1.本发明属于水泥生产配件技术领域,具体涉及一种水泥窑用喷煤管预制件及其制备方法。
背景技术:
2.水泥在生产过程中需要经过高温煅烧,而产生高温的燃料需要通过喷煤管输送至水泥窑内,随着新型干法水泥窑朝着大型化方向发展以及外分解技术的不断应用,对水泥窑喷煤管的性能要求也日益提高,要求必须能够保证水泥烧成过程中的热量供应。为了提高喷煤管的使用性能,普遍会在喷煤管的端口通常会浇注一层耐火材料作为保护套,由于喷煤管长期处于高温、经受水泥熟料冲刷、磨损、急冷急热等恶劣的环境,对保护套的性能要求非常高。
3.通常形成保护套的耐火浇注料中的铝含量高、强度高,但抗热震性差、易开裂剥落,使用寿命受到限制。含有碳化硅的浇注料虽然抗热震性有一定改善,但随着碳化硅在使用条件下的氧化,使用性能也随之显著下降。此外,在喷煤管端口浇注耐火材料时,对施工条件和施工环境要求高:浇注时需要模板支撑,且拌好的料在30分钟内必须入模,否则就会变硬,入模时需要振捣,施工时间较长;施工后需要3d左右的养护期,养护时间长;冬季采用浇注料施工难度大,由于气温低,施工时需要有必要的保温措施,从而增加了施工难度,影响施工速度;即使严格执行施工技术要求,运转一段时间后总有局部爆裂现象,维护费用比较高;在非计划停检的情况下,通常实际养护数小时或半天就开窑点火,从而大大降低了浇注料的使用寿命。由此可见,除了材质上本身的不足外,施工质量也直接影响保护套的使用效果,现有的保护套施工难度大,施工质量难以确保,导致使用过程中易产生开裂而剥落,使用周期短(目前的喷煤管端口保护套使用周期仅在6~8 个月)。
技术实现要素:
4.为解决上述问题,本发明提供了一种水泥窑用喷煤管预制件,抗热震性好,强度高,不易开裂剥落,施工简单,使用寿命长。
5.为达到上述目的,本发明采用的具体技术方案如下:一种水泥窑用喷煤管预制件,包括预制主体以及涂覆在所述预制主体上的涂层,所述预制主体至少由以下重量份的原料制成:钛刚玉43~59份,黑刚玉15~25份,煅烧叶腊石8~12份,硅线石粉6~10份,氧化铝粉8~12份,结合剂4~6份,耐热钢纤维1~2份,聚合氯化铝0.15~0.2份。本发明提出了用于拼接成圆管(即保护套)的预制件,其预制主体配方中,采用抗热震性和韧性较好、强度高的钛刚玉和黑刚玉复合作为喷煤管预制件的主要原料,使得预制件具有较高的基础强度和抗热震性,并且,钛刚玉中以α
‑
al2o3和钛酸铝为主矿相,能够防止黑刚玉中fe
2
向fe
3
的转变,进而保证黑刚玉中铁铝尖晶石相的稳定性,确保预制件的抗热震性不会下降;煅烧叶腊石起到过渡作用,能够提高涂层在预制主体表面的附着性能,防
止两者热膨胀系数的差异而产生涂层剥落;耐热钢纤维在预制件中起到增强增韧作用;聚合氯化铝能够调节预制件的硬化时间,提高工作效率。由此,本发明通过材质的优化使得预制件具有良好的强度、抗热震性以及韧性,进而延长了预制件的使用周期。
6.优选的,所述钛刚玉的组成如下:粒径5~8mm的钛刚玉18~24份,粒径3~5mm的钛刚玉15~20份,粒径1~3mm的钛刚玉10~15份。
7.优选的,所述钛刚玉中,al2o3的质量百分含量为85~90%,tio2的质量百分含量为5~8%。
8.优选的,所述黑刚玉的组成如下:粒径0.075~1mm的黑刚玉为10~15份,粒径小于0.075mm的黑刚玉为5~10份。
9.优选的,所述黑刚玉中,al2o3的质量百分含量为65~74%,fe2o3的质量百分含量为8~12%。
10.优选的,所述结合剂为sioxx-zero粉。sioxx-zero粉作为一种改性复合硅微粉,一方面可以起到分散作用,降低加水量,提高浇注成形时的流动性;另一方面起到结合作用,在低温下就能够产生较高的强度。
