纺织机
1.本发明涉及根据权利要求1的前序部分的纺织机。
2.在制造和加工纱线时一般常见的是为了暂存而将纱线卷绕成筒子。这样的筒子包含因为其制造或其加工而具有自己的过程和产品历史的纱线量。通常,纱线的历史通过获得过程参数和产品参数被监测并且作为数据组被存储。确定被卷绕在筒子中的纱线的数据组被分配给筒子。因此有以下可能,已可以在用于纱线进一步处理的后续过程中考虑所述数据。
3.因此,例如从wo2016/120187al中知道了一种用于合成丝线变形的纺织机,丝线首先在熔纺工艺中产生并且被卷绕成筒子。筒子具有机读标记,其在装载纺织机的筒子架时被读入并且被供给机器控制装置以用于过程控制。在此情况下,筒子架具有筒子架地址,其也被存储在机器控制装置中并且允许与喂纱筒子数据逻辑关联。但这样的筒子架具有许多喂纱位置,以允许在纺织机的加工位置中连续抽出纱线。因此,期望在喂纱筒子标记与各自喂纱位置之间的直接逻辑关联。
4.从ep0459668al中知道了一种纺织机,在此,在喂纱筒子上或在喂纱位置上的机读代码直接在装载喂纱筒子时用扫描仪来获取。因此,可以实现在喂纱筒子标记与喂纱位置之间的逻辑关联。但是,通过扫描仪读入喂纱筒子上的所述标记要求大量时间并且还最好只能人工执行。另外,所述信号在扫描仪和接收站之间被无线传输,但这样的信号无线传输是很容易受干扰的并且仅有条件地能应用在纺织机的环境中。
5.现在,本发明的任务是如此改进前言所述类型的纺织机,即,可以将尽量将喂纱筒子的所有数据组分配给纺织机的各自加工位置。
6.本发明的另一个目的在于,提供这种类型的纺织机,在此,装至筒子架内的喂纱位置能高度灵活地人工进行或自动进行,在这里,对于每个加工位置始终可以鉴别所述喂纱筒子。
7.根据本发明,如此完成该任务,喂纱筒子的标记通过rfid标签构成,每层的喂纱位置被分配给至少一个rfid天线,且该rfid天线与读取单元相连。
8.本发明的有利改进方案通过各自从属权利要求的特征和特征组合限定。
9.本发明具备如下特殊优点,喂纱筒子的各自标记以电子方式能通过位置固定的rfid天线来检测和转送。对此,rfid天线被分配给该筒子架的一层内的一个或多个喂纱位置。因此,可以在装载喂纱筒子之后自动读取相关的rfid标签。喂纱筒子的装载在此情况下可以通过人工方式或自动化地通过自动操作机进行。
10.为了在有许多分层布置的喂纱位置的情况下未获得重叠交叉和误读出,优选执行如下的本发明改进方案,rfid天线如此设计,筒子架的各自层内的喂纱筒子的rfid标签的各自仅一个代码可被获知。用于读取rfid标签的rfid天线的作用范围因此被限制到一层。
11.在此情况下,以下的本发明改进方案尤其得以证明,在此,rfid天线的数量等于筒子架内的喂纱位置的数量。因此,每个所述喂纱位置具有自己的固定不动的rfid天线,其读取能力被局限至该喂纱位置。
12.为了解密通过rfid天线所传输的代码并且分配给喂纱位置,规定了如下的本发明
改进方案,即,rfid天线分别在读取单元内具有一个存储的地址标记,其配属于喂纱位置的一个位置编号。因此保证了喂纱筒子的被传输给读取单元的代码始终配属于相关的喂纱位置。
13.通过所述加工位置和喂纱位置通过固定配属关系合作的本发明改进方案,还保证了通过喂纱位置的位置编号可同时鉴别该加工位置并因此可以与该喂纱筒子及其代码组合。
14.为了保证在纺织机内的可靠的信号传输,rfid天线分别通过同轴缆线连接至该读取单元。
15.因为有多个可与读取单元逻辑关联的rfid天线,故通过读取单元所读入的数据通过以太网缆线被供给中央机器控制单元。就此而言,可以实现具有高数据密度的数据传输。
16.因为该喂纱筒子优选在卷绕筒管上被卷绕,故如下的本发明改进方案是尤其有利的,在这里,rfid标签分别被粘接在喂纱筒子的卷绕筒管的表面上。因此,这样的卷绕筒管和rfid标签可以多次使用,以便通过个别代码分别鉴别卷绕筒子的筒管。
17.对此,其中一个rfid标签的标记最好可以通过序列号构成。序列号因此用于鉴别分别描绘在喂纱筒子内所卷绕的纱线的数据组。
