1.本发明涉及蜂窝板生产技术领域,具体是一种蜂窝底板加工用挤出成板和打磨装置及加工工艺。
背景技术:
2.蜂巢底板是两块较薄的面板、牢固地粘结在一层较厚的蜂巢状芯材两面而合成的板材,蜂巢状芯材通常用浸渍过合成树脂(酚醛、聚酯等)的牛皮六角形空腰(蜂巢状)的整块芯板;芯板的厚度通常在15mm~45mm范围内;空腔的尺寸在10mm左右。常用的面板为浸渍过树脂的牛皮纸、纤维板、石膏板等。面板用合适的胶粘剂与芯板牢固地粘合在一起。
3.中国专利号cn209274058u提供一种蜂窝板用压合装置,包括台面、安装框、活动板和竖板,所述台面的下表面焊接有支撑柱,且台面上开设有方形孔,所述安装框上焊接有转动轴,转动轴转动安装在方形孔的内壁,且安装框的两侧内壁对称开设有移动槽,所述活动板上焊接有移动块,移动块滑动安装在移动槽内,且移动块通过弹力片与移动槽弹性连接,所述竖板焊接在台面的上表面,且竖板的上端一侧焊接有横板,横板的下表面固定有液压泵,液压泵内活动安装有液压杆,液压杆的底端螺纹安装有按压板。
4.中国专利号cn211332545u一种块状软木棱边精细磨角设备,涉及到磨边设备技术领域,包括第一连接板、第二连接板和支撑板,第一连接板内侧中部设置有u型板,u型板底端两侧均固定设置有挡灰板,挡灰板外侧底端固定设置有蜂窝板,第一连接板内侧设置有水箱,支撑板内侧中部底端固定设置有抽风机,抽风机的进风口通过气管与蜂窝板连接目前,现有蜂窝板压合装置模具限位结构无法调节,使得一种模具只能生产处一种蜂窝板,同时现有蜂窝板在压合后需要人工将蜂窝板搬运到打磨位置进行打磨,较为费事费力,使得蜂窝板生产不连续,影响蜂窝板的生产效率,因此亟需研发一种蜂窝底板加工用挤出成板和打磨装置及加工工艺。
技术实现要素:
5.本发明的目的在于提供一种蜂窝底板加工用挤出成板和打磨装置及加工工艺,以解决上述背景技术中提出的现有蜂窝板压合设备模具限位结构不便于调节与无法连续生产的问题。
6.本发明的技术方案是:一种蜂窝底板加工用挤出成板装置,包括生产线,所述生产线相视两侧内壁靠近顶部处均开设有凹槽,且其中一个凹槽内部通过螺栓安装有滑杆,另外一个所述凹槽内部通过轴承安装有丝杆,且丝杆外部螺纹连接有滑动连接在滑杆外部的夹持组件,所述夹持组件包括基板,所述基板顶部外壁两侧均开设有呈十字结构分布的安置槽,且安置槽内部通过轴承安装有丝杠,所述丝杆外部螺纹连接有滑动连接有在安置槽内部的滑块,且滑块顶部外壁两侧均开设有插孔,且插孔内部滑动插接有插杆,相邻的两个所述插杆顶端焊接有栏板,所述插杆外部套接有弹簧,且弹簧的两端分别通过螺栓与栏板底部外壁、插孔底部内壁呈固定连接,所述基板底部外壁中心处开设有安放槽,且安放槽一
侧内壁上通过螺栓安装有二号电机,所述二号电机的输出轴通过平键安装有主动锥齿轮,所述丝杠一端通过平键安装有位于安放槽内部的从动锥齿轮,且从动锥齿轮与主动锥齿轮相互啮合。
7.进一步地,所述生产线一侧外壁上通过螺栓安装有一号电机,且一号电机的输出轴通过平键与丝杆呈固定连接。
8.进一步地,所述生产线顶部外壁两侧通过螺栓安装有支架,且支架顶部外壁中心处通过螺栓安装有一号气缸,所述一号气缸的输出端通过螺栓安装有压板,且压板底部外壁两侧均开设有吸孔。
9.进一步地,所述压板顶部外壁两侧靠近吸孔处插接有插接在吸孔内部的伸缩管,所述支架顶部外壁两侧均插接有气管,且气管与伸缩管相互连通。
10.进一步地,所述支架一侧外壁上通过螺栓安装有真空泵,且真空泵通过管道与两个气管相连通,所述生产线一侧外壁上通过螺栓安装有电控箱。