11.优选的,所述煅烧叶腊石的粒径为0~1mm,所述硅线石粉的粒径不大于200目。
12.优选的,所述涂层为釉层,所述釉层的原料按质量百分比计包括:sio
2 35~40%,b2o
3 3~8%,na2o 2~5%。涂层对喷煤管预制件起到免疫保护功能,该配方的涂层能够有效提高预制件抵抗k2o、na2o等碱性气体侵蚀的能力。
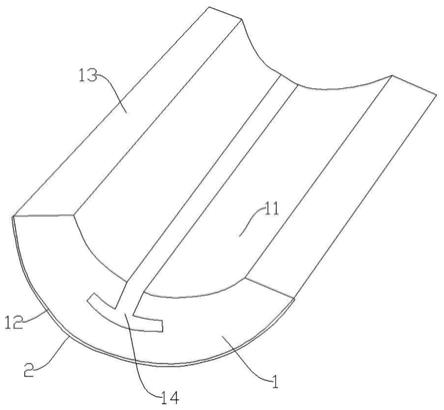
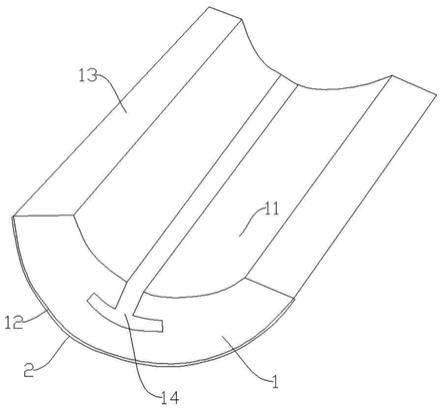
13.优选的,所述预制主体呈弧形管壳状,包括内弧面、外弧面以及连接所述内弧面与外弧面的两个接合端面;所述预制主体的内弧面上沿轴向方向贯穿开设有呈倒t型的凹槽;所述涂层涂覆于所述的外弧面。所述凹槽用于安装顶端固定在喷煤管芯体的锚固件,锚固件由轴向穿入所述凹槽内;并且凹槽的开设还能进行应力释放,有效降低预制件开裂的可能。除了材质外,本发明通过将耐火材料制成模块化的预制件,改变传统浇注施工模式,施工时只需要拼接套装即可完成安装,避免了浇注施工因素对产品产生的不利影响,保证了施工质量,使用周期得到进一步的延长。
14.本发明还提供上述水泥窑用喷煤管预制件的制备方法,包括以下步骤:s1.将预制主体的原料与水混合,搅拌均匀;然后在模具中振动浇注成形,成形后6~8小时脱模,常温养护70~75小时;s2. 在预制主体的表面涂覆厚度在0.3~0.5mm的涂层,得半成品;s3. 将半成品置于加热设备中以7.5~8.5℃/h 的升温速度升温到100~110℃,保温3.5~4.5小时;然后以9.5~10.5℃/h 的升温速度升温到270~290℃,保温5.5~6.5小时;再以14.5~15.5℃/h 的升温速度升温到390~410℃,保温7.5~8.5小时;最后自然冷却降温,得到水泥窑用喷煤管预制件。优选的,步骤s3中,将半成品置于加热设备中以8℃/h 的升温速度升温到105℃,保温4小时;然后以10℃/h 的升温速度升温到280℃,保温6小时;再以15℃/h 的升温速度升温到400℃,保温8小时。本发明具有以下有益效果:1、本发明通过钛刚玉和黑刚玉的配合使用使得预制件具有良好稳定的抗热震性能和冲击韧性,能够适应喷煤管在使用和吊装过程中产生的变形;并通过整体的原料优化
获得良好的体积稳定性、耐磨性能和高温力学性能,预制件经低温烘烤而产生的强度比之以往的浇注料大大提高,有效延长预制件的使用周期。
15.2、本发明通过设置由sio
2、
b2o
3、
na2o制成的涂层,提高预制件抵抗碱性气体侵蚀的能力。
16.3、本发明通过在预制主体的原料中采用煅烧叶腊石,起到过渡作用,提高涂层在预制主体表面的附着性能,防止两者热膨胀系数的差异而产生涂层剥落。
17.4、本发明通过将耐火材料制成模块化的预制件,改变了传统浇注施工模式,避免了现场施工过程中因加水量、施工温度、烘烤制度等因素给浇注料带来的强度降低、容易爆裂等不利影响,现场拼装使施工更加简便并且容易进行,直接省去了现场搅拌、浇注、捣打和养护等步骤,节约了施工时间,并且施工不受环境和季节的影响,保证了施工质量,在材质优化的基础上进一步延长喷煤管的使用周期,本发明预制件拼装成圆管套装于喷煤管端口后的使用寿命可达1~1.5年。
18.5、本发明预制件拼装成的圆管套装于喷煤管端口在使用过程中发生局部毁坏时,无需像现有浇注成型的保护套一样更换整体,只需更换损坏部分对应的预制件即可,减少了材料的浪费,拆装也更为便捷。
附图说明
19.图1:本发明所述水泥窑用喷煤管预制件的结构示意图。
20.图2:本发明所述水泥窑用喷煤管预制件的应用安装示意图。
