1.本发明涉及液压软管接头预加热装置技术领域,具体为用于液压软管接头生产加工的锻打坯件预加热装置。
背景技术:
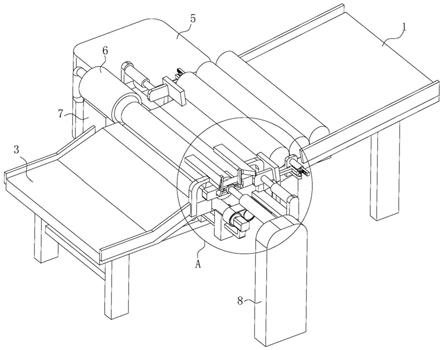
2.在液压软管接头生产过程中,需要对毛坯轴状锻件进行锻造,首先需把轴状锻件毛坯在输送至加热炉或加热箱(5)内,然后对轴状的锻件一端进行加热,并使达到锻造所需温度,最后在锻床上锻压成型。
3.现有技术中在对轴类锻件进行锻造过程中,由于轴类锻件多个并排在料板上,在对单个轴类锻进行加热时,相邻的锻件往往会被同时进行加热,容易导致相邻锻件黏连现象,不利于后续轴类锻件的锻造,且现有的加热设备在对轴类锻件进行加热时,对锻件的加热点固定,容易导致锻件四周受热不均,不利于锻件后续的锻造。
4.基于此,本发明设计了用于液压软管接头生产加工的锻打坯件预加热装置,以解决上述问题。
技术实现要素:
5.本发明的目的在于提供用于液压软管接头生产加工的锻打坯件预加热装置,以解决上述背景技术中提出了现有技术中在对轴类锻件进行锻造过程中,由于轴类锻件多个并排在料板上,在对单个轴类锻进行加热时,相邻的锻件往往会被同时进行加热,容易导致相邻锻件黏连现象,不利于后续轴类锻件的锻造,且现有的加热设备在对轴类锻件进行加热时,对锻件的加热点固定,容易导致锻件四周受热不均,不利于锻件后续的锻造的问题。
6.为实现上述目的,本发明提供如下技术方案:用于液压软管接头生产加工的锻打坯件预加热装置,包括上料支架,所述上料支架呈倾斜姿势,所述上料支架内侧壁上通过工字连接板固定连接有送料支架,所述送料支架为倾斜布置,所述上料支架和所述送料支架之前设有两个转动辊,所述转动辊后侧设有用于对转动辊圆周进行均匀加热的加热机构,所述转动辊前侧设有用于推动转动辊顶部的轴锻件进入加热机构内进行加热的推动机构,所述送料支架外侧连接有用于每次使一根轴锻件进入两个转动辊上方的开合机构;
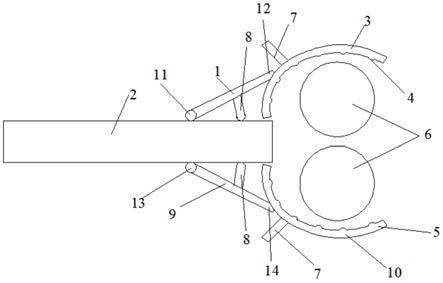
7.所述加热机构包括加热箱,所述加热箱设置在上料支架的外侧,所述加热箱外侧通过加热架连接有加热筒,所述加热筒的轴心与两个转动辊顶部的轴锻件同心,所述加热筒底部固定连接有支柱;
8.所述推动机构包括第一固定板,所述第一固定板设置在送料支架的外侧,所述第一固定板后侧壁上固定连接有推动气缸,所述推动气缸后端固定连接有推动板,所述推动板内部开设有第一滑槽,所述第一滑槽内侧壁上滑动连接有两个弧形夹板,两个所述弧形夹板与第一滑槽之间均固定连接有第一弹簧,所述送料支架和上料支架前侧壁上均固定连接有l型连接板,两个所述l型连接板内端均固定连接有第一挤压板,两个所述弧形夹板顶部均固定连接有引导块,所述引导块用于与第一挤压板相作用;
9.所述开合机构包括两个l型支撑架,两个所述l型支撑架分别固定连接在上料支架的前后两侧壁上,两个所述l型支撑架内侧壁上均固定连接有第一气弹簧,两个所述第一气弹簧内端均固定连接有第一挡板,前侧所述第一挡板与推动板的前侧壁接触,两个所述第一挡板右侧壁上均固定连接有限位板,两个所述限位板均位于上料支架的顶部用于对轴锻件进行阻挡,两个所述限位板底部均固定连接有第一齿条,所述上料支架底部转动连接有第一齿轮,所述第一齿轮位于两个第一齿条之间且与两个第一齿条啮合,所述限位板右侧连接有用于在左侧第一个锻件落下时限制后续轴锻件滚落的限制机构;
10.所述限制机构包括两个第二齿条,两个所述第二齿条分别固定连接在前后两个限位板的右侧壁上,所述上料支架前后侧壁上均固定连接有第一连接板,两个所述第一连接板内部均贯穿有与其滑动连接的定位杆,两个所述定位杆用于插入相邻两个轴锻件的间隙内对右侧的轴锻件进行阻挡,两个所述定位杆外端均固定连接有第三齿条,两个所述第一连接板外侧壁上均固定连接有第二连接板,所述第二连接板顶部转动连接有第二齿轮,所述第二齿轮与第二齿条和第三齿条相啮合;
