1.本发明属于切割装置的技术领域,特别是涉及一种智能矫正的切割装置及切割方法。
背景技术:
2.管状物体加工过程中,往往需要将管状物体先进行切割才能便于后续的焊接、抛光、打磨等工序。
3.传统的切割机床(无论激光切割或机械切割)通常是将管状物体一端夹紧,另一端被浮动托起支撑,然后在另一端处进行切割。而在切割时,管状物体长而且重,因此管状物体容易发生挠曲变形,从而导致在相同的条件下,切割得到的管状物体的长度不一致,导致无法做到统一化。
技术实现要素:
4.本发明为解决上述背景技术中存在的技术问题,提供一种智能矫正的切割装置及切割方法。
5.本发明采用以下技术方案:一种智能矫正的切割装置,包括:基座,设于基座一侧的立架;还包括:双向机构,设于所述基座上;切割机构,传动连接于所述双向机构;所述双向机构用于驱动切割机构沿基座的长度方向运动,以适用于不同长度的管状物体切割;定位机构,位于立架上远离切割机构的一端;所述双向机构还用于调节切割机构与定位机构的轴线之间的距离;至少一组矫正机构,传设于所述立架上;所述矫正机构在立架上沿基座的长度方向做往返运动;使用时,管状物体的活动端先固定于定位机构内,矫正机构从定位机构其向切割机构所在位置运动,对管状物体进行拉直矫正,待矫正机构移动到预定位置后,双向机构驱动切割机构移动到指定位置处对拉直矫正后的管状物体进行切割处理。
6.在进一步的实施例中,所述定位机构包括:安装件,竖向固定在所述立架上;柱体,垂直固定在所述安装件的中心位置处;所述柱体位于切割机构所在的一侧;套筒,活动套接于所述柱体上;所述套筒在靠近安装件的一端处沿其径向向外扩张预定厚度的安装部,所述安装部的外壁设置有至少两组夹持件;弹性件,调节与所述柱体上;所述弹性件的一端连接于套筒,另一端连接于安装件;使用时,管状物体的活动端与套筒相抵,并推动所述套筒向安装件所在的方向运动,安装部控制夹持件由分散状态转成聚拢状态,直至套筒与安装件相抵,夹持件夹持管状物体。
7.通过采用上述技术方案,对每次切割时管状物体的活动端进行定位,即每次计量切割长度时的起始点是相同的,在切割时仅需要将切割机构按需求进行定位,便可实现同
一批次的等长度切割。
8.在进一步的实施例中,所述夹持件包括:至少两组安装座,固定在所述安装件上;所述安装座上铰接有异形杆;连杆,一端铰接于所述安装部;另一端铰接于所述异形杆的一端;所述异形杆的另一端上铰接有夹持部,所述夹持部的内壁设置为纹路结构。
9.通过采用上述技术方案,夹持件是在管状物体的触发下实现夹紧,同时也可能通过夹持部的状态判断管状物体的活动端所在的位置,根据判断结果执行下一道工序,省时。
10.在进一步的实施例中,所述矫正机构包括:连接框,其内部设置有容纳腔;定位轮,安装在所述容纳腔的内部;滚动轮,设于所述容纳腔内且位于所述定位轮的顶部;所述定位轮与滚动轮之间形成矫正空间,所述矫正空间用于穿插管状物体。
11.通过采用上述技术方案,形成的矫正空间用于容纳管状物体并夹持,以偶定的矫正机构对管状物体进行有效的拉直。
12.在进一步的实施例中,所述矫正机构为至少两组,定义其中一组矫正机构为第一矫正机构,其他的矫正机构均为第二矫正机构;则为第一矫正机构固定在定位机构处并与定位机构之间存在预定距离,且位于切割机构所在的方向。
13.通过采用上述技术方案,第一矫正机构用于加强对管状物体活动端的夹持固定,避免出现当第二矫正机构处于拉直工作状态时,将管状物体从定位机构中的拔出,影响切割长度的精度。
14.在进一步的实施例中,第一矫正机构中的定位轮为固定安装在所述容纳腔内,且滚动轮同样为固定安装;第二矫正机构中的定位轮为可转动且活动安装在所述容纳腔内,且滚动轮同样为可转动安装。
15.通过采用上述技术方案,第一矫正机构中的定位轮和滚动轮均为固定安装,其目的是为起到固定的作用;而第二矫正中的定位轮和滚动轮均为可转动的安装,其目的是为在第二矫正机构移动的过程,降低定位轮、滚动轮与管状物体之间的摩擦,避免对管状物体造成损坏。
