1.本技术涉及燃料电池的领域,尤其是涉及一种用于质子交换膜燃料电池金属双极板。
背景技术:
2.质子交换膜燃料电池在原理上相当于水电解的“逆”装置。燃料电池由双极板和质子交换膜组成,其中质子交换膜是燃料电池的核心,双极板在燃料电池中起到收集电流和气体分配等作用。
3.现已有授权公告号为cn203760565u的中国实用新型专利公开了一种质子交换膜燃料电池金属双极板,金属双极板包括由金属薄板制成的阴极单极板和阳极单极板,阴极单极板和阳极单极板背面相对,阴极单极板和阳极单极板相背离的表面均设有对应重合的燃料气体腔、冷却介质腔和氧化剂气体腔,阴极单极板和阳极单极板的中部均设有流场区,该流场区设有多个呈弧形的相互对应的凸台和凹槽。
4.氢气通过燃料气体腔进入流场区内,氧气通过氧化剂气体腔进入流场区内,并且氢气和氧气在流场区发生反应产生电子,使燃料电池输出电流。
5.针对上述中的相关技术,发明人认为阳极单极板和阴极单极板的流场区对应的凹槽结构相同,氧气和氢气均在凹槽内扩散,但由于氢气比氧气的扩散速率要快,所以会导致氧气的供应速率无法匹配氢气的供应速率,部分氢气进入流场区还未反应就被排出,使得氢气和氧气的反应不够充分,降低了燃料电池的输出性能。
技术实现要素:
6.为了使氢气和氧气反应的更加充分,提高燃料电池的输出性能,本技术提供一种用于质子交换膜燃料电池金属双极板。
7.本技术提供的一种用于质子交换膜燃料电池金属双极板采用如下的技术方案:一种用于质子交换膜燃料电池金属双极板,包括电极组件,所述电极组件包括背部相焊接的阳极板和阴极板,所述阳极板上设置有第一氢气入口、第一冷凝剂入口和第一氧气入口,所述阳极板上还设置有第一氢气出口、第一冷凝剂出口和第一氧气出口,所述阴极板上设置有第二氢气入口、第二冷凝剂入口和第二氧气入口,所述阴极板上还设置有第二氢气出口、第二冷凝剂出口和第二氧气出口,所述阳极板远离阴极板一侧的中间位置设置有第一导流区,所述第一导流区内设置有蛇形分布的氢气通道,所述第一氢气入口和第一氢气出口均与氢气通道相连通,所述阴极板远离阳极板一侧的中间位置设置有第二导流区,所述第二导流区内设置有多条氧气通道,所述第二氧气入口和第二氧气出口均与氧气通道相连通。
8.通过采用上述技术方案,氢气从第一氢气入口进入第一导流区,并沿着氢气通道扩散,最终在第一氢气出口排出,氧气首先经过第一氧气入口,然后从第二氧气入口进入第二导流区,并沿着氧气通道扩散,最终在第二氧气出口排出,氢气通道呈蛇形能延长氢气的
扩散路径,使氢气能够充分的与氧气反应,从而提高燃料电池的输出性能。
9.可选的,所述氢气通道沿阳极板的长度方向蛇形分布,多条所述氧气通道沿阴极板的长度方向设置,每条所述氧气通道均呈波浪状。
10.通过采用上述技术方案,氢气通道大多是沿着阳极板的宽度方向设置,而氧气通道沿阴极板的长度方向设置,氢气通道和氧气通道形成交错分布的通道,并且波浪状的氧气通道能延长氧气的扩散路径,所述氧气和氢气在氧气通道和氢气通道内扩散时,使氢气和氧气的接触面积更大,反应更加充分。
11.可选的,所述第二氧气入口的面积大于第一氢气入口的面积。
12.通过采用上述技术方案,氢气和氧气反应时,所需氧气的含量大于氢气的含量,所以第二氧气入口的面积大于第一氢气入口的面积,能够让更多的氧气进入并参与反应,使得氢气和氧气能够充分反应。
13.可选的,所述第一氢气入口和第一氢气出口以及第二氧气入口和第二氧气出口均呈等腰梯形,所述第一氢气入口和第一氢气出口的下底边均朝向第一导流区,所述第二氧气入口和第二氧气出口的上底边均朝向第二导流区。
14.通过采用上述技术方案,由于等腰梯形的上底边长度小于下底边的长度,所以能减小氢气进入第一氢气入口的压强,进而减缓氢气进入氢气入口的速率,同时能增大氧气进入第二氧气入口的压强,增强氧气进入第二氧气入口的速率。