11.所述工字连接板的顶部固定连接有两个第二气弹簧,两个所述第二气弹簧顶端均固定连接有第一顶板,两个所述第一顶板外端均固定连接有两个支撑块,所述支撑块用于支撑转动辊,所述转动辊转动连接在支撑块的顶部,两个所述第一顶板底部共同固定连接有两个第一导向块,两个所述第一齿条底部均固定连接有l型挤压板,两个所述l型挤压板分别用于对两个第一导向块进行挤压;
12.两个所述转动辊外表面上均固定连接有摩擦辊,两个所述摩擦辊通过摩擦带传动连接,所述转动辊外端固定连接有驱动电机,所述驱动电机通过l型固定板固定连接在支撑块的外侧壁上。
13.与现有技术相比,本发明的有益效果是:
14.1.本发明通过在每次对轴锻件进行加热时,先利用开合机构配合推动机构对沿上料支架排列的轴锻件依次一个一个的进入到两个转动辊的上方,避免多个锻件同时进入加热区域进行加热,保证锻件的加热效果,避免多个锻件在加热后黏连,而两个转动辊则能很好地对轴锻件进行稳定承接,保证轴锻件下落后的位置,避免轴锻件偏移,推动机构推动轴锻件向加热机构内移动时,依据其移动距离准确把握对轴锻件的夹持时机,确保轴锻件能在加热后再次准确的复位,避免影响轴锻件的排出,并以此过程实现自动连续地对轴锻件进行预加热,工作效率高。
15.2.本发明通过在两个工字连接板的顶部设置的两个气弹簧,当轴锻件被带动退出加热筒复位时,推动板继续向后移动,开始进行下个循环时,推动板会带动第一挡板向外移动,使底部的两个第一齿条向外侧移动,两个第一齿条分别带动与其固定连接的l型挤压板挤压第一导向块,使第一导向块和第一顶板同时向上移动,在限位板还未与轴锻件脱离之前,两个第一顶板通过带动支撑块使两个转动辊向上抬升一段距离,便于加热后的轴锻件被冲出送料支架,并在推动板向前移动时,l型挤压板被带动脱离第一导向块,当推动板与轴锻件接触时,l型挤压板脱离第一导向块,顶部的转动辊在重力和第二气弹簧的拉扯下将,对轴锻件进行对中的同时,保证轴锻件的稳定性,避免轴锻件直接从送料支架排出,有利于每次轴锻件的精准加工和加工后的稳定排出,保证每次只能有一个轴锻件处于两个转动轴的顶部。
附图说明
16.图1为本发明的总体结构第一立体视图;
17.图2为图1中a处结构放大图;
18.图3为本发明的总体结构第二立体视图;
19.图4为本发明的总体结构第三立体视图;
20.图5为本发明的第一齿条和第一导向块结构示意图;
21.图6为本发明的总体结构第四立体视图(不显示轴锻件);
22.图7为本发明的总体结构第五立体视图(不显示轴锻件)。
23.附图中,各标号所代表的部件列表如下:
24.上料支架1、工字连接板2、送料支架3、转动辊4、加热箱5、加热筒6、支柱7、第一固定板8、推动气缸9、推动板10、第一滑槽11、弧形夹板12、第一弹簧13、l型连接板14、第一挤压板15、引导块16、l型支撑架17、第一气弹簧18、第一挡板19、限位板20、第一齿条21、第一齿轮22、第二齿条23、第一连接板24、定位杆25、第三齿条26、第二连接板27、第二齿轮28、第二气弹簧29、第一顶板30、支撑块31、第一导向块32、l型挤压板33、摩擦辊34、摩擦带35、驱动电机36、l型固定板37。
具体实施方式
25.请参阅图1
‑
7,本发明提供一种技术方案:用于液压软管接头生产加工的锻打坯件预加热装置,包括上料支架1,上料支架1呈倾斜姿势,上料支架1内侧壁上通过工字连接板2固定连接有送料支架3,送料支架3为倾斜布置,上料支架1和送料支架3之前设有两个转动辊4,转动辊4后侧设有用于对转动辊4圆周进行均匀加热的加热机构,转动辊4前侧设有用于推动转动辊4顶部的轴锻件进入加热机构内进行加热的推动机构,送料支架3外侧连接有用于每次使一根轴锻件进入两个转动辊4上方的开合机构;
