1.本发明涉及涡轮机的领域,更具体地,涉及一种用于航空涡轮机的分离喷嘴的除冰系统。
背景技术:
2.在双轴双流型航空涡轮中,主流区域和次级流区域的气流在风扇的下游通过分离喷嘴分离。在主流中,在低压压缩机(通常也被称为“增压器”)的入口处,布置有固定的入口导流叶片(也被称为igv)的组。在飞行的某些阶段和地面上,特别是当环境温度足够低且存在高湿度时,涡轮机可能会遇到结冰的大气条件。在这些条件下,分离喷嘴和入口导流叶片上可能会形成冰。当发生该现象时,该现象可能导致主流的部分或全部阻塞,并且导致脱落的冰块被吸入到主流中。主流的阻塞会导致燃烧室的供给不足,然后燃烧室可能会熄火或阻止发动机的加速。在冰块脱落的情况下,冰块会损坏位于下游的压缩机,并且还导致燃烧室熄火。为了避免在分离喷嘴上形成冰,已知的技术包括在压缩机处抽取主流中的热空气并将热空气喷射到分离喷嘴内部。然后,喷射到分离喷嘴中的热空气可以在喷嘴内部被引导到孔或凹槽,孔或凹槽被配置为将热空气喷射到主流中,这也可以对入口导流叶片进行除冰。用于对分离喷嘴进行除冰所需的热空气流量很高。该热空气的抽取可能降低涡轮机的性能和可操作性。
3.能够提高喷嘴除冰的效果似乎是有必要的。
4.一个已知的解决方案包括减小喷嘴内部的体积,从而减少喷嘴内部的热损失。因此,已知在喷嘴的空腔中增加环形挡板。挡板使得能够减小喷嘴的空腔的体积,并且将热空气朝向感兴趣的区域定向以进行除冰。然而,增加挡板(以及增加挡板的不同附接元件)会使喷嘴更重,这表现为涡轮在运行期间的燃料消耗增加。
5.因此,希望能够提高分离喷嘴除冰的效果,而不增加涡轮机的增压部分中的热空气的抽取、不增加喷嘴的质量。
技术实现要素:
6.根据第一方面,本发明涉及一种在双流涡轮机的主流和次级流之间的分离喷嘴。喷嘴具有单体式结构,并且喷嘴包括外环形壁、内环形壁、径向环形壁和内环形挡板,喷嘴在外环形壁和内环形挡板之间限定出的第一空腔,并且在内环形壁、径向环形壁和内环形挡板之间限定出的第二空腔。
7.以特别有利的方式,导流板使得能够减小喷嘴的内部体积,热空气在喷嘴的内部体积中循环。因此,该布置使得能够减少热损失,从而减少热空气的抽取。此外,挡板使得能够引导喷嘴内部的热空气。
8.此外,单体式结构使得能够省去许多连接部件,因此与已知装置相比减少了喷嘴的质量。此外,单体式结构所构成的机械一致性装配可以使得能够改善喷嘴壁的装配并且进一步减少喷嘴的质量。
9.因此,本发明使得能够增加分离喷嘴的除冰效果,而不增加涡轮机的增压部分中的热空气的抽取、不增加喷嘴的质量。
10.外环形壁可以在与内环形壁的接合区域处具有一系列径向孔口。
11.喷嘴可以在内环形壁和内环形挡板之间具有至少一个轴向肋条。
12.根据一个特定的布置,喷嘴可以具有多个轴向肋条,每个轴向肋条与喷嘴的旋转轴线共面。
13.喙部可以在径向环形壁和内环形挡板之间具有至少一个径向肋条。
14.根据一个特定的布置,喷嘴可以具有多个径向肋条,每个径向肋条与喷嘴的旋转轴线共面。
15.喷嘴可以具有至少一个气囊,至少一个气囊至少部分地形成在径向环形壁中。
16.径向环形壁可以具有通向至少一个气囊的孔。
17.径向环形壁可以具有至少一个长圆形开口,至少一个长圆形开口适合于容纳通向第二空腔的喷射器。
18.根据第二方面,本发明涉及一种用于航空涡轮机的矫直部,矫直部具有通过增材制造形成的单体式结构,矫直部包括喷嘴,喷嘴具有:(i)单体式结构,喷嘴包括外环形壁、内环形壁、径向环形壁和内环形挡板,(ii)在外环形壁和内环形挡板之间的第一空腔,(iii)在内环形壁、径向环形壁和内环形挡板之间的第二空腔。
19.根据第三方面,本发明涉及一种用于制造航空涡轮机的矫直部的方法,矫直部具有通过增材制造形成的单体式结构,并且矫直部包括喷嘴,喷嘴具有:(i)单体式结构,喷嘴包括外环形壁、内环形壁、径向环形壁和内环形挡板,(ii)在外环形壁和内环形挡板之间的第一空腔,(iii)在内环形壁、径向环形壁和内环形挡板之间的第二空腔。