21.图3:图2中喷煤管芯体的结构示意图。
22.图中:1
‑
预制主体,2
‑
涂层,3
‑
锚固件,4
‑
喷煤管芯体,5
‑
圆管;11
‑
内弧面,12
‑
外弧面,13
‑
接合端面,14
‑
凹槽。
具体实施方式
23.以下结合附图和具体实施例对本发明进行进一步的说明。
24.实施例1一种水泥窑用喷煤管预制件,构造如图1所示,包括预制主体1和涂层2;所述预制主体1呈半圆形管壳状,包括内弧面11、外弧面12以及连接所述内弧面11与外弧面12的两个接合端面13;所述预制主体1的内弧面11上沿轴向方向贯穿开设有呈倒t型的凹槽14;所述涂层2涂覆于所述的外弧面12。
25.所述预制主体1由以下重量份的原料制成:粒径5~8mm的钛刚玉18份、粒径3~5mm的钛刚玉20份、粒径1~3mm的钛刚玉10份、粒径0.075~1mm的黑刚玉15份、粒径0~1mm的煅烧叶腊石12份、粒径不大于200目的硅线石粉6份、氧化铝粉12份,粒径小于0.075mm的黑刚玉10份,sioxx-zero粉6份,耐热钢纤维2份,聚合氯化铝0.15份;所述钛刚玉中,al2o3的质量百分含量为88%,tio2的质量百分含量为6%;所述黑刚玉中,al2o3的质量百分含量为70%,fe2o3的质量百分含量为10%。所述涂层2为釉层,具体由以下原料制成(按质量百分比计):sio
2 38%,b2o
3 5%,na2o 4%。
26.所述水泥窑用喷煤管预制件的制备方法如下:s1.将预制主体1的原料按比例混合后加入水4份,搅拌均匀;然后在模具中振动浇
注成形,成形后8小时脱模,常温养护72小时;s2. 在预制主体1的表面涂覆厚度在0.3mm的涂层2,得半成品;s3. 将半成品置于加热设备中以8℃/h 的升温速度升温到105℃,保温4小时;然后以10℃/h 的升温速度升温到280℃,保温6小时;再以15℃/h 的升温速度升温到400℃,保温8小时;最后自然冷却降温,得到水泥窑用喷煤管预制件。
27.本实施例还提供上述水泥窑用喷煤管预制件的应用安装实例,如图2所示,为一种喷煤管头部结构,包括喷煤管芯体4、套设于喷煤管芯体4的圆管5以及连接所述喷煤管芯体4与圆管5的锚固件3;所述圆管5由两个上述的水泥窑用喷煤管预制件拼接而成,相邻的所述预制件通过所述接合端面13之间的粘合实现拼接;所述锚固件3为y型锚固件,卡置于所述凹槽14且顶端与所述喷煤管芯体4焊接;每个预制件对应安装一组锚固件3,一组锚固件3在喷煤管芯体4的外壁沿着轴向间隔分布(如图3所示)。
28.实施例2一种水泥窑用喷煤管预制件,结构同实施例1,原料组成不同,具体如下:所述预制主体1由以下重量份的原料制成:粒径5~8mm的钛刚玉24份、粒径3~5mm的钛刚玉15份、粒径1~3mm的钛刚玉15份、粒径0.075~1mm的黑刚玉10份、粒径0~1mm的煅烧叶腊石8份、粒径不大于200目的硅线石粉10份、氧化铝粉8份,粒径小于0.075mm的黑刚玉5份,sioxx-zero粉4份,耐热钢纤维1份,聚合氯化铝0.2份;所述钛刚玉中,al2o3的质量百分含量为85%,tio2的质量百分含量为5%;所述黑刚玉中,al2o3的质量百分含量为65%,fe2o3的质量百分含量为8%。所述涂层2为釉层,具体由以下原料制成(按质量百分比计):sio
2 35%,b2o
3 3%,na2o 2%。
29.所述水泥窑用喷煤管预制件的制备方法如下:s1.将预制主体1的原料按比例混合后加入水6份,搅拌均匀;然后在模具中振动浇注成形,成形后6小时脱模,常温养护72小时;s2. 在预制主体1的表面涂覆厚度在0.5mm的涂层2,得半成品;s3. 将半成品置于加热设备中以8℃/h 的升温速度升温到105℃,保温4小时;然后以10℃/h 的升温速度升温到280℃,保温6小时;再以15℃/h 的升温速度升温到400℃,保温8小时;最后自然冷却降温,得到水泥窑用喷煤管预制件。