26.加热机构包括加热箱5,加热箱5设置在上料支架1的外侧,加热箱5外侧通过加热架连接有加热筒6,加热筒6的轴心与两个转动辊4顶部的轴锻件同心,加热筒6底部固定连接有支柱7;
27.推动机构包括第一固定板8,第一固定板8设置在送料支架3的外侧,第一固定板8后侧壁上固定连接有推动气缸9,推动气缸9后端固定连接有推动板10,推动板10内部开设有第一滑槽11,第一滑槽11内侧壁上滑动连接有两个弧形夹板12,两个弧形夹板12与第一滑槽11之间均固定连接有第一弹簧13,送料支架3和上料支架1前侧壁上均固定连接有l型连接板14,两个l型连接板14内端均固定连接有第一挤压板15,两个弧形夹板12顶部均固定连接有引导块16,引导块16用于与第一挤压板15相作用;
28.开合机构包括两个l型支撑架17,两个l型支撑架17分别固定连接在上料支架1的前后两侧壁上,两个l型支撑架17内侧壁上均固定连接有第一气弹簧18,两个第一气弹簧18内端均固定连接有第一挡板19,前侧第一挡板19与推动板10的前侧壁接触,两个第一挡板19右侧壁上均固定连接有限位板20,两个限位板20均位于上料支架1的顶部用于对轴锻件进行阻挡,两个限位板20底部均固定连接有第一齿条21,上料支架1底部转动连接有第一齿轮22,第一齿轮22位于两个第一齿条21之间且与两个第一齿条21啮合,限位板20右侧连接有用于在左侧第一个锻件落下时限制后续轴锻件滚落的限制机构;
29.限制机构包括两个第二齿条23,两个第二齿条23分别固定连接在前后两个限位板20的右侧壁上,上料支架1前后侧壁上均固定连接有第一连接板24,两个第一连接板24内部均贯穿有与其滑动连接的定位杆25,两个定位杆25用于插入相邻两个轴锻件的间隙内对右侧的轴锻件进行阻挡,两个定位杆25外端均固定连接有第三齿条26,两个第一连接板24外侧壁上均固定连接有第二连接板27,第二连接板27顶部转动连接有第二齿轮28,第二齿轮28与第二齿条23和第三齿条26相啮合;
30.工作时,将需要进行加热的轴锻件依次放置在上料支架1顶部,启动加热机构,先进行预热,使加热机构到达一定的加热温度,放置在上料支架1顶部的轴锻件依次排列在上料支架1的顶部,启动推动气缸9,推动气缸9带动推动板10向前移动,推动板10拨动第一挡板19,使第一挡板19和限位板20同时向外侧移动,前侧的限位板20通过带动第一齿条21,使第一齿轮22和后侧的第一齿条21和限位板20同时向后侧移动,从而使两个限位板20同时向外侧移动打开在,使轴锻件快速滑入到两个转动辊4的顶部,并且两个限位板20在向外侧移动的同时,带动第二齿条23向外侧移动,通过第二齿轮28使第三齿条26和定位杆25向内侧移动,前后两个定位杆25在两个限位板20还未离开轴锻件时插入至两个相邻轴锻件的间隙内,对后续的轴锻件进行阻挡,避免在限位板20脱离轴锻件后,后续的轴锻件跟随一起落下,保证每次只会有一个轴锻件进入,避免多个锻件相接触进行加热,两个转动辊4使轴锻件对中,然后,推动气缸9开始伸出,带动推动向前移动,快速靠近转动辊4,前后两个第一挡板19在第一气弹簧18的作用下复位,使两个限位板20再次滑入上料支架1的顶部,相反,两个定位杆25则被拔出,使后续的轴锻件滑落一个位置,再次落在两个限位板20的右侧,可进行持续不断的输送过程,但推动板10的后侧面与轴锻件的前端还未接触时,两个弧形夹板12此时被第一弹簧13顶住处于打开状态,两个弧形夹板12顶部的引导块16开始与第一挤压板15接触,使得两个弧形夹板12开始沿第一滑槽11向内滑动,在推动向后移动的过程汇总缓慢将轴锻件夹紧,当推动板10后表面与轴锻件接触时,两个弧形夹板12将轴锻件彻底夹紧,避免轴锻件在推动过程中偏移,推动板10继续向后移动,开始推动轴锻件向