15.可选的,所述阴极板位于第二氧气入口下方固定有多个导流条,多个所述导流条沿阴极板的宽度方向设置,所述导流条远离第二氧气入口的一侧倾斜设置。
16.通过采用上述技术方案,第二氧气入口位于阴极板的一侧,氧气从第二氧气入口进入时,大多数氧气会扩散至靠近第二氧气入口的氧气通道内,而远离第二氧气入口的氧气通道内的氧气含量较少,不利于氧气和氢气的反应,通过设置导流条,使氧气从第二氧气入口进入第二导流区时,沿着导流条的长度方向扩散至各个氧气通道附近,便于氢气和氧气充分接触并发生反应。
17.可选的,所述导流条与氧气通道之间设置有多个分散柱,多个所述分散柱沿阴极板的宽度方向设置。
18.通过采用上述技术方案,氧气通过导流条扩散至各个氧气通道附近,经过分散柱进入氧气通道内,分散柱能够分散氧气并使氧气均匀的进入氧气通道内,便于氢气和氧气反应的更加充分。
19.可选的,所述阴极板的背部和阳极板的背部形成冷凝场。
20.通过采用上述技术方案,氢气和氧气反应会产生反应热,通过冷凝场带走反应的热量,提高燃料电池的性能。
21.可选的,所述阳极板的背部设置有第一冷凝区,所述第一冷凝区内设置有多条第一冷凝通道,每条所述第一冷凝通道均沿阳极板的宽度方向设置,所述阴极板的背部设置有第二冷凝区,所述第二冷凝区内设置有多条波浪状的第二冷凝通道,每条所述第二导冷凝通道均沿阴极板的长度方向设置,所述阴极板和阳极板的长度方向两侧分别开设有多个第三冷凝剂入口和多个第三冷凝剂出口,所述第三冷凝剂入口和第三冷凝剂出口均与第一冷凝通道相连通,所述第二冷凝剂入口和第二冷凝剂出口均与第二冷凝通道相连通。
22.通过采用上述技术方案,冷凝剂分别从第一冷凝剂入口和第三冷凝剂入口进入,
在第一冷凝通道和第二冷凝剂通道输送,最后在第一冷凝剂出口和第三冷凝剂出口排出,由于第一冷凝通道沿阳极板的宽度方向设置,第二冷凝通道沿阴极板的长度方向设置,所以阳极板和阴极板背部相焊接时,第一冷凝通道和第二冷凝通道形成网格状,冷凝剂在第一冷凝通道和第二冷凝通道输送时,阳极板和阴极板各个部分都存在冷凝剂,从而提高了冷凝剂的冷却效果。
23.综上所述,本技术包括以下至少一种有益技术效果:1.氢气从氢气入口进入第一导流区,并沿着氢气通道扩散,最终在氢气出口排出,氧气从氧气入口进入第二导流区,并沿着氧气通道扩散,最终在氧气出口排出,氢气通道呈蛇形能延长氢气的扩散路径,使氢气能够充分的与氧气反应,从而提高燃料电池的输出性能;2.氢气和氧气反应时,所需氧气的含量大于氢气的含量,所以第二氧气入口的面积大于第一氢气入口的面积,能够让更多的氧气进入并参与反应,使得氢气和氧气能够充分反应;3.氧气入口位于阴极板的一侧,氧气从氧气入口进入时,大多数氧气会扩散至靠近氧气入口的氧气通道内,而远离氧气入口的氧气通道内的氧气含量较少,不利于氧气和氢气的反应,通过设置导流条,使氧气从氧气入口进而第二导流区时,沿着导流条的长度方向扩散至各个氧气通道内,便于氢气和氧气充分接触并发生反应。
附图说明
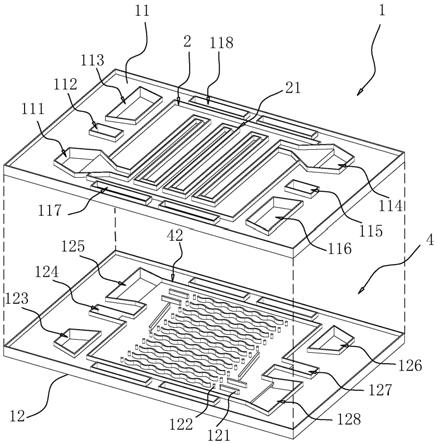
24.图1是本实施例中体现电极组件的结构示意图。
25.图2是本实施例中体现阳极板的结构示意图。
26.图3是本实施例中体现阴极板的结构示意图。
27.图4是本实施例中体现第一冷凝区和第一冷凝通道的结构示意图。
28.图5是本实施例中体现第二冷凝区和第二冷凝通道的结构示意图。
29.附图标记说明:1、电极组件;11、阳极板;111、第一氢气入口;112、第一冷凝剂入口;113、第一氧气入口;114、第一氢气出口;115、第一冷凝剂出口;116、氧气出口;117、第三冷凝剂入口;118、第三冷凝剂出口;12、阴极板;121、导流条;122、分散柱;123、第二氢气入口;124、第二冷凝剂入口;125、第二氧气入口;126、第二氢气出口;127、第二冷凝剂出口;128、第二氧气出口;2、第一导流区;21、氢气通道;3、第二导流区;31、氧气通道;4、冷凝场;41、第一冷凝区;411、第一冷凝通道;42、第二冷凝区;421、第二冷凝通道。