16.在进一步的实施例中,所述滚动轮与连接框之间通过微调组件连接,所述微调组件用于调整滚动轮与定位轮之间的相对距离,使形成的矫正空间适用于不同尺寸的管状物体。
17.在进一步的实施例中,所述定位轮包括:放置部,沿轴向安装在连接轴上;所述连接轴安装在连接框内;两组呈镜像设置在所述放置部两端的锥台,所述锥台的外径由远离放置部一端至放置部呈依次减少的趋势;所述放置部的长度为锥台高度的1/12~1/10。
18.通过采用上述技术方案,采用截面大小渐变的形式,适用于不同大小的管状物体的夹持,增加使用范围。
19.在进一步的实施例中,
所述滚动轮包括:至少一组轮体,所述轮体的外表面设置有向内凹陷预定形状的卡槽;当轮体为至少两个时,每个轮体上的卡槽的结构相同但是大小不等。
20.通过采用上述技术方案,将滚动轮进行分档处理,其目的是为了使滚动轮适用于同大小的管状物体的夹持,增加使用范围。
21.使用如上所述的切割装置的切割方法,包括以下步骤:步骤一、装置处于初始状态:切割机构位于远离立架所在的位置处,定位机构中的夹持件处于张弛的状态,且每组矫正机构中的定位轮与滚动轮之间的距离相对较大;且第一矫正机构、至少一个第二矫正机构依次排列在定位机构处;步骤二、将管状物体依次穿过矫正机构和定位机构,最后管状物体的活动端与定位机构中的套筒相抵,并持续向定位机构所在的位置移动,直至套筒与安装件相抵,夹持件又扩散状态转化为聚拢状态,对管状物体的活动端进行夹紧;步骤三、调整第一矫正机构内的微调组件,通过滚动轮与定位轮的相互作用,对管状物体的临近活动端的位置处进行夹紧;步骤四、调整第二矫正机构内的微调组件,通过滚动轮与定位轮的相互作用,对管状物体的临近活动端的位置处进行夹紧;步骤五、多个第二矫正机构一起向切割机构所在的位置处移动,且每个第二矫正机构都有预定的位置处,所述预定位置分别位于切割机构与定位机构之间;移动的过程即是对管状物体的拉直的过程;步骤六、开启双向机构,将切割机构转移到指定位置处进行切割;此时的切割机构与其中任何一个第二矫正机构相邻近,且切割机构位于定位机构的反方向。
22.本发明的有益效果:本发明通过设置定位机构在每次切割之前对管状物体的活动端进行定位并固定,然后再通过矫正机构从定位机构所在的位置处向切割机构所在的位置处移动,移动的过程中对管状物体起到拉直的作用,同时达到预定位置后对管状物体起到支撑的作用,避免出现变形。在各发面的管控下,管状物体不会出现挠曲变形,保证了每组的切割长度均一致,提高了切割的精度和质量的把控。
附图说明
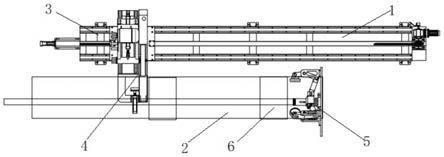
23.图1为本实施例的智能矫正的切割装置的俯视图。
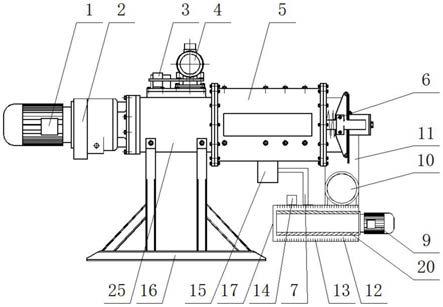
24.图2为本实施例的定位机构的结构示意图。
25.图3为本实施例的第一矫正机构的结构示意图。
26.图4为本实施例的微调组件的剖视图。
27.图1至图4中的各标注为:基座1、立架2、双向机构3、切割机构4、定位机构5、矫正机构6、微调组件7、安装件501、套筒502、安装部503、弹性件504、安装座505、异形杆506、连杆507、夹持部508、连接框601、容纳腔602、定位轮603、滚动轮604、放置部605、锥台606、轮体607、卡槽608、固定轴609、连接件701、连接块702、旋转套703、螺纹柱704、限位块705、限位槽706。
具体实施方式
28.下面结合附图说明和实施例对本发明做进一步的描述。
29.目前使用的切割装置一般包括切割机构4、位于切割机构4处的定位机构5,在切割之前先通过定位机构5将待处理的管状物体进行定位,其目的是为了避免切割时出现滑动或者防止切割时管状物体发生自转,最终导致切面不平整。但是在实际切割时,当管状物体固定在定位机构5上时,位于定位机构5两侧的管状物体在重力的作用下,处于下弯的状态,从而无法准确的判断和对比切割的长度。故也有在定位机构5的一侧设置有固定机构,其目的是为了通过定位机构5和固定机构将管状物体在一定间隔内进行固定,降低其弯曲的程度,但是并没有从根源上解决问题。同时在放置管状物体时,并没能对管状物体进行可重复性的定位,换句话说就是,每次管状物体摆放时暴露在固定机构或者定位机构5外的长度很难保持一致,最终导致切割的长度仍存在不一致的问题。