18.为了在纱线处理中能考虑配属于纱线的数据,如下的本发明改进方案是特别有利的,该机器控制单元具有至少一个产品数据库和产品数据软件,借此能将存储的产品数据与喂纱筒子代码组合。因此确保通过喂纱筒子的加密代码被编码的数据在纱线的进一步处理中提供给加工位置。
19.以下,结合本发明纺织机的几个实施例并参照附图来详述本发明,其中:
20.图1示意性示出本发明的纺织机的第一实施例的视图,
21.图2示意性示出根据图1的纺织机的筒子架的视图,
22.图3示意性示出图1的实施例的筒子架的俯视图,
23.图4示意性示出本发明纺织机的另一个实施例的侧视图。
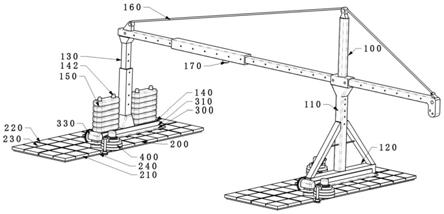
24.在图1中示意性示出本发明的纺织机的第一实施例的视图。纺织机例如作为变形机被示出,其具有用于借助多个工艺机组处理、尤其是变形和牵伸许多纱线的多个加工位置。
25.根据图1的纺织机的实施例具有工艺架2.1和筒子架2.2。筒子架2.2和工艺架2.1通过供纱装置9相互连接。供纱装置9具有多个管9.1,所述管以一端配属于筒子架2.2并以对置一端配属于工艺架2.1上的第一输出罗拉11。在工艺架2.1内设有多个加工位置,其中,图1的图示示出在加工位置1.1处的纱线走向。设以下将结合加工位置1.1中的纱线走向来描述置用于处理纱线10的工艺机组。
26.为了在加工位置1.1中引导并处理纱线,设有第一递送机构11、加热装置12、冷却装置13、摩擦机组14、第二输出罗拉15、定形加热装置16、第三输出罗拉18以及卷绕装置17.1。卷绕装置17.1所具有的宽度在工艺架2.1内包括多个加工位置。因此,相邻的加工位置的卷绕装置分层重叠布置。因而在此实施例中,卷绕装置17.2、17.3布置在卷绕装置17.1的上方。
27.安置在工艺架2.1内的工艺机组11、12、13、14、15、16、18和17.1是早就已知的并且例如在ep2145848bl内有详细说明。就此而言,在此参照所引用的出版物,此外不做进一步
说明。
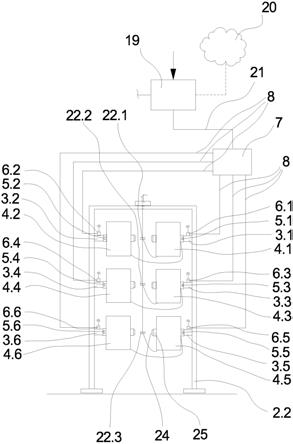
28.在筒子架2.2内设置多个用于容放喂纱筒子的喂纱位置,喂纱筒子提供纱线以用于处理和变形。为了说明筒子架2.2,还参照图2,在图2中以放大视图示出筒子架。就此而言,以下说明适用于两幅图。
29.在筒子架2.2内共形成六个喂纱位置3.1
‑
3.6。在每个所述喂纱位置3.1
‑
3.6中保持一个喂纱筒子4.1
‑
4.6。为此,每个所述喂纱位置3.1
‑
3.6分别具有一个卷绕芯轴24。喂纱筒子4.1
‑
4.6分别被卷绕到一个卷绕筒管25上,其被插装到喂纱位置3.1
‑
3.6的卷绕芯轴24上。在卷绕筒管25的周面上,每个所述喂纱筒子4.1
‑
4.6具有一个rfid标签5.1
‑
5.6。rfid标签5.1
‑
5.6分别具有用于鉴别喂纱筒子的个别代码。在此情况下,可以通过加密所述代码给每个喂纱筒子4.1
‑
4.6分配一个卷绕纱线的相应数据组。
30.喂纱位置3.1
‑
3.6分层重叠设置,其中,保持在一个层内的喂纱位置分别配属于其中一个所述加工位置1.1
‑
1.3。因此,筒子架2.2的上层内的喂纱位置3.1、3.2配属于加工位置1.1。保持在喂纱位置3.1、3.2上的喂纱筒子4.1、4.2在此通过加工位置1.1的第一递送机构11被交替抽出。为此,喂纱筒子4.1和4.2的纱线头相互打结,从而可以在加工位置1.1内实现连续的纱线走向。为了抽出纱线,给喂纱位置3.1、3.2分配头纱导纱器22.1。因此,筒子架2.2内的每一层分别具有单独的头纱导纱器22.1、22.2和22.3,以从喂纱筒子抽出纱线。当其中一个喂纱筒子4.1或4.2被卷绕时,在相关的喂纱位置3.1、3.2上插装一个新的喂纱筒子并且与现有的喂纱筒子打结。就此保证连续工作过程。
31.在筒子架2.2上,每个喂纱位置3.1
‑
3.6分别被分配一个rfid天线6.1
‑
6.6。rfid天线被固定在筒子架上并且其用于读取rfid标签5.1
‑
5.6的作用范围被分别限制到相关的喂纱位置3.1