具体实施方式
30.以下结合附图1
‑
5对本技术作进一步详细说明。
31.本技术实施例公开一种用于质子交换膜燃料电池金属双极板。参照图1,金属双极板包括电极组件1,电极组件1包括一组背部相焊接的阳极板11和阴极板12,阳极板11和阴极板12均呈长方形状,且阳极板11和阴极板12均由金属薄板制成。在阳极板11的一侧开设有贯通的第一氢气入口111、第一冷凝剂入口112和第一氧气入口113,且第一氢气入口111、第一冷凝剂入口112和第一氧气入口113沿阳极板1的宽度方向设置,在阴极板12与阳极板11对应的位置上开设有贯通的第二氢气入口123、第二冷凝剂入口124和第二氧气入口125。
在阳极板11上与第一氢气入口111、第一冷凝剂入口112和第一氧气入口113相对的一侧开设有贯通的第一氢气出口114、第一冷凝剂出口115和第一氧气出口116,在阴极板12与阳极板11相对应的位置上开设有贯通第二氢气出口126、第二冷凝剂出口127和第二氧气出口128。
32.阳极板11和阴极板12背部相扣合时,第一氢气入口111和第二氢气入口123相互对应且连通,第一冷凝剂入口112和第二冷凝剂入口124相互对应且连通,第一氧气入口113和第二氧气入口125相互对应且连通,第一氢气出口114和第二氢气出口126相互对应且连通,第一冷凝剂出口115和第二冷凝剂出口127相互对应且连通,第一氧气出口116和第二氧气出口128相互对应且连通。
33.参照图2,在阳极板11的中间位置设置有第一导流区2,在第一导流区2内设置有氢气通道21,氢气通道21沿阳极板11的长度方向呈蛇形分布,且第一氢气入口111和第一氢气出口114均与氢气通道21相连通,第一导流区2和氢气通道21均由冲压形成。氢气通过第一氢气入口11进入氢气通道21内且沿着氢气通道21在第一导流区2内扩散,由于氢气的扩散速率大于氧气的扩散速率,所以用蛇形的氢气通道21延长氢气的扩散路径,使氢气能更长时间的停留在第一导流区2,减小氢气未与氧气反应就从第一氢气出口114排出的可能性,从而使氢气和氧气反应的更加充分,进而提高燃料电池的输出性能。
34.参照图3,在阴极板12的中间位置设置有第二导流区3,在第二导流区3内设置有多条平行的氧气通道31,每条氧气通道31均沿阴极板12的长度方向设置,且氧气通道31呈波浪状,第二氧气入口125和第二氧气出口128均与氧气通道31相连通,第二导流区3和氧气通道31均由冲压形成。氧气首先经过第一氧气入口113,接着从第二氧气入口125进入第二导流区3,且沿着氧气通道31进行扩散,波浪状的氧气通道31能延长氧气扩散的路径,增加氧气在氧气通道31内的停留时间。由于氢气通道21大部分沿阳极板12的宽度方向设置,而氧气通道31沿阴极板11的长度设置,所以能够加大氢气和氧气的接触面积,使氧气和氢气反应的更加充分。并且阴极板12上的氧气通道31相对较短,所以阴极板12上产生水能在氧气通道31内快速排出,减少水对氢气和氧气反应的影响,进而提高燃料电池的性能。
35.参照图1和图4,多个电极组件1组成质子交换膜燃料电池,且相邻电极组件1的阳极板11和阴极板12相对应,在相邻的电极组件1之间设置有质子交换膜。电极组件1中的阳极板11和阴极板12之间形成冷凝场4,冷凝剂在冷凝场4内流动,在氢气和氧气反应产生电子过程中,会产生一定的反应热,通过设置冷凝场4,便于冷凝剂与应热进行交换,将反应中的热量带走,使得质子交换膜表面温度均匀分布。