11.一种蜂窝底板加工用打磨装置,包括生产线与下料架,所述下料架通过螺栓安装在生产线一端外壁上,所述下料架两侧外壁靠近底部处均开设有开口槽,所述下料架两侧外壁靠近顶部处均通过螺栓安装有两个支板,且相邻的两个支板之间通过轴承安装有传动丝杆,相邻的两个所述支板之间通过螺栓安装有位于传动丝杆下方的导向杆,且导向杆外部滑动连接有螺纹连接在传动丝杆外部的安装架,所述安装架顶部外壁两侧均通过螺栓安装有滑轨,且两个滑轨之间滑动连接有支构架,所述安装架顶部外壁一侧通过螺栓安装有三号气缸,且三号气缸的输出轴通过螺栓与支构架呈固定连接,其中两个所述支板两侧外壁上均通过螺栓安装有三号电机,且两个三号电机的输出轴分别通过平键与传动丝杆呈固定连接。
12.进一步地,所述支构架内部通过轴承安装有两个安装轴,且安装轴一端通过平键安装有打磨轮,所述支构架一侧外壁靠近底部处通过螺栓安装有位于开口槽内部的四号电机,且四号电机的输出轴通过平键与其中一个安装轴呈固定连接,所述安装轴外部平键连接有位于支构架内部的带轮,且相邻的带轮之间缠绕有皮带。
13.进一步地,所述下料架底部外壁中心处通过螺栓安装有五号电机,且五号电机的输出轴通过平键安装有转盘,所述下料架内部设置有传送带。
14.进一步地,所述下料架顶部外壁两侧通过螺栓安装有支撑架,且支撑架顶部外壁中心处通过螺栓安装有二号气缸,所述二号气缸的输出轴通过轴承安装有压块。
15.一种蜂窝底板加工工艺,包括以下步骤:s1.初步准备:启动二号电机,使得主动锥齿轮带动从动锥齿轮转动,从而使得丝杠带动滑块在安置槽内部滑动,从而调节夹持组件,而后再将裁好的一面铝面板放置在基板上,之后启动二号电机重复上述步骤使得滑块位置改变,从而夹持住铝面板,之后在通过生产线上的涂胶设备进行涂胶,而后在将蜂窝板放置在夹持组件中的铝面板上,而后在将另一面涂好胶水的铝面板放置到蜂窝板上,从而完成初步准备;s2.板材压合:在上一步骤准备好后,启动一号电机,使得丝杆转动,使得夹持组件在滑杆上滑动,使得基板移动到压板下方,之后在电控箱的控制下一号气缸启动,使得压板位置下压,从而使得压板压住放置在一起的铝面板与蜂窝板,此时在压板下压时,栏板受力使得插杆在插孔内部滑动挤压弹簧,以便于压板对放置在一起的铝面板与蜂窝板进行压
合,使得铝面板与蜂窝板一起被压成底板;s3.搬运底板:在压合结束后,在电控箱的控制下真空泵启动,使得吸孔内部产生真空,从而吸住压好的底板,而后一号气缸启动,使得底板位置升高,此时一号电机启动,使得夹持组件回到原位置,之后一号气缸再次启动,使得底板与生产线上的输送带结构接触,而后真空泵关闭,使得底板脱离压板,使得生产线上的输送带结构可以将压好的底板输送到下一工序;s4.压住底板:在压好的底板移动到转盘位置时,在电控箱的控制下二号气缸启动,从而使得压块压住转盘上的底板;s5.调节设备:在上一步准备结束后,在电控箱的控制下三号气缸启动,使得支构架在滑轨上滑动,从而调节两组打磨结构的位置,使得打磨轮与底板接触;s6.打磨处理:在上一步调节结束后,启动三号电机,使得传递丝杆转动,从而使得安装架在导向杆上滑动,同时启动四号电机,使得安装轴带动打磨轮转动,此时在两个带轮之间的传动下两个打磨轮会同时转动,从而对底板边缘进行打磨,之后在两侧边缘打磨结束后,在电控箱的控制下,三号气缸启动,使得打磨轮回到原位置,之后五号电机启动,使得转盘带动底板转动,使得底板未被打磨的两侧转动到打磨轮相对的一面,而后重复上述步骤先调节打磨轮,而后在启动四号电机等设备对底板进行打磨;s7.底板出料:在上一步底板打磨结束后,启动三号气缸,使得压块不在压住底板,而后在启动传送带,使得传送带将底板输送到下一工序。
16.本发明通过改进在此提供一种蜂窝底板加工用挤出成板和打磨装置及加工工艺,与现有技术相比,具有如下改进及优点:(1)本发明所设计的夹持组件,在使用该设备对蜂窝板进行压合时,可以启动二号电机,使得丝杆在主动锥齿轮与从动锥齿轮的配合下同时转动,从而使得滑块、栏板构成的限位结构位置改变,以便于该设备对不同规格的铝面板与蜂窝板进行限位。
