1.本发明涉及一种金箔捶打机及其使用方法。
背景技术:
2.金箔等箔材在我国出现已有上千年历史,过去箔材都采用手工捶打的方法,生产效率低、劳动强度大,产品质量存在很多问题,现已淘汰,目前出现了各式各样的自动打箔机。
3.目前,现有的打箔机锤头部分一般为机械式,且大多为曲柄连杆机构,由连杆带动滑块移动,并由滑块带动锤头实现击打动作。并且,在捶打过程中,金属箔会产生大量的热,温度达到一定值时,金属会起化学反应,打出的金属箔会变色,所以在实际应用中,当温度达到一定值时,需要人工将捶打机器停机,将乌金纸装甲设备取出自然冷却,冷却后再继续捶打,直到捶打成箔状。效率不高,工人操作比较繁琐。
4.并且,现有的打箔机通常采用曲柄连杆机构,故在运行过程中机构无法实现动平衡,尤其是高速运动时会出现剧烈振动、噪音大。且滑块与锤头的连接必须为弹性连接,不能采用刚性连接,若为刚性连接则锤头到达下止点的击打速度为零,故击打力为零,无法实现坯料的打薄。而采用弹性连接后,弹性元件在冲击力的反复交变作用下容易使弹性元件失效、寿命降低。针对这一问题,目前已有相关专利公开。如,中国专利申请号为:cn 201510009720.9、申请日为:2015年1月9日的发明专利,公开了一种多工位液压自动打箔机,包括作往复直线运动的锤头机构和作平面运动的送料进给机构。锤头机构主要包括支架、升降液压缸、液压冲击锤和锤杆;送料进给机构主要包括移动工作台、横向进给机构和纵向进给机构,移动工作台由横向进给机构和纵向进给机构带动,实现送料运动,回转工作台置于移动工作台上,安装在移动工作台上的电机带动的回转工作台旋转,可实现金箔包工位转换,回转工作台上有方形通孔,方形通孔上有便于金箔包安放装夹的夹具。虽然该打箔机提高了捶打效率,但是,由于在捶打过程中,金属箔产生大量的热,为防止金属箔变色,当温度达到一定值时,需要人工将捶打机器停机,将金属箔取出自然冷却,冷却后再继续捶打,直到捶打成箔状,工人操作比较繁琐。
技术实现要素:
5.针对现有打箔机需要人工操作停机,对金属箔进行冷却降温,防止金属箔变色的问题,本发明提供一种金箔捶打机及其使用方法,设有多个乌金纸装甲,通过对乌金纸装甲中的金属箔进行循环捶打,本发明的金箔捶打机能够保证捶打的金属箔不会变色,无需人工操作停机降温,既提高了工作效率,又保证了金属箔的质量。
6.为解决上述问题,本发明采用如下的技术方案。
7.一种金箔捶打机,包括捶打平面和传动机构,传动机构位于捶打平面上;还包括捶打机构和多个乌金纸装甲,多个乌金纸装甲沿着传动机构的传送方向在传动机构上等间距分布;捶打机构安装在捶打平面上,用于捶打乌金纸装甲上的金属箔。
8.进一步的技术方案,还包括底盘,底盘安装在所述捶打平面上,并与捶打机构的捶打位置对应。
9.进一步的技术方案,传动机构包括多个从动轮和链条,从动轮转动安装在捶打平面的旁侧,多个从动轮通过链条传动连接。
10.进一步的技术方案,还包括减速器,减速器包括皮带、主动轮和驱动电机,驱动电机安装在捶打平面上,其输出轴与主动轮转动连接,主动轮与其中一个从动轮通过皮带传动连接。
11.进一步的技术方案,乌金纸装甲设有8个。
12.进一步的技术方案,捶打机构为气缸或液压缸。
13.一种金箔捶打机的使用方法,采用上述所述的金箔捶打机,包括如下步骤:
14.步骤一、驱动电机驱动主动轮旋转,由皮带带动从动轮旋转,从动轮带动链条传动,将乌金纸装甲运送到底盘上;
15.步骤二、启动捶打机构,按照设定的捶打时间对底盘上乌金纸装甲进行捶打;
16.步骤三、当捶打时间结束,链条传动将下一个乌金纸装甲运送到底盘上,捶打机构继续对乌金纸装甲进行捶打;
17.步骤四、重复上述步骤,直至链条上的最后一个乌金纸装甲捶打完成,此时,第一个乌金纸装甲的温度降为常温;
18.步骤五、重复执行步骤一至步骤四,直到达到设定的循环次数,停止捶打,取出乌金纸装甲上的金属箔。
19.进一步的技术方案,链条的传动速度根据驱动电机的转速、乌金纸装甲的个数、链条的长度、捶打机构的捶打速度以及环境温度进行设定。
