1.本发明属于风力机叶片技术领域,具体涉及一种风力机叶片后缘补强性修复方法。
背景技术:
2.由于风力机的运行环境复杂,风电机组故障所引发的安全事故日渐增多,风电机组频发故障不仅会造成风力机出力性能不足,风电场运营产能效率低下,同时也会增加风力机停机损失与运维成本。叶片是导致风力机停机时间最长、停机概率最大、维修成本最高的部件。目前,国内在役风力机叶片基本采用迎风面和背风面独立制作,再通过结构胶合模粘接后固化成型。此时,叶片前缘、腹板与壳体连接区域和叶片后缘都属于粘接连接,叶片后缘是承担摆振载荷和疲劳载荷的重要区域,后缘粘接区域容易产生多种形式的运行损伤,其中粘接开裂是最主要的后缘失效损伤类型。
3.随着叶片服役年限的增加,隐藏在叶片内部的缺陷逐渐产生疲劳损伤。这些损伤如果不能及时地得到修复,将危及叶片和整机的服役安全,甚至可能引发极大的经济损失和运行风险。目前在役风力机叶片受叶片外形、制造公差和铺层干涉等影响,叶片后缘大闭室空腔结构成为叶片疲劳损伤的薄弱区域。叶片后缘的整体结构受闭室抗扭转剪切变形和后缘合模粘接性能影响,胶接连接的粘接部分更是损伤敏感的集中区域。后缘粘接区域不能达到预期的使用寿命,产生各种运行损伤,造成停机、修复甚至是更换叶片。针对运行环境复杂的风力机叶片后缘开裂修复方法的研究是非常有意义的,而目前,国内外还没有一种后缘开裂损伤的成熟修复方法。
技术实现要素:
4.本发明的目的是提供一种风力机叶片后缘补强性修复方法,解决现有技术空白,突破风力机叶片后缘维修的技术难题。
5.为实现上述目的,本发明采用如下技术方案。
6.一种风力机叶片后缘补强性修复方法,其特征在于,叶片迎风面和背风面两面壳体合模粘接成型方式的预制粘接法兰的大厚度钝后缘、预制泡沫楔形块的过渡后缘和直接粘接的尖后缘,这三种后缘形式的粘接开裂损伤,制定了每种后缘形式的关键修复参数,采用结构胶注入和外补强层贴补法的补强性维修方法;其中大厚度钝后缘(过渡后缘)的粘接开裂损伤修复受预制法兰宽度(预制泡沫楔形块宽度)、法兰边缘转角(楔形块边缘转角)和预制法兰厚度(楔形块厚度)约束,而尖后缘的后缘空腔较薄,不需要预埋结构可实现直接粘接;这种叶片后缘粘接开裂损伤的结构胶注入和外补强层贴补法的修复参数包括胶接搭接宽度、胶接厚度、胶接长度、胶接接头斜面斜率、外补强层层数、外补强层宽度和外补强层长度。
7.进一步地,这种风力机叶片后缘补强性修复方法适用于叶片后缘结构胶粘接区域的粘接开裂损伤,这种修复方法为结构胶注入法修复结构胶,采用
±
45双轴向外补强层,应
用贴补法补强修复区域;这种风力机叶片迎风面和背风面两面壳体合模粘接成型,其成型方式为叶片前缘、后缘和腹板与壳体连接区域都采用结构胶粘接固化成型;此时的粘接轮廓线为前缘分模线和后缘分模线,对应于叶片各个剖面的前缘分模点和后缘分模点;对于风力机叶片后缘,影响粘接质量的主要结构铺层为迎风面和背风面的后缘梁、内蒙皮和外蒙皮,以及后缘合模粘接区域的结构胶。
8.进一步地,所述的风力机叶片后缘,沿叶片展长方向,包括了三种后缘形式:预制粘接法兰的大厚度钝后缘、预制泡沫楔形块的过渡后缘和直接粘接的尖后缘;这三种后缘形式的划分方法为:沿叶片展长方向的最大弦长区域至1/3叶片长度区域为预制粘接法兰的大厚度钝后缘,从1/3叶片长度至2/3叶片长度区域为预制泡沫楔形块的过渡后缘,从2/3叶片长度至叶尖区域为直接粘接的尖后缘。
9.进一步地,所述的风力机叶片预制粘接法兰的大厚度钝后缘,预制粘接法兰为6
±
4层
±