20.该方法可以包括从径向环形壁开始制造喷嘴的步骤。
附图说明
21.其他特征和优点仍将通过以下描述来揭示,该描述仅是示例性的而非限制性的,并且该描述必须参照附图来阅读,在附图中:
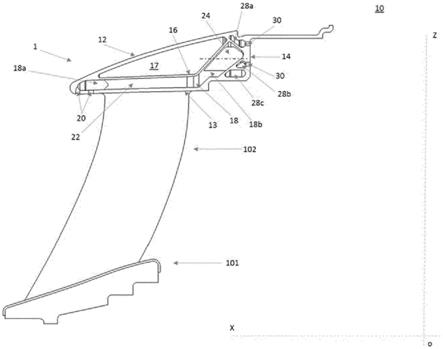
22.图1是喷嘴和矫直部叶片的局部截面视图;
23.图2是根据本发明的喷嘴的截面视图;
24.图3是喷嘴和矫直部叶片的局部透视图;
25.图4是径向环形壁的局部透视图。
具体实施方式
26.总体架构
27.参照图1到图4,根据第一方面,本发明涉及双流航空涡轮机的分离喷嘴1。如前所述,喷嘴1将主流与次级流分离。喷嘴旨在被定位在涡轮机的风扇(部分地示出在图1的截面中)的下游,以在源自风扇的主流和次级流的环形流动通道(即,流道)之间形成分离。
28.根据在此呈现的实施例,喷嘴1是主流的矫直部10的组成部分。喷嘴1和矫直部10是轴向对称的部件。因此,可以理解,喷嘴1形成大体圆柱形的元件,主流穿过喷嘴内部,而次级流穿过喷嘴外部(周围)。为了继续描述,限定了矫直部10(和喷嘴1)的旋转轴线x,以及
大体垂直于旋转轴线x的径向轴线z,如图1和图2所示。
29.按照从内部(最接近旋转轴线x)朝向外部(最远离旋转轴线x)行进的径向方向z,矫直部10依次包括:内套管101、叶片102和喷嘴1。
30.喷嘴
31.以特别有利的方式,喷嘴1也具有单体式结构。如下文所述,喷嘴1优选地通过增材制造形成。
32.喷嘴1包括外环形壁12、内环形壁13、径向环形壁14和内环形挡板16。当沿所述径向方向z穿过喷嘴1时,相继遇到内壁13、内环形挡板16和外环形壁12。喷嘴1在平面xoz中的截面(如在图1和图2中可见地)大体具有直角三角形的形状,直角三角形的边是外环形壁12、内环形壁13和径向环形壁14,并且喷嘴的外环形壁12是直角三角形的斜边。
33.内环形壁13和外环形壁12向上游(即,朝向风扇)接合以形成功能术语中的“喷嘴”。限定了外环形壁12和内环形壁13的接合区域。
34.外环形壁12优选地是略微弯曲的,特别是半球形的(凸起的),以便改善喷嘴1的整体空气动力学。
35.在外环形壁12和内环形导流板16之间,喷嘴1具有第一空腔17。
36.在内环形壁13、径向环形壁14和内环形挡板16之间,喷嘴1具有第二空腔18。
37.换句话说,喷嘴1大体被环形内挡板16分为两部分,这限定了两个空腔17、18。事实上,应当理解,喷嘴1大体是中空的(除了靠近径向环形壁14的区域,见下文)。
38.为此,内环形导流板16从外环形壁12和内环形壁13的接合区域延伸到外环形壁12和径向环形壁14的接合区域。内环形导流板优选地具有成角度的形状,使得第一空腔17占据喷嘴1的体积的主要部分,第二空腔18大体遵循径向环形壁14,然后遵循内环形壁13。第二空腔具有第一部分18a和第二部分18b,第一部分在内环形壁13和内环形挡板16之间,第二部分在径向环形壁14和内环形挡板16之间。规定第二空腔18的两个部分18a和18b彼此连通并限定单个体积。
39.特别参照图2和图3,内环形壁13在外环形壁12和内环形壁13的接合区域处具有一系列孔口20,特别是径向(即,沿纵向轴线方向导通)的孔口。如下文所述,径向孔口20使得能够在第二空腔的端部处最佳地排空吹入到第二空腔18的热空气,特别是对在主流中进入叶片102的空气进行重新加热,以便对喷嘴1和叶片102进行除冰。
40.此外,优选地,喷嘴1包括在内环形壁13和内环形挡板16之间的一系列轴向肋条22,一系列轴向肋条在第二空腔18的第一部分18a中延伸。规定轴向肋条22中的每个轴向肋条与旋转轴线x共面,即,在平面xoz中。
41.同样,喷嘴1包括在径向环形壁14和内环形挡板16之间延伸的一系列径向肋条24,一系列径向肋条在第二空腔18的第二部分18b中延伸。规定径向肋条24中的每个径向肋条与旋转轴线x共面,即,同样在平面xoz中。