20.相比于现有技术,本发明的有益效果为:
21.(1)本发明的金箔捶打机能够对多个乌金纸装甲进行循环捶打,在循环过程中金属箔实现自然冷却降温,能够保证金属箔不会因高温变色,无需人工操作停机进行降温,既提高了工作效率,又保证了金属箔的质量。
22.(2)本发明的金箔捶打机,通过减速器调控乌金纸装甲的运输速度,保证在不同的环境温度下金属箔均能够自然冷却降温。
23.(3)本发明的金箔捶打机能够对多个乌金纸装甲进行捶打,并且金箔捶打机的使用方法较为简单,提高工作效率。
附图说明
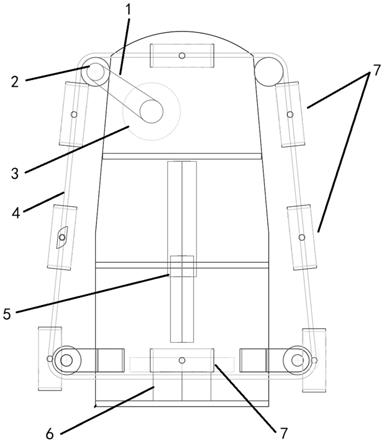
24.图1为本发明的金箔捶打机的结构示意图。
25.图中标号表示为:1、皮带;2、从动轮;3、驱动电机;4、链条;5、捶打机构;6、底盘;7、乌金纸装甲。
具体实施方式
26.下面结合具体实施例和附图对本发明进一步进行描述。
27.实施例1
28.本实施例提供了一种金箔捶打机,如图1所示,包括捶打平面、底盘6、减速器、传动
机构、捶打机构5和多个乌金纸装甲7,乌金纸装甲7用于盛放金属箔。
29.底盘6和传动机构均位于捶打平面上,本实施例中的乌金纸装甲7设有8个,8个乌金纸装甲7沿着传动机构的传送方向在传动机构上等间距分布,传动机构用于将乌金纸装甲7输送至底盘6上。底盘6与捶打机构5的捶打位置对应,捶打机构5也设置在捶打平面上,捶打机构5用于捶打底盘6上乌金纸装甲7。捶打机构5可以为气缸、液压缸或其他可实现捶打的部件,本实施例中的捶打机构5采用高速气缸。
30.传动机构包括多个从动轮2和链条4,本实施例中的从动轮2设有4个,分别转动安装在捶打平面的四个拐角处,4个从动轮2通过链条4实现传动连接。
31.减速器用于调控传动机构的运输速度,减速器包括皮带1、主动轮和驱动电机3,驱动电机3安装在捶打平面上,其输出轴与主动轮转动连接,主动轮与其中一个从动轮2通过皮带1传动连接。由于驱动电机3的转速较快,通过主动轮与从动轮2的直径比改变转速,实现减速的目的。
32.实施例2
33.本实施例提供了一种金箔捶打机的使用方法,采用实施例1中的金箔捶打机,如图1所示,包括如下使用步骤:
34.步骤一、将8个乌金纸装甲7上均装有金属箔。
35.步骤二、驱动电机3驱动主动轮旋转,由皮带1带动从动轮2旋转,从动轮2带动链条4传动,链条4将乌金纸装甲7运送到底盘6上,驱动电机3停止转动。
36.步骤三、启动高速气缸,高速气缸进行快速伸缩,按照设定的捶打时间对底盘6上的乌金纸装甲7进行捶打.
37.步骤四、当捶打时间结束,高速气缸停止捶打,驱动电机3开始转动,由皮带1带动从动轮2旋转,从动轮2带动链条4传动,将下一个乌金纸装甲7运送到底盘6上,此时,驱动电机3停止转动,启动高速气缸对底盘6上的乌金纸装甲7进行捶打。
38.步骤五、当捶打时间结束,高速气缸停止捶打,重复上述步骤,直至链条4上的最后一个乌金纸装甲7捶打完成,此时,第一个乌金纸装甲7的温度降为常温。
39.步骤六、重复执行步骤二至步骤五,直到达到设定的循环次数,停止捶打,取出乌金纸装甲7上的金属箔。
40.本实施例的捶打方法可以一次性捶打8包乌金纸装甲7,效率较高。并且链条4的传动速度可以根据驱动电机3的转速、乌金纸装甲7的个数、链条4的长度、捶打机构5的捶打速度以及环境温度等条件进行设定,保证在第8个乌金纸装甲7被捶打完后,第1个被捶打的乌金纸装甲7经过循环后,温度正好降到常温,从而可以继续捶打第1个乌金纸装甲7。因此,只需要设定链条4的传动速度以及循环捶打的次数,即可以实现对8个乌金纸装甲7进行自动循环捶打,并且,在循环捶打期间无需人工操作停机降温,既能够保证捶打的金属箔不会变色,又保证了金属箔的捶打质量。
41.本发明所述实例仅仅是对本发明的优选实施方式进行描述,并非对本发明构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。