45双轴向纤维布预制成型,控制粘接质量;此时后缘粘接质量受预制法兰宽度、法兰边缘转角和预制法兰厚度的约束,影响着后缘修复参数:胶接搭接宽度、胶接厚度、胶接长度、外补强层层数、外补强层宽度和外补强层长度。
10.进一步地,所述的风力机叶片预制泡沫楔形块的过渡后缘,预制泡沫楔形块为4
±
2层
±
45双轴向纤维布包裹pvc泡沫块预制成型,这种后缘粘接质量受预制泡沫楔形块宽度、楔形块边缘转角和楔形块厚度的约束,影响着后缘修复参数:胶接搭接宽度、胶接厚度、胶接长度、外补强层层数、外补强层宽度和外补强层长度。
11.进一步地,所述的风力机叶片直接粘接的尖后缘,这种后缘粘接区域可以实现叶片两面壳体直接粘接,不需要任何预制结构辅助粘接,此时胶接厚度不再影响粘接修复,胶接接头斜面斜率影响粘接质量;尖后缘粘接开裂损伤修复参数为:胶接搭接宽度、胶接接头斜面斜率、胶接长度、外补强层层数、外补强层宽度和外补强层长度。
12.进一步地,上述的预制粘接法兰的大厚度钝后缘粘接开裂的6个修复参数控制为:胶接搭接宽度与原始叶片的预制法兰宽度相同;胶接厚度为12
±
6mm;胶接长度与原始叶片的钝后缘粘接开裂长度相同;外补强层层数为4
‑
6层;外补强层宽度比胶接搭接宽度宽100mm;外补强层长度相比后缘粘接开裂长度分别向叶根和叶尖方向长200mm。
13.进一步地,上述的预制泡沫楔形块的过渡后缘粘接开裂的修复参数控制为:胶接搭接宽度为原始叶片的预制法兰宽度增加50mm;胶接厚度为10
±
4mm;胶接长度与原始叶片的过渡后缘粘接开裂长度相同;外补强层层数为3
‑
5层;外补强层宽度比胶接搭接宽度宽100mm;外补强层长度相比后缘粘接开裂长度分别向叶根和叶尖方向长200mm。
14.进一步地,上述的直接粘接的尖后缘粘接开裂的修复参数控制为:胶接搭接宽度为200mm
±
50mm;胶接接头斜面斜率为1:5
‑
1:20;胶接长度与原始叶片的尖后缘粘接开裂长度相同;外补强层层数为2
‑
4层;外补强层宽度比胶接搭接宽度宽100mm;外补强层长度相比后缘粘接开裂长度分别向叶根和叶尖方向长200mm。
15.进一步地,所述的一种风力机叶片后缘补强性修复方法包括以下过程:(1)确定叶片后缘粘接开裂损伤属于哪种叶片后缘形式;(2)撑开后缘开裂区域,打磨损伤的结构胶,并每隔50cm预留1cm宽度的胶块控制叶片后缘结构胶厚度;(3)采用结构胶注入法回填结构胶,结构胶与固化剂的混合比例为100:35
‑
100:40,确定每种后缘形式的胶接搭接宽度、胶接厚度(胶接接头斜面斜率)和胶接长度;(4)采用大力钳/g型夹辅助后缘粘接合模固化,适
当调整大力钳/g型夹的间距和数量,并利用游标卡尺测量后缘厚度,直到与原始叶片后缘厚度值一致为止;(5)后缘粘接区域的叶片壳体表面漆面打磨除尘后,按照100:45质量比混合环氧树脂,将预浸好的
±
45双轴向纤维布应用贴补法补强修复区域,外补强布沿叶片弦向依次错层搭接15mm,沿叶片展向依次错层搭接50mm;(6)根据后缘开裂区域的后缘形式,确定粘接开裂补强性修复的外补强层宽度、外补强层层数和外补强层长度;(7)以上所述的叶片后缘贴补法,采用的修复工艺为真空袋压成型方法;(8)所有纤维布固化完成后根据损伤部位纤维布打磨后的尺寸,按照100:33的比例混合一定质量的腻子,并均匀刮涂在纤维布表面,利用加热毯辅助固化,保证初固化50℃
‑
4个小时,二次固化50℃
‑
8个小时。
16.本发明的有益效果。