17.(2)本发明所设计的下料架与生产线,在该设备压合结束后,生产线与下料架等结构构成的结构便于使得该设备在压合后直接流到打磨设备处进行打磨,使得蜂窝板可以连续进行生产,提高该设备生产蜂窝板的效率。
18.(3)本发明所设计的转盘与压块,在使用该设备对压合好的底板打磨时,可以在底板两边打磨结束后,启动五号电机,使得转盘与压块压住的底板转动,从而使得该设备对底板的另外两边进行打磨。
19.(4)本发明所设计的安装架、三号气缸、滑轨,在使用该设备时,由安装架、三号气缸、滑轨与支构架构成的结构可以调节两组打磨轮之间的距离,从而使得该设备可以对不同规格的底板进行打磨。
附图说明
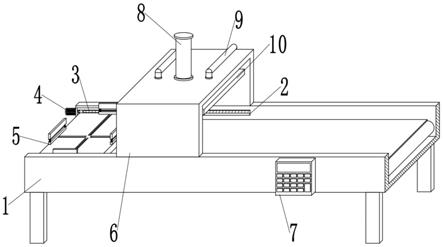
20.下面结合附图和实施例对本发明作进一步解释:图1是本发明的挤出成板装置结构主视图;图2是本发明的挤出成板装置结构侧视剖视图;图3是本发明的挤出成板装置夹持组件结构示意图;图4是本发明的挤出成板装置基板部分结构剖视图;
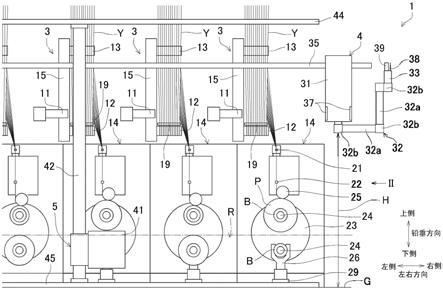
图5是本发明的打磨装置结构主视图;图6是本发明的打磨装置生产线与下料架结构示意图;图7是本发明的打磨装置下料架结构侧视图;图8是本发明的控制流程图;图9是本发明的工艺流程图;图10是本发明的初步准备流程图。
21.附图标记说明:1生产线、2凹槽、3丝杆、4一号电机、5夹持组件、6支架、7电控箱、8一号气缸、9气管、10压板、11滑杆、12伸缩管、13吸孔、14真空泵、15基板、16安置槽、17滑块、18插孔、19插杆、20弹簧、21栏板、22丝杠、23安放槽、24从动锥齿轮、25二号电机、26主动锥齿轮、27下料架、28传送带、29支撑架、30二号气缸、31转盘、32支板、33三号电机、34导向杆、35传动丝杆、36安装架、37滑轨、38支构架、39三号气缸、40开口槽、41四号电机、42压块、43五号电机、44安装轴、45打磨轮、46带轮。
具体实施方式
22.下面将结合附图1
‑
10对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.本发明通过改进在此提供一种蜂窝底板加工用挤出成板装置,如图1
‑
4所示包括生产线1,生产线1上还包括铝面板自动上料、涂胶设备,生产线1相视两侧内壁靠近顶部处均开设有凹槽2,且其中一个凹槽2内部通过螺栓安装有滑杆11,滑杆11便于为夹持组件5运动时导向,另外一个凹槽2内部通过轴承安装有丝杆3,且丝杆3外部螺纹连接有滑动连接在滑杆11外部的夹持组件5,夹持组件5便于对堆放的铝面板与蜂窝板进行限位,夹持组件5包括基板15,基板15顶部外壁两侧均开设有呈十字结构分布的安置槽16,安置槽16便于在基板15上安装滑块17、丝杠22等结构,且安置槽16内部通过轴承安装有丝杠22,丝杆22用于传递动力便于使得滑块17在安置槽16内部运动,丝杆22外部螺纹连接有滑动连接有在安置槽16内部的滑块17,且滑块17顶部外壁两侧均开设有插孔18,插孔18便于在压板10下压时使得栏板21可以升降,避免影响压板10压合,且插孔18内部滑动插接有插杆19,插杆19便于在滑块17上安装栏板21,相邻的两个插杆19顶端焊接有栏板21,插杆19外部套接有弹簧20,弹