36.阳极板11背部的中间设置有第一冷凝区41,在第一冷凝区41设置有多条平行的第一冷凝通道411,每条第一冷凝通道411均沿阳极板11的宽度方向设置,且第一冷凝区41和第一冷凝通道411均由冲压形成。
37.参照图5,阴极板12与阴极板12背部的结构完全相同,阴极板12背部的中间位置形成第二冷凝区42,第二冷凝区42内设置有多条沿阴极板12长度方向设置的二冷凝通道421,在阳极板11和阴极板12沿长度方向的一侧均开设有多个第三冷凝剂入口117,在阴极板12和阳极板11上还开设有多个第三冷凝剂出口118,第三冷凝剂出口118位于第三冷凝剂入口117相对的一侧,且第三冷凝剂入口117和第三冷凝剂出口118均与第二冷凝通道421相连通。
38.参照图4和图5,阳极板11和阴极板12扣合时,第一冷凝通道411和第二冷凝通道421交错分布形成网格状,冷凝剂分别从第一冷凝剂入口112和第三冷凝剂入口117进入时,能分布在阴极板12和阳极板11的各个部分,从而能够提升冷凝剂的冷凝效果。
39.参照图2和图3,第一氢气入口111和第一氢气出口114的形状均为等腰梯形,第一氢气入口111和第一氢气出口114的下底边均朝第一导流区2设置,由于下底边的宽度大于上底边的宽度,所以可以减小氢气进入第一氢气入口111的压强,从而减缓氢气进入氢气通道21的速率。第二氧气入口125和第二氧气出口128的形状也为等腰梯形,第二氧气入口125和第二氧气出口128的上底边均朝向第二导流区3设置,可增大氧气进入第二氧气入口125的压强,加快氧气进入氧气通道31的速率。第一氧气入口113和第一氧气出口116的面积大于第一氢气入口111和第一氢气出口114的面积,由于氢气和氧气反应时,氧气的需求量大于氢气的需求量,所以让更多的氧气进入氧气通道31内,便于氢气和氧气充分反应。
40.参照图3,在阴极板12上位于第二氧气入口125的下方固定连接有多个导流条121,且靠近第二冷凝剂入口124的导流条121倾斜设置,由于第二氧气入口124位于阴极板12的一侧,所以从第二氧气入口125进入氧气通道31时,大多数氧气可能沿着第二氧气入口125下方的氧气通道31进入,而远离第二氧气入口125的氧气通道31内氧气含量较少,导致氢气和氧气的反应不够充分,通过设置导流条121,使氧气沿着导流条121的长度方向扩散,将氧气分散至各个氧气通道31附近。
41.在导流条121和与氧气通道31之间固定连接有多个分散柱122,且多个分散柱122沿阴极板12的宽度方向设置,氧气从第二氧气入口125进入时,首先经导流条121分散至第二导流区3,接着从分散柱122之间进入氧气通道31内,在分散柱122的作用下,氧气能够均匀的进入氧气通道31内,从而使氢气和氧气反应的更加充分。
42.本技术实施例一种用于质子交换膜燃料电池金属双极板的实施原理为:氢气从第一氢气入口111进入第一导流区2内,且沿着氢气通道21在第一导流区2内扩散,最后在第二氢气出口114排出。。
43.氧气首先经过第一氧气入口113,接着从第二氧气入口125进入第二导流区3内,然后经导流条121扩至各个氧气通道31附近,在分散柱122的作用下,氧气均匀的进入各个氢气通道21内,最后在第二氧气出口128排出。
44.氢气和氧气分别在氢气通道21和氧气通道31内扩散,且氢气和氧气接触并发生应。
45.冷凝剂分别从第一冷凝剂入口112和第三冷凝剂入口117进入第一冷凝区41和第二冷凝区42,最终在第一冷凝剂出口115和第三冷凝剂出口118排出,冷凝剂在第一冷凝通道411和第二冷凝通道421内输送时能带走氢气和氧气在反应时产生反应热,进而提升燃料电池的输送性能。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。