30.为了解决上述问题,本实施例公开了一种智能矫正的切割装置,如图1所示,包括基座1和位于基座1一侧的立架2,且基座1和立架2为平行设置。其中,基座1上设置有双向机构3,双向机构3上传动连接有切割机构4。在本实施例中,双向机构3包括沿基座1长度设置的x轴向传动组件,以及传动连接于x轴传动组件的y轴传动组件(定义基座1长度所在的方向为x轴向,则基座1宽度所在的方向为y轴向)。在本实施例中,x轴传动组件和y轴传动组件可以采用螺纹螺杆传动,或者齿轮齿条等其他传动方式,在此不做赘述。
31.立架2上设置有定位机构5,且定位机构5位于远离切割机构4的一端,定位机构5用于对管状物体的活动端进行固定,且定位机构5是固定在立架2上的,不会发生移动,换句话说就是在任何一次切割前,管状物体的活动端所在的位置是始终不变的,后期切割时仅需要根据长度调整切割机构4所在的位置即可。具体的调整方式如下:通过x轴向传动组件实现切割机构4在基座1长度方向的往返运动,实现不同长度的管状物体切割。换言之,当需要切割的长度较长时,则通过x轴向传动组件驱动切割机构4,使切割机构4远离定位机构5,此时切割机构4与定位机构5之间的距离与所需长度相近,接来的同组切割就将切割机构4抱持在当前的位置的即可。反之,当需要切割的长度较短时,则通过x轴向传动组件驱动切割机构4,使切割机构4靠近定位机构5,此时切割机构4与定位机构5之间的距离与所需长度相近。
32.且为了使切割机构4在沿x轴向移动时不受其他部件的干扰,因此通过y轴传动组件调节切割机构4与定位机构5的轴线之间的距离。使用时,当切割机构4处于移动状态时,则优先通过y轴传动组件将切割机构4与定位机构5的轴线之间距离(即y轴向的间距)调大,当需要切割时,则再次启动过y轴传动组件将切割机构4与定位机构5的轴线之间距离(即y轴向的间距)变小便于切割。
33.在安装管状物体时,将管状物体的活动端卡接在定位机构5内,而此时为与切割机构4与定位机构5之间的管状物体在重力的作用下处于弯曲的状态,因此本实施例做了以下改进:在立架2上设置有沿x轴向移动的至少一组矫正机构6。即矫正机构6在立架2上沿基座1的长度方向做往返运动;使用时,管状物体的活动端先固定于定位机构5内,矫正机构6从定位机构5其向切割机构4所在位置运动,对管状物体进行拉直矫正,待矫正机构6移动到预定位置后,双向机构3(x轴传动组件和y轴传动组件)驱动切割机构4移动到指定位置处对拉直矫正后的管状物体进行切割处理。
34.当矫正机构6为一组时,矫正机构6在管状物体的活动端固定于定位机构5后,矫正机构6从定位机构5所在的位置处移动到切割机构4所在的位置处,在这个过程中,将管状物
体拉直。需要说明的是,当需要切割的长度较短时,选用1
‑
2个矫正机构6;但是当需要切割的长度较长时,选用至少两组矫正机构6,且在拉直的过程中,矫正机构6分别按照一定的间隔分布在切割机构4与定位机构5之间,对管状物体起到一定程度上的支撑作用,避免出现因管状物体过重、过长造成的弯曲。
35.基于上述结构,管状物体的活动端的定位是后期精确切割的基础,因此多活动端的精确定位显得格外的重要。如图2所示,在本实施例中使用的定位机构5包括:竖向固定在立架2上的安装件501,在本实施例中安装件501为安装板即可。在安装板的轴线位置处垂直固定一柱体,且在柱体位于切割机构4所在的一侧。柱体上活动套接有套筒502,套筒502靠近切割机构4的一端用于与管状物体相抵,另一端的外边缘处则设置有安装部503。安装部503为沿套筒502的径向向外扩张预定厚度的环形凸起。并在安装部503的外壁设置有至少两组夹持件,优选为三组夹持件。位于套筒502与安装板之间的立柱上套接有弹性件504,在本实施例中弹性件504为压缩弹簧。压缩弹簧的一端连接于套筒502,另一端连接于安装件501。