42.在此“轴向”和“径向”的意思仅是肋条的主要延伸方向。
43.此外,每个轴向肋条22可以与径向肋条24共面。应当理解,轴向肋条22和径向肋条24限定了第二空腔18的方位分区(即,扇区),但是是不完整的方位分区(即,肋条22和24仍然保持间隔开并且有利地不彼此接触),使得在内环形壁13和径向环形壁14的接合区域处(即,在第二空腔的第一部分和第二部分的接合处
…
),第二空腔18中没有肋条,使得方位能
够连通。类似地,轴向肋条22没有延伸直到第二空腔的端部,使得在孔口20的水平处的方位也能够连通。
44.以特别有利的方式,轴向肋条22和径向肋条24具有机械增强和引导热空气流动的双重功能。
45.事实上,轴向肋条22和径向肋条24使得能够加强喷嘴1,这使得能够避免喷嘴1可能的塌陷。通过使得能够改善内环形挡板16、径向环形壁14和内环形壁13的厚度,轴向肋条22和径向肋条24有利地使得能够优化喷嘴1的质量。应当理解,该质量优化取决于肋条质量的增加与肋条使得壁和挡板的厚度能够减小之间的折衷。此外,在喷嘴1的制造期间,根据增材制造方法,轴向肋条22和径向肋条24使得能够在制造期间保证喷嘴1的良好机械强度。
46.如将详细描述的,在操作中,轴向肋条22和径向肋条24使得能够引导热空气的流动以对喷嘴1进行除冰。
47.此外,特别地,如在图2中可以观察到,喷嘴1有利地具有多个气囊28a、28b、28c。根据在此所示的实施例,喷嘴1包括三个气囊28a、28b和28c。第一气囊28a可以位于外环形壁12和径向环形壁14的拐角区域中。值得注意的是,根据在此呈现的实施例,第一气囊28a在平面xoz中具有肾脏形状的横截面(即,在平面xoz中具有大体为菜豆形状的横截面)。第二气囊28b和第三气囊28c位于内环形壁13和径向环形壁14的拐角区域中。这些气囊28a、28b、28c对应于材料减轻区域。换句话说,在使用增材制造的生产范围内,气囊28a、28b、28c对应于没有沉积材料的区域,因为它不会代表机械阻力方面的附加值(尽管它必然会增加质量)。
48.因此,值得注意的是,通过增材制造形成喷嘴1使得能够获得单体式结构,但也使得能够优化喷嘴1的几何形状以具有更好的质量和阻力之比。在该特定的情况下,除了使用增材制造以外,气囊28a、28b、28c将非常难以形成。
49.径向环形壁14可以具有通向第一气囊28a和第二气囊28b的孔30。孔30有利地使得能够排出由喷嘴1的增材制造产生的粉末的一部分。
50.如图4所示,径向环形壁14可以具有长圆形开口33,每个长圆形开口适合于容纳通向第二空腔28的喷射器,以将热空气吹入第二空腔。
51.此外,径向壁14可以具有多个附接孔35。
52.制造方法
53.以特别有利的方式,通过增材制造方法来制造矫直部10。
54.因此,矫直部10是通过逐层连续添加熔融粉末来制造的。如前所述,该制造方法使得能够获得具有特定几何形状的单体式部件。
55.优选地,从喷嘴的径向环形壁14开始,沿大体平行于旋转轴线x的行进方向(即,添加材料层的方向)制造矫直部10。
56.操作
57.喷射器(未示出)可以连接到每个长圆形开口33。喷射器可以将热空气吹入到第二空腔18中。
58.以特别有利的方式,内环形导流板16使得能够通过将喷嘴1分为两个空腔来减小喷嘴1的内部体积。因此,热空气循环的体积减小,这减少了喷嘴1中的热损失,并且使得能够减少热空气的抽取。此外,内环形挡板16使得能够将热空气朝向感兴趣的区域定向以进
行除冰。
59.喷嘴1内部的热空气的热辐射使得能够对喷嘴1进行除冰。
60.然后,在第二空腔18中循环的热空气由径向孔口20分配,以加入主流并且对叶片102进行除冰。
61.因此,本发明使得能够有效地对喷嘴进行除冰,而不增加涡轮机的增压部分中的热空气的抽取、并且不增加喷嘴的质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。