1.本发明涉及螺母加工技术领域,具体为一种高强度钢制造六角螺母及其加工工艺。
背景技术:
2.紧固连接在重要的承力结构连接部位的应用中,对其安全性的要求越来越高,其中,对螺栓的重点紧固要求是高强度,对有需要配套螺母的主要紧固要求是防松能力。
3.螺母与螺栓是一种应用十分广泛的机械固定件。通常的螺母与螺栓配合固定机械部件时,由于机械的运动或震动,时间稍长,螺母容易松动、脱落,使被固定件产生移位或松动。轻则对机械部件造成损坏,重则可能造成故障或事故。
4.为此需要一种新型的螺母,来应对此问题。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种高强度钢制造六角螺母及其加工工艺,解决了上述背景技术中由于机械的运动或震动,时间稍长,螺母容易松动、脱落,使被固定件产生移位或松动的问题。
7.(二)技术方案
8.为实现以上目的,本发明通过以下技术方案予以实现:一种高强度钢制造六角螺母,包括多个六角板块,六个卡条和六个橡胶块,多个六角板块堆叠组成螺母基础,螺母基础六角均开设有卡槽,螺母基础相对于卡槽处开设有贯通的卡孔,卡条端部设有与卡孔相适配的凸起,所述卡条与卡槽卡接,螺母基础顶部绕轴线等角度开设有六个连接槽,所述橡胶块与连接槽一一对应,橡胶块插入连接槽内。
9.所述橡胶块底部设有用于和螺母基础插接的插条,橡胶块内开设有空腔,空腔内壁顶部设有插针,空腔内壁底部设有内部中空的金属球,金属球内有压缩空气,橡胶块靠近轴线一侧涂有树脂涂层,树脂涂层用于开设内螺纹。
10.一种高强度钢制造六角螺母的加工工艺,包括工作台,所述工作台前端连接有支架,支架顶部设有滑道,滑道滑动配合有连接板,连接板连接有加工组件,工作台与支架之间设有升降台,升降台顶部连接有力矩电机,所述力矩电机传动轴表面设有螺纹刀具,螺母固定在加工组件与支架之间,所述加工组件用于开设卡槽。
11.优选的,所述加工组件包括圆柱、压板、转盘、固定圈、电推杆一、纵向刀具和钻针,圆柱一侧与连接板连接,圆柱杆身与转盘套接,圆柱顶部与固定圈连接,固定圈位于转盘上方,所述电推杆一顶端与转盘侧边连接,电推杆一底端连接有基座,所述纵向刀具、钻针固定安装在基座底部,压板设在圆柱下方。
12.优选的,所述压板底部连接有六个限位棒,限位棒与螺母六个面一一对应,限位棒与螺母侧面抵触,所述圆柱杆身绕轴线等角度设有六个卡块,卡块与螺母六个角一一对应,
转盘内侧开设有与卡块相对应的嵌槽,卡块嵌入嵌槽内。
13.优选的,所述支架顶部开设有滑槽,滑槽与螺母其中一角对应,滑槽滑动配合有横向刀具。
14.优选的,所述螺纹刀具内部中空,出油孔表面开设有多个出油孔,螺纹刀具下端连通有导管,导管用于和注油机构连通。
15.优选的,还包括有顶板,顶板能够与连接板螺纹连接,顶板底部绕轴线等角度布置有支脚,顶板底部设有电推杆二,电推杆二下端设有钻头。
16.优选的,所述工作台后端设有模具,模具一侧铰接有盖板,模具顶部开设有铸型槽,铸型槽内设有隔片,隔片底部设有气垫。
17.优选的,所述工作台中央处设有隔板。
18.(三)有益效果
19.本发明提供了一种高强度钢制造六角螺母及其加工工艺。具备以下有益效果:
20.1、该高强度钢制造六角螺母,通过六角板块,卡条和橡胶块组成,利用插针与金属球配合,在受到剧烈震动时,插针刺破金属球,释放内部压缩空气,使得橡胶块慢慢鼓起,从而令带有内螺纹的树脂涂层紧贴螺栓,以此增加螺母与螺栓之间的牢固性,防止螺母与螺栓之间产生松动。
21.2、该高强度钢制造六角螺母的加工工艺,通过电推杆一伸长令纵向刀具,钻针下降,通过纵向刀具与横向刀具配合,从而切割出用于组成六角板块的卡槽和卡孔。通过在螺旋刀具对螺母内壁进行切割,制作出用于和螺栓连接的内螺纹。通过出油孔和导管配合,令润滑油从出油孔溢出与内螺纹接触。从而起到对螺母内壁进行润滑打磨的目的。
附图说明
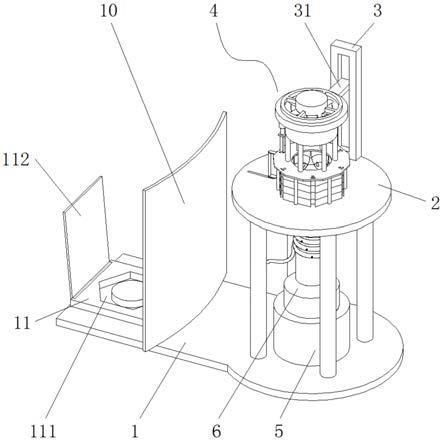
22.图1为本发明结构立体图;
23.图2为本发明加工组件结构示意图;
24.图3为本发明加工组件结构展示图;
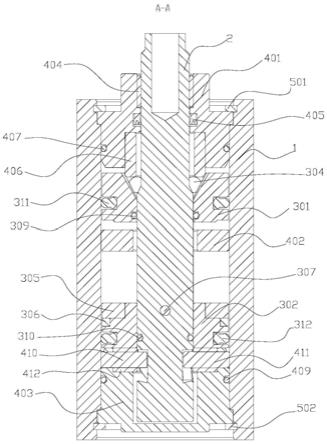
25.图4为本发明螺纹刀具结构示意图;
26.图5为本发明局部结构剖视图;
27.图6为本发明顶板结构示意图;
28.图7为本发明螺母结构爆炸图;
29.图8为本发明橡胶块内部结构示意图。
30.图中:1工作台、2支架、21滑槽、22横向刀具、3滑道、31连接板、4加工组件、41圆柱、411卡块、42压板、421限位棒、43转盘、431嵌槽、44固定圈、5升降台、6力矩电机、7螺纹刀具、71出油孔、72导管、8电推杆一、81基座、82纵向刀具、83钻针、9顶板、91支脚、92电推杆二、93钻头、10隔板、11模具、111铸型槽、112盖板、113隔片、114气垫、12六角板块、121卡槽、122卡孔、13卡条、131凸起、14连接槽、15橡胶块、151空腔、152插针、153金属球、154压缩空气、155树脂涂层。
具体实施方式
31.本发明实施例提供一种高强度钢制造六角螺母及其加工工艺,如图1
‑
8所示,一种
高强度钢制造六角螺母,包括多个六角板块12,六个卡条13和六个橡胶块15,多个六角板块12堆叠组成螺母基础。螺母基础六角均开设有卡槽121。结合附图7可知,卡槽121由纵向部,横向部两部分组成,纵向部依次贯穿六角板块12,横向部分别位于最上方六角板块12顶部和最下方六角板块12底部。令整个卡槽121呈凹字型。
32.螺母基础相对于卡槽121处开设有贯通的卡孔122。卡条13端部焊接与卡孔122相适配的凸起131。卡条13嵌入卡槽121时凸起131嵌入卡孔122内。从而使得卡条13与卡槽121卡接。
33.通过改变堆叠六角板块12的数量,从而改变整个螺母的高度。以此制得高度尺寸不同的螺母。为此,还需要配备不同长度的卡条13。
34.螺母基础顶部绕轴线等角度开设有六个连接槽14。六个连接槽14与六角螺母的六个侧面一一对应。橡胶块15与连接槽14一一对应,橡胶块15插入连接槽14内。橡胶块15底部连接有用于和螺母基础插接的插条。插条与橡胶块15为一体成型。结合附图7可知连接槽14开设有供插条插入的通孔。