36.使用时,管状物体的活动端与套筒502相抵,并推动所述套筒502向安装件501所在的方向运动,安装部503控制夹持件由分散状态转成聚拢状态,直至套筒502与安装件501相抵(肉眼可见的,即可判断出管状物体的活动端已到预定的位置处),夹持件夹持管状物体。且同一管径的管状物体的判断标准是一致的,只要出现套筒502与安装件501相抵就能说明活动端已到预定的位置处。该装置既能起到夹持固定的作用,有对活动端是否达到预定的位置处有着很好的判断的提示。
37.为了更好的阐述上述机构中的夹持件,夹持件包括:三组安装座505,均匀分布在安装板上,且安装座505上铰接有异形杆506,在本实施例中异形杆506为v型,如图所示。还包括:铰接在安装部503与异形杆506之间的连杆507;异形杆506的顶部铰接有夹持部508,且夹持部508的内壁设置为纹路结构。
38.在使用时,在管状物体的抵压下,套筒502向安装板所在的位置移动,在移动的过程中,安装部503也向安装板所在的位置移动,即连杆507与安装部503铰接的一端同样向安装板所在的位置移动,则连杆507的另一端相对翘起并驱动异形杆506的底部外扩,则相对的异形杆506的顶部内聚并夹持,且夹持部508是铰接在异形杆506上的,故夹持部508的夹持方向直接由管状柱体所在的位置、大小决定,不需要更换,灵活度高。当套筒502与安装板相抵后,夹持部508与管状物体夹紧。
39.基于上述结构,将活动端固定后,在切割前仅需要保证管状物体处于拉直的状态即可,因此使用了可移动的矫正机构6。但是在使用矫正机构6时,其实是对管状物体有着一定的拉力,而这个拉力如果控制不好是会存在将管状物体从定位机构5中拉出,导致活动端的位置出现变动(因为本实施例中定位机构5时通过管状物体触发管套实现夹持的,只要管状物体与管套的抵压稍有松懈,夹持部508就会松弛,起到夹持的效果)。故申请人做了以下改进:矫正机构6为至少两组,在本实施例中选用三组矫正机构6。为了更好的理解,定义其中一组矫正机构6为第一矫正机构6,其他的两组矫正机构6均为第二矫正机构6。且第一矫正机构6固定在定位机构5处并与定位机构5之间存在预定距离,且位于切割机构4所在的方向。即第一矫正机构6的设置是为了避免出现第二矫正机构6在拉直矫正时,管状物体的被拉出的现象。
40.在进一步的实施例中,第一矫正机构6包括:连接框601,连接框601传动连接于输送组件,本实施例中的输送组件用于实现连接框601在x轴上的移动,即输送组件沿立架2的长度方向安装在立架2上,且输送组件采用螺纹螺杆传动,在此不做赘述。连接框601的内部为镂空结构形成容纳腔602,容纳腔602的内部固定设置有横向的连接轴,连接轴上固定套接有定位轮603,并在定位轮603的上方设置有微调组件7,所述微调组件7的底部传动连接有滚动轮604,滚动轮604与定位轮603之间存在预定的间隙形成矫正空间,矫正空间用于穿过管状物体,微调组件7则是用于调节滚动轮604所在的高度,即调节矫正空间的大小。且为了起到固定的作用,因此滚动轮604是不会发生自转的(极为固定安装)。
41.在进一步的实施例中,第一矫正机构6是用于辅助固定活动端,因此对滚动轮604和定位轮603的要求是固定安装。而第二矫正机构6是用于拉直管状物体的,因此如果也采用固定的滚动轮604和定位轮603,如果矫正空间较大与管状物体并没有直接的接触,则无法作用的管状物体;反之如果矫正空间较小,虽然对管状物体有着一定的作用力,但是在拉直时摩擦力大,不仅仅对容易迫使管状物体的活动端移动,还会对管状物体造成破损。因此申请人针对第二矫正机构6中的滚动轮604和定位轮603做了以下的改进:第二矫正机构6的中的滚动轮604和定位轮603均为可转动的,即定位轮603可转动的安装在连接轴上,滚动轮604可转动的安装在微调组件7的底部,其他部件均与第一矫正机构6相同,故不做赘述。在使用时,当第二矫正机构6中的连接框601在输送组件的作用下移动,当摩擦力较大时,滚动轮604和定位轮603发生自转降低摩擦,同时不会影响到对管状物体的拉直。