17.应用本发明可以实现在役叶片后缘粘接开裂的高空作业修复实施,极大程度的降低在役风力机叶片的运行风险,减少运维成本,避免由于后缘粘接开裂诱发重大结构性损伤导致的叶片断裂事故,突破了后缘粘接失效损伤修复的关键技术,为在役风力机叶片后缘损伤修复提供了重要的修复参数依据,保障了在役风力机叶片安全的服役全生命周期。
附图说明
18.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及具体实施方式,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本发明,并不用于限定本发明。
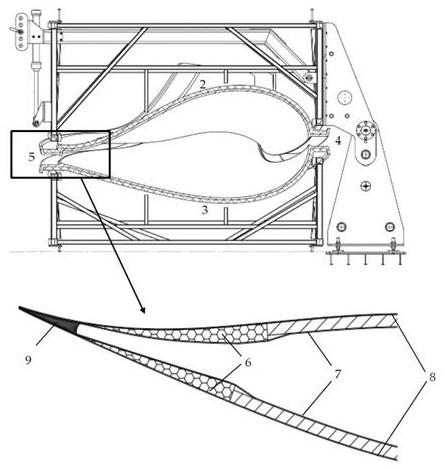
19.图1为风力机叶片后缘粘接开裂损伤示意图;图2为风力机叶片后缘合模粘接示意图;图3为风力机叶片后缘粘接开裂的补强性维修方法;图4为风力机叶片的三种后缘粘接形式;图5为预制粘接法兰的大厚度钝后缘粘接开裂损伤的修复参数;图6为预制泡沫楔形块的过渡后缘粘接开裂损伤的修复参数;图7为直接粘接的尖后缘粘接开裂损伤的修复参数;图中标记名称:1
‑
后缘粘接开裂损伤、2
‑
迎风面、3
‑
背风面、4
‑
前缘分模点、5
‑
后缘分模点、6
‑
后缘梁、7
‑
内蒙皮、8
‑
外蒙皮、9
‑
后缘粘接结构胶、10
‑
后缘粘接修复注入结构胶、11
‑
后缘粘接修复的外补强层、12
‑
大厚度钝后缘、13
‑
过渡后缘、14
‑
尖后缘、15
‑
预制粘接法兰、16
‑
钝后缘粘接修复的外补强层、17
‑
预制泡沫楔形块、18
‑
包裹楔形块的外补强层、19
‑
过渡后缘粘接修复的外补强层、20
‑
尖后缘粘接修复的外补强层、21
‑
预制法兰边缘转角、22
‑
预制法兰宽度、23
‑
预制法兰层数、24
‑
钝后缘胶接搭接宽度、25
‑
钝后缘胶接厚度、26
‑
钝后缘胶接长度、27
‑
钝后缘外补强层宽度、28
‑
钝后缘外补强层层数、29
‑
钝后缘外补强层长度、30
‑
预制泡沫楔形块宽度、31
‑
预制泡沫楔形块边缘转角、32
‑
预制泡沫楔形块厚度、33
‑
过渡后缘胶接搭接宽度、34
‑
过渡后缘胶接厚度、35
‑
过渡后缘胶接长度、36
‑
过渡后缘外补强层宽度、37
‑
过渡后缘外补强层层数、38
‑
过渡后缘外补强层长度、39
‑
尖后缘胶接搭接宽度、40
‑
尖后缘胶接接头斜面斜率、41
‑
尖后缘胶接长度、42
‑
尖后缘外补强层宽度、43
‑
尖后缘外补强层层数、44
‑
尖后缘外补强层长度。
具体实施方式
20.下面结合具体实施方式对本发明作进一步说明。
21.参照图1, 后缘是风力机叶片非常重要的承载结构件,针对叶片后缘开裂损伤1,本发明提供了一种后缘开裂损伤的补强性修复方法。
22.参照图2,这种风力机叶片的迎风面2和背风面3两面壳体合模粘接成型,这种成型方式为叶片前缘、后缘和腹板与壳体连接区域都采用结构胶粘接固化成型方法,形成了叶片截面的前缘分模点4和后缘分模点5。这种风力机叶片后缘影响粘接质量的主要结构铺层为迎风面和背风面的后缘梁6、内蒙皮7和外蒙皮8,以及后缘结构胶9的合模粘接区域。
23.参照图3,这种风力机叶片后缘粘接开裂的补强性修复,这种修复方法为结构胶注入法修复结构胶10和外补强层贴补法11补强修复区域。