35.橡胶块15内开设有空腔151,空腔151内壁顶部固定粘接有插针152,空腔151内壁底部固定粘接有内部中空的金属球153。金属球153厚度极薄。金属球153内填充有压缩空气154。橡胶块15靠近轴线一侧涂有树脂涂层155,由于树脂涂层155质地相对坚硬,从而在树脂涂层上开设与螺栓连接有的内螺纹。
36.通过卡条13,六角板块12,橡胶块15配合组成一个完成的螺母。工作时,当螺母受到距离震动时,插针152会刺破金属球153,导致金属球153内部气体释放,气体释放后整个橡胶块15会渐渐鼓起,令橡胶块15树脂涂层紧贴螺栓。以此增加螺母与螺栓间的牢固性,防止发生松动。
37.一种高强度钢制造六角螺母的加工工艺,包括工作台1,工作台1前端焊接有支架2。支架2顶部焊接有滑道3,滑道3滑动配合有连接板31。连接板31固定安装有加工组件4,工作台1与支架2之间设有升降台5。升降台5与工作台1固定安装在一起。升降台5顶部螺纹固定有力矩电机6。力矩电机6传动轴表面焊接有螺纹刀具7,螺母固定在加工组件4与支架2之间,加工组件4用于开设卡槽121。
38.加工组件4包括圆柱41、压板42、转盘43、固定圈44、电推杆一8、纵向刀具82和钻针83。圆柱41一侧与连接板31螺纹连接。圆柱41杆身与转盘43套接,圆柱41顶部与固定圈44焊接。固定圈44位于转盘43上方。电推杆一8顶端与转盘43侧边焊接。电推杆一8底端焊接有基座81。纵向刀具82、钻针83固定安装在基座81底部。压板42焊接在圆柱41下方。纵向刀具82用于切割卡槽121的纵向部。
39.压板42底部螺纹连接有有六个限位棒421,限位棒421与螺母六个面一一对应,限位棒421与螺母侧面抵触。通过压板42与限位棒421配合,起到固定六角板块12的作用。
40.圆柱41杆身绕轴线等角度焊接六个卡块411。卡块411与螺母六个角一一对应,转盘43内侧开设有与卡块411相对应的嵌槽431,卡块411嵌入嵌槽431内。通过卡块411与嵌槽431配合,转动转盘43改变电推杆一8位置,从而依次对六角板块12的六角进行加工。
41.支架2顶部开设有滑槽21,滑槽21与螺母其中一角对应,滑槽21滑动配合有横向刀具22。
42.结合附图3可知,压板开设有与纵向刀具82,钻针83相适配的孔洞。工作时,多个六
角板块12堆叠好放在支架2上,接着向下移动圆柱41,令压板42压住多个六角板块12,限位棒421与六角板块12侧面抵触。接着启动电推杆一8和钻针83,电推杆一8向下伸长,纵向刀具82对六角板块12进行纵向切割,钻针83钻出卡孔122。
43.然后转动转盘43,令纵向刀具82、钻针83依次对六角板块12的六个角进行加工。接着,移动横向刀具22,横向刀具22对最上方六角板块12以及最下方六角板块12进行切割,从而切割出卡槽121的横向部。再接着,调整整个螺母位置,令未加工的角对准横向刀具22。
44.通过横向刀具22与纵向刀具配合,在堆叠的六角板块12上切割出卡槽121。
45.整个装置还包括有顶板9,顶板9能够与连接板31螺纹连接,顶板9底部绕轴线等角度焊接有支脚91。支脚91与螺母侧面抵触。支脚91作用与限位棒421作用相同,起到固定的效果。
