合管102上的联动轴109插入至第一组合管101上的连接套108中,将限位套110旋接到联动轴109的底端,形成可以开合的组合管,将其套设在自行车车架上,之后利用连接螺栓112将两个安装座104连接,防滑垫圈103与自行车车架紧密连接,之后将自行车网篮放置于支撑板107上,利用固定螺栓106将自行车网篮固定在安装板105上;该装配装置为组合式,通过第一组合管101和第二组合管102利用防滑垫圈103夹持安装在自行车车架上,能够改变夹持直径从而适用于不同类型的自行车,而且该装配装置通过夹持以及螺栓连接,能够简单且快速地进行安装与拆卸,使用方便;该装配装置上设置有防锈涂层113,防锈涂层113覆盖金属件所有暴露于空气中的表面,能够有效的隔绝空气,而且该防锈涂层113本身具有憎水性,良好的耐水、耐酸以及耐碱性能,难以损坏,从而能够对金属件长期有效的保护,进而维持高强度自行车网篮的装配装置的各项性能。
[0080]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0081]
以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。