24.参照图4,上述风力机叶片后缘,包括了三种后缘形式:预制粘接法兰的大厚度钝后缘12、预制泡沫楔形块的过渡后缘13和直接粘接的尖后缘14。每种后缘形式定义为:沿叶片展长方向的最大弦长区域至1/3叶片长度区域为预制粘接法兰的大厚度钝后缘,这种后缘厚度非常大,需要预埋粘接法兰15控制粘接质量,同时在后缘修复局部增铺外补强层16。从1/3叶片长度至2/3叶片长度区域为预制泡沫楔形块的过渡后缘,这种后缘厚度属于大厚度和尖厚度的过渡区域,需要预埋泡沫楔形块17控制粘接质量,外表面增铺2层双轴向楔形块外补强层18已保证楔形块定位准确,同时在过渡后缘修复局部增铺外补强层19。从2/3叶片长度至叶尖区域为直接粘接的尖后缘,这种后缘粘接区域可以实现叶片两面壳体粘接粘接,不需要任何预制结构辅助粘接,需要在尖后缘修复局部增铺外补强层20。
25.参照图5,上述预制粘接法兰的大厚度钝后缘,预制粘接法兰为6
±
4层
±
45双轴向纤维布预制成型。此时后缘粘接质量受预制法兰边缘转角21、预制法兰宽度22和预制法兰层数23的约束,影响着后缘修复参数:胶接搭接宽度24、胶接厚度25、胶接长度26、外补强层宽度27、外补强层层数28和外补强层长度29。其中:(1)的预制粘接法兰的大厚度钝后缘粘接开裂的修复参数限定为:胶接搭接宽度与原始叶片的预制法兰宽度相同。胶接厚度为12
±
6mm。胶接长度与原始叶片的钝后缘开裂长度相同。外补强层层数为4
‑
6层。外补强层长度相比后缘粘接开裂长度,分别向叶根和叶尖方向长200mm。
26.(2)的预制粘接法兰的大厚度钝后缘粘接开裂的外补强层宽度这个修复参数,为沿着后缘分模点向迎风面和背风面铺设相同幅宽。此时,外补强层宽度,比胶接搭接宽度宽100mm。
27.参照图6,上述预制泡沫楔形块的过渡后缘,预制泡沫楔形块为4
±
2层层
±
45双轴向纤维布包裹pvc泡沫块预制成型。此时后缘粘接质量受预制泡沫楔形块宽度30、预制泡沫楔形块边缘转角31和预制泡沫楔形块厚度32的约束,影响着后缘修复参数:胶接搭接宽度33、胶接厚度34、胶接长度35、外补强层宽度36、外补强层层数37和外补强层长度38。其中:(1)的预制泡沫楔形块的过渡后缘粘接开裂的修复参数限定为:胶接搭接宽度为原始叶片的预制法兰宽度增加50mm。胶接厚度为10
±
4mm。胶接长度与原始叶片的过渡后缘开裂长度相同。外补强层层数为3
‑
5层。外补强层长度相比后缘粘接开裂长度,分别向叶根和叶尖方向长200mm。
28.(2)的预制泡沫楔形块的过渡后缘粘接开裂的外补强层宽度这个修复参数,为沿
着后缘分模点向迎风面和背风面铺设相同幅宽。此时,外补强层宽度,比胶接搭接宽度宽100mm。
29.参照图7,上述直接粘接的尖后缘的后缘空腔较薄,不需要预埋结构可实现直接粘接。此时后缘修复参数:胶接搭接宽度39、胶接接头斜面斜率40、胶接长度41、外补强层宽度42、外补强层层数43和外补强层长度44。其中:(1)中的直接粘接的尖后缘粘接开裂的修复参数限定为:胶接搭接宽度为200mm
±
50mm。胶接接头斜面斜率为1:5
‑
1:20。胶接长度与原始叶片的尖后缘开裂长度相同。外补强层层数为2
‑
4层。外补强层长度相比后缘粘接开裂长度,分别向叶根和叶尖方向长200mm。
30.(2)中的直接粘接尖后缘粘接开裂的外补强层宽度这个修复参数,为沿着后缘分模点向迎风面和背风面铺设相同幅宽。此时,外补强层宽度,比胶接搭接宽度宽100mm。
31.可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施方式所描述的技术方案,本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。