46.顶板9底部焊接有电推杆二92,电推杆二92下端固定安装有钻头93。电推杆二92伸长带动钻头93下降,从而钻出连接孔14。之后借助电钻工具在连接孔14内进行二次打孔,以便于橡胶块15插入。由于这是常规技术手段,故具体结构不做详细描述。
47.螺纹刀具7用于在橡胶块15树脂涂层处切割处内螺纹。工作时,待螺母组装完成后,升降台5带动力矩电机6上升,同时力矩电机6缓慢带动螺纹刀具7缓慢旋转,刀具7穿过螺母中央,从而在树脂涂层155处形成内螺纹。
48.螺纹刀具7内部中空,出油孔71表面开设有多个出油孔71,螺纹刀具7下端连通有导管72,导管72用于和注油机构连通。注油机构是常规技术手段,故具体结构不作详细描述。通过出油孔71与导管72配合,在切割出内螺纹后,将润滑油主语螺纹刀具7内,润滑油从出油孔71溢出,从而对切割面起到润滑打磨的作用。
49.使得螺母与螺栓连接时更加顺畅。
50.上述钻针83,钻头93均是常规技术手段,故具体结构,电路布置等与现有技术相同,本方案未对其进行创新,故不作详细描述。
51.工作台1后端固定安装有模具11,模具11一侧铰接有盖板112,模具11顶部开设有铸型槽111,铸型槽111内放置有隔片113,隔片113底部固定粘接气垫114,气垫114连通有气泵。工作时,将原料倒入模具11的铸型槽111内,接着盖上盖板112。等冷却后形成六角板块12,然后气泵往气垫114内充气,气垫114膨胀带动隔片113上升,隔片将六角板块12从铸型槽111内顶出。
52.通过上述部件制得螺母组合用的零部件。工作台1中央处焊接隔板10。利用隔板10将工作台1分成两个工作区域。
53.工作原理:将多个六角板块12堆叠组成螺母基础,将螺母基础放在支架2上。连接板31先固定好顶板9,顶板9底部支脚固定好螺母基础。电推杆二92伸长带动钻头93下降,从而钻出连接孔14。接着,调整螺母基础角度,使得待加工部分对准钻头93,依次开设好全部连接孔14。之后借助电钻工具在连接孔14内进行二次打孔,以便于橡胶块15插入。
54.接着,卸下顶板9安装上圆柱41。圆柱41下滑使得压板42压住螺母基础,限位棒421与螺母基础侧面抵触。启动电推杆一8和钻针83,电推杆一8向下伸长,纵向刀具82对螺母基础进行纵向切割。钻针83钻出卡孔122。
55.然后,螺母基础的六个角均加工完毕后。移动横向刀具22,横向刀具22对最上方六角板块12以及最下方六角板块12进行切割。通过横向刀具22与纵向刀具82配合,在螺母基
础切割处卡槽121。
56.然后往螺母基础的连接孔14内安装橡胶块15,待螺母组装完成后。升降台5带动力矩电机6上升,同时力矩电机6缓慢带动螺纹刀具7缓慢旋转,刀具7穿过螺母中央,从而在树脂涂层155处形成内螺纹。
57.综上所述,该高强度钢制造六角螺母的加工工艺,通过电推杆一8伸长令纵向刀具82,钻针83下降,通过纵向刀具82与横向刀具83配合,从而切割出用于组成六角板块12的卡槽121和卡孔122。通过在螺旋刀具7对螺母内壁进行切割,制作出用于和螺栓连接的内螺纹。通过出油孔71和导管72配合,令润滑油从出油孔71溢出与内螺纹接触。从而起到对螺母内壁进行润滑打磨的目的。
58.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。