‑
3.6。就此而言,rfid天线6.1设计用于检测在喂纱筒子4.1上的rfid标签5.1。
32.rfid天线6.1
‑
6.6分别通过同轴缆线8连接至读取单元7。在读取单元7内,每个所述rfid天线6.1
‑
6.6可通过地址标记来鉴别并且与各自喂纱位置的位置编号逻辑关联。读取单元7通过以太网缆线21连接至中央机器控制单元19。机器控制单元19与加工位置1.1
‑
1.3的驱动装置和致动器相连(在此未示出)。
33.在图1所示的实施例中,喂纱位置3.1
‑
3.6与加工位置1.1
‑
1.3之间的配属关系通过供纱装置9来保证。
34.在图3中示出了根据图1的实施例的筒子架2.2和供纱装置9的俯视图。供纱装置9具有多个管9.1,每个管引导一根纱线。管9.1以一端被保持在一个连接板23上,连接板安置在筒子架2.2上方。管9.1的对置的自由端配属于在工艺架2.1上的加工位置1.1的输出罗拉11。在筒子架2.2内,喂纱位置3.1、3.2被配属于管9.1。因此,喂纱位置3.1、3.2的位置编号总是被配属于加工位置1.1。与此对应,管9.2、9.3将纱线从喂纱位置3.3、3.4以及3.5、3.6引导至相邻的加工位置1.2、1.3。因此,保证在加工位置1.1
‑
1.3和筒子架内的喂纱位置3.1
‑
3.6之间的固定配属关系。
35.如从图1的图示中得知地,读取单元7连接至机器控制单元19。在机器控制单元19内包含有产品数据软件,其将喂纱筒子4.1
‑
4.6的标记与各自卷绕在筒子中的纱线的过程数据和产品数据组合。关于喂纱筒子或关于纱线的数据组在此情况下被存储在产品数据库20内。产品数据库20被设计成云并且与机器控制单元19相连。就此而言,所述喂纱筒子的数据组能在处理结束时被配属给最终筒子。
36.在图1所示的实施例中,为了检测喂纱筒子的代码而给每个喂纱位置配属一个rfid天线。但原则上也有以下可能性,即,在一层内构成的喂纱位置3.1和3.2、3.3和3.4以及3.5和3.6分别仅配属于一根rfid天线。因此,喂纱筒子4.1、4.2的两个rfid标签5.1、5.2可以共同通过配属于该层的一根rfid天线来获知并且被相应转送至读取单元7。
37.在图1所示的纺织机实施例中,筒子架2.2保持位置固定,因此,喂纱筒子被供给喂纱位置3.1
‑
3.6。但原则上也有以下可能性,即,筒子架设计成是可移动的并且可更换地保持在纺织机内。为了在这样的移动式筒子架中实现喂纱筒子的rfid标签的自动化检测,在图4中示出可能安置于纺织机内的另一个实施例。在如图4所示的侧视图中,仅示出一台纺织机的多个加工位置的筒子架。
38.图4示出两个并排的筒子架2.2和2.2
‘
。每个所述筒子架具有多个分层重叠设置的喂纱位置3.1
‑
3.6。在每个喂纱位置3.1
‑
3.6中分别保持有一个喂纱筒子4.1
‑
4.6。喂纱筒子4.1
‑
4.6根据上述实施例分别用一个包含代码的rfid标签来标记。
39.在两个可移动地构成的筒子架2.2和2.2
‘
之间设有支架26,支架在多个层处具有单独的rfid天线6.1
‑
6.3。rfid天线6.1
‑
6.3与读取单元7相连。
40.在此实施例中,rfid天线6.1
‑
6.3如此设计,即,在一层内被保持在筒子架2.2、2.2
‘
中的喂纱筒子能以其rfid标签被检测到。在此情况下,支架26保持位置固定不动,从而在更换其中一个筒子架2.2时在每个新输入的喂纱筒子上能读取相关的rfid标签。
41.在如图4所示的视图中,仅示出了一台纺织机的两个相邻的筒子架。通常,这样的纺织机具有许多加工位置,其喂纱筒子通过多个筒子架来保持就位。在此情况下,可以根据筒子架的设计采用多个保持在支架上的rfid天线或多个直接集成的rfid天线,以便能执行喂纱筒子的自动化筒子识别。在此情况下,本发明的纺织机与喂纱筒子是否在喂纱位置被自动送入无关或者与喂纱筒子是否通过人工装载被加入筒子架无关。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。