42.基于上述描述,当摩擦力大时,管状物体是会反作用于滚动轮604或者定位轮603,而定位轮603的连接轴是不会发生移动的,但是滚动轮604是与微调组件7传动连接的,因此如果微调组件7不能在一定程度上起到定位的作用,则后期矫正空间会逐渐增大,对管状物体的限制则越来越小。因此为了解决这一技术问题,微调组件7包括:调节块,调节块的底部安装有固定轴609,固定轴609上则套接有滚动轮604。其中调节块的顶部可转动的安装有连接块702。还包括连接件701,安装在连接框601上,连接件701的内部开始有柱状的中空结构,中空结构的内部设置有旋转套703,旋转套703的内壁上设置有内螺纹,旋转套703内穿插有螺纹柱704,螺纹柱704与旋转套703之间通过内外螺纹传动连接,连接块702可转动的安装在旋转套703的底部。并在连接件701的中空结构处设置有向外凹陷的限位槽706,对应的在旋转套703的外壁设置有限位块705,限位块705与限位槽706之间为过盈配合。
43.使用时,通过转动螺纹柱704,螺纹柱704与旋转套703之间的为螺纹连接,且在限位块705与限位槽706的作用下,驱动旋转套703沿其长度方向发生移动,则连接块702驱动固定轴609和固定轴609上的滚动轮604移动,从而实现矫正空间大小的调节。反之当管状物体反作用于滚动轮604时,由于与调节块与连接块702之间为可转动连接,且连接块702与旋转套703之间同样为可转动连接,故在反向作用时,连接块702是无法给旋转套703施压旋转的作用力,因此起到反向锁紧的作用(只有转动螺纹柱704才能转动旋转套703)。
44.同样的为了适用于不同管径的管状物体,其中,定位轮603包括:放置部605,沿轴向安装在连接轴上;所述连接轴安装在连接框601内;两组呈镜像设置在所述放置部605两端的锥台606,所述锥台606的外径由远离放置部605一端至放置部605呈依次减少的趋势;所述放置部605的长度为锥台606高度的1/12~1/10。采用截面大小渐变的形式,适用于不同大小的管状物体的夹持,增加使用范围。
45.对应的,滚动轮604包括:至少一组轮体607,在本实施例中,选用两组轮体607。所述轮体607的外表面设置有向内凹陷预定形状的卡槽608;当轮体607为至少两个时,每个轮体607上的卡槽608的结构相同但是大小不等。卡槽608的两侧之间的距离从外之内逐渐变小。即每个卡槽608能够适用于一定范围内的管状物体,相邻卡槽608之间又能适用于另一个范围内的管状物体。故在本实施例中,滚动轮604为可调档位的轮,因此为了便于调档,滚动轮604在可自转的同时还能够沿固定轴609的长度方向移动,将滚动轮604进行分档处理,其目的是为了使滚动轮604适用于同大小的管状物体的夹持,增加使用范围。
46.使用如上所述的切割装置的切割方法,包括以下步骤:步骤一、装置处于初始状态:切割机构位于远离立架所在的位置处,定位机构中的夹持件处于张弛的状态,且每组矫正机构中的定位轮与滚动轮之间的距离相对较大;且第一矫正机构、至少一个第二矫正机构依次排列在定位机构处;步骤二、将管状物体依次穿过矫正机构和定位机构,最后管状物体的活动端与定位机构中的套筒相抵,并持续向定位机构所在的位置移动,直至套筒与安装件相抵,夹持件又扩散状态转化为聚拢状态,对管状物体的活动端进行夹紧;步骤三、调整第一矫正机构内的微调组件,通过滚动轮与定位轮的相互作用,对管状物体的临近活动端的位置处进行夹紧;步骤四、调整第二矫正机构内的微调组件,通过滚动轮与定位轮的相互作用,对管状物体的临近活动端的位置处进行夹紧;步骤五、多个第二矫正机构一起向切割机构所在的位置处移动,且每个第二矫正机构都有预定的位置处,所述预定位置分别位于切割机构与定位机构之间;移动的过程即是对管状物体的拉直的过程;步骤六、开启双向机构,将切割机构转移到指定位置处进行切割;此时的切割机构与其中任何一个第二矫正机构相邻近,且切割机构位于定位机构的反方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。