30.实施例3一种水泥窑用喷煤管预制件,结构同实施例1,原料组成不同,具体如下:所述预制主体1由以下重量份的原料制成:粒径5~8mm的钛刚玉22份、粒径3~5mm的钛刚玉18份、粒径1~3mm的钛刚玉12份、粒径0.075~1mm的黑刚玉13份、粒径0~1mm的煅烧叶腊石10份、粒径不大于200目的硅线石粉8份、氧化铝粉10份,粒径小于0.075mm的黑刚玉8份,sioxx-zero粉5份,耐热钢纤维1.5份,聚合氯化铝0.18份;所述钛刚玉中,al2o3的质量百分含量为90%,tio2的质量百分含量为8%;所述黑刚玉中,al2o3的质量百分含量为74%,fe2o3的质量百分含量为12%。所述涂层2为釉层,具体由以下原料制成(按质量百分比计):sio
2 40%,b2o
3 8%,na2o 5%。
31.所述水泥窑用喷煤管预制件的制备方法如下:s1.将预制主体1的原料按比例混合后加入水5份,搅拌均匀;然后在模具中振动浇注成形,成形后7小时脱模,常温养护72小时;
s2. 在预制主体1的表面涂覆厚度在0.5mm的涂层2,得半成品;s3. 将半成品置于加热设备中以8℃/h 的升温速度升温到105℃,保温4小时;然后以10℃/h 的升温速度升温到280℃,保温6小时;再以15℃/h 的升温速度升温到400℃,保温8小时;最后自然冷却降温,得到水泥窑用喷煤管预制件。
32.实施例4一种水泥窑用喷煤管预制件,结构同实施例1,原料组成不同,具体如下:所述预制主体1由以下重量份的原料制成:粒径5~8mm的钛刚玉23份、粒径3~5mm的钛刚玉17份、粒径1~3mm的钛刚玉14份、粒径0.075~1mm的黑刚玉11份、粒径0~1mm的煅烧叶腊石11份、粒径不大于200目的硅线石粉9份、氧化铝粉11份,粒径小于0.075mm的黑刚玉6份,sioxx-zero粉4份,耐热钢纤维1.5份,聚合氯化铝0.16份;所述钛刚玉中,al2o3的质量百分含量为85%,tio2的质量百分含量为8%;所述黑刚玉中,al2o3的质量百分含量为70%,fe2o3的质量百分含量为8%。所述涂层2为釉层,具体由以下原料制成(按质量百分比计):sio
2 35%,b2o
3 8%,na2o 4.5%。
33.所述水泥窑用喷煤管预制件的制备方法如下:s1.将预制主体1的原料按比例混合后加入水6份,搅拌均匀;然后在模具中振动浇注成形,成形后8小时脱模,常温养护72小时;s2. 在预制主体1的表面涂覆厚度在0.3mm的涂层2,得半成品;s3. 将半成品置于加热设备中以8℃/h 的升温速度升温到105℃,保温4小时;然后以10℃/h 的升温速度升温到280℃,保温6小时;再以15℃/h 的升温速度升温到400℃,保温8小时;最后自然冷却降温,得到水泥窑用喷煤管预制件。
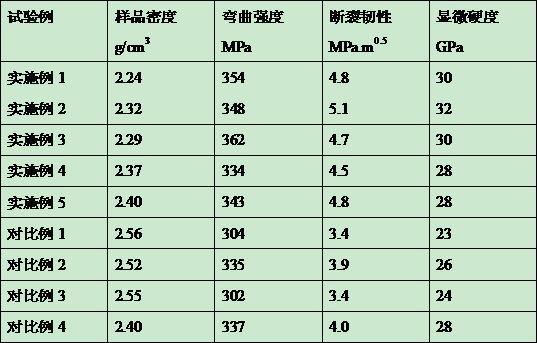
34.对实施例1
‑
4制备的水泥窑用喷煤管预制件进行性能测试,测试项目、测试方法和测试结果如下表所示:
由上表可以看出,本发明预制件在抗热震性、强度、耐磨性、耐碱性、耐高温性、体积稳定性方面均表现优异,且不易变形和剥落,使用寿命能够得到有效延长。
35.本具体实施方式仅仅是对本发明的解释,并不是对本发明的限制,本领域技术人员在阅读了本发明的说明书之后所做的任何改变,只要在本发明权利要求书的范围内,都将受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。