后移动,使轴锻件的后端插入加热筒6内,当轴锻件的后端插入后,停留一段时间,将轴锻件的后端进行彻底的加热,加热筒6对轴锻件圆周继续均匀加热,然后,推动气缸9开始回缩,此时,弧形夹板12将轴锻件夹紧,可以拉动轴锻件回退,推动板10带动轴锻件缓慢复位,当轴锻件刚好复位时,引导块16开始沿第一挤压板15斜面移动,两个弧形夹板12在第一弹簧13作用下张开,放开对轴锻件的夹持,使得推动板10在后续的打开过程中,轴锻件能较为准确的停留在转动辊4的上方,有利于轴锻件顺利从送料支架3上排出,推动板10向外移动,弧形夹板12脱离轴锻件,重复上步骤,使下个轴锻件下落,与加热后的轴锻件形成冲击,使其从送料支架3顶部排出,完成对一个轴锻件的预加热,从而实现在每次对轴锻件进行加热时,先利用开合机构配合推动机构对沿上料支架1排列的轴锻件依次一个一个的进入到两个转动辊4的上方,避免多个锻件同时进入加热区域进行加热,保证锻件的加热效果,避免多个锻件在加热后黏连,而两个转动辊4则能很好地对轴锻件进行稳定承接,保证轴锻件下落后的位置,避免轴锻件偏移,推动机构推动轴锻件向加热机构内移动时,依据其移动距离准确把握对轴锻件的夹持时机,确保轴锻件能在加热后再次准确的复位,避免影响轴锻件的排出,并以此过程实现自动连续地对轴锻件进行预加热,工作效率高。
31.作为本发明的进一步方案,工字连接板2的顶部固定连接有两个第二气弹簧29,两
个第二气弹簧29顶端均固定连接有第一顶板30,两个第一顶板30外端均固定连接有两个支撑块31,支撑块31用于支撑转动辊4,转动辊4转动连接在支撑块31的顶部,两个第一顶板30底部共同固定连接有两个第一导向块32,两个第一齿条21底部均固定连接有l型挤压板33,两个l型挤压板33分别用于对两个第一导向块32进行挤压;工作时,由于在利用两个转动辊4对滚落的轴锻件进行承接时,为保证轴锻件不会直接滚出,两个转动辊4需要低于送料支架3的顶面,并且在后续的轴锻件冲击加热后的锻件时,难以精准把握轴锻件被排出,可能会影响后续落下的轴锻件的加热,通过在两个工字连接板2的顶部设置的两个气弹簧,当轴锻件被带动退出加热筒6复位时,推动板10继续向后移动,开始进行下个循环时,推动板10会带动第一挡板19向外移动,使底部的两个第一齿条21向外侧移动,两个第一齿条21分别带动与其固定连接的l型挤压板33挤压第一导向块32,使第一导向块32和第一顶板30同时向上移动,在限位板20还未与轴锻件脱离之前,两个第一顶板30通过带动支撑块31使两个转动辊4向上抬升一段距离,便于加热后的轴锻件被冲出送料支架3,并在推动板10向前移动时,l型挤压板33被带动脱离第一导向块32,当推动板10与轴锻件接触时,l型挤压板33脱离第一导向块32,顶部的转动辊4在重力和第二气弹簧29的拉扯下将,对轴锻件进行对中的同时,保证轴锻件的稳定性,避免轴锻件直接从送料支架3排出,有利于每次轴锻件的精准加工和加工后的稳定排出,保证每次只能有一个轴锻件处于两个转动轴的顶部。
32.作为本发明的进一步方案,两个转动辊4外表面上均固定连接有摩擦辊34,两个摩擦辊34通过摩擦带35传动连接,转动辊4外端固定连接有驱动电机36,驱动电机36通过l型固定板37固定连接在支撑块31的外侧壁上;工作时,由于轴锻件在插入加热筒6内进行加热时,其表面上可能会残留部分氧化片,在加热时会影响对轴锻件的均匀加热,通过在推动将轴锻件推入加热筒6内后,启动驱动电机36,带动启动一个转动辊4转动,转动辊4通过摩擦辊34和摩擦带35,带动另一个转动辊4转动,使得位于两个转动辊4顶部的轴锻件在加热时能进行转动,可将加热端的氧化皮甩出,有利于对轴锻件的后端件均匀加热。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。