簧20便于使得在栏板21不受力时使得栏板21回到原位置,且弹簧20的两端分别通过螺栓与栏板21底部外壁、插孔18底部内壁呈固定连接,基板15底部外壁中心处开设有安放槽23,且安放槽23一侧内壁上通过螺栓安装有二号电机25,二号电机25型号优选为42bygh4818,便于为滑块17运动提供动力,二号电机25的输出轴通过平键安装有主动锥齿轮26,主动锥齿轮26便于传递运动,配合从动锥齿轮24使得多个丝杠22同时转动,丝杠22一端通过平键安装有位于安放槽23内部的从动锥齿轮24,从动锥齿轮24便于传递主动锥齿轮26传递的动力,使得多个丝杠22同时转动,以便于栏板21夹持住堆放的铝面板与蜂窝板,且从动锥齿轮24与主动锥齿轮26相互啮合。
26.进一步地,生产线1一侧外壁上通过螺栓安装有一号电机4,一号在电机4型号优选为57bygh5330,便于为丝杆3转动提供动力,且一号电机4的输出轴通过平键与丝杆3呈固定连接。
27.进一步地,生产线1顶部外壁两侧通过螺栓安装有支架6,且支架6顶部外壁中心处通过螺栓安装有一号气缸8,一号气缸9型号优选为sc200*700,便于为压板10升降提供动力,一号气缸8的输出端通过螺栓安装有压板10,压板10可以在一号气缸8作用下压住堆叠在一起的铝面板与蜂窝板,使得铝面板与蜂窝板压合在一起,且压板10底部外壁两侧均开设有吸孔13,吸孔13内部可以在真空泵14作用下产生真空,从而使得压板10吸附住底板。
28.进一步地,压板10顶部外壁两侧靠近吸孔13处插接有插接在吸孔13内部的伸缩管12,伸缩管12便于在压板10位置升降时不会影响吸孔13与气管9连通,支架6顶部外壁两侧均插接有气管9,气管9便于连通真空泵14与伸缩管12,且气管9与伸缩管12相互连通。
29.进一步地,支架1一侧外壁上通过螺栓安装有真空泵14,真空泵14型号优选为zr5102pm,便于为吸孔13内部抽真空提供动力,使得压板10吸附住底板,且真空泵14通过管道与两个气管9相连通,生产线1一侧外壁上通过螺栓安装有电控箱7,电控箱7便于控制该设备运动。
30.一种蜂窝底板加工用打磨装置,如图5
‑
8所示,包括生产线1与下料架27,下料架27通过螺栓安装在生产线1一端外壁上,下料架27两侧外壁靠近底部处均开设有开口槽40,开口槽40便于在安装架36移动时下料架27不会影响到四号电机41,下料架27两侧外壁靠近顶部处均通过螺栓安装有两个支板32,且相邻的两个支板32之间通过轴承安装有传动丝杆35,传动丝杆35用于传递运动使得安装架36位置改变,相邻的两个支板32之间通过螺栓安装有位于传动丝杆35下方的导向杆34,导向杆34便于在安装架36滑动时导向,且导向杆34外部滑动连接有螺纹连接在传动丝杆35外部的安装架36,安装架36顶部外壁两侧均通过螺栓安装有滑轨37,滑轨37便于在支构架38滑动时导向,且两个滑轨37之间滑动连接有支构架38,安装架36顶部外壁一侧通过螺栓安装有三号气缸39,三号气缸39型号优选为sc80*500,便于为支构架38在滑轨37上移动提供动力,且三号气缸39的输出轴通过螺栓与支构架38呈固定连接,其中两个支板32两侧外壁上均通过螺栓安装有三号电机33,三号电机33型号优选为57bygh5330,便于为传动丝杆35转动提供动力,且两个三号电机33的输出轴分别通过平键与传动丝杆35呈固定连接。
31.进一步地,支构架38内部通过轴承安装有两个安装轴44,安装轴44便于传递运动使得打磨轮45转动,且安装轴44一端通过平键安装有打磨轮45,打磨轮45便于对底板边缘进行打磨,同时两个打磨轮45一个较大,一个较小,支构架38一侧外壁靠近底部处通过螺栓
安装有位于开口槽40内部的四号电机41,四号电机41型号优选为5ik60ra
‑
cf,便于为打磨轮45转动提供动力,且四号电机41的输出轴通过平键与其中一个安装轴44呈固定连接,安装轴44外部平键连接有位于支构架38内部的带轮46,带轮46便于传递运动,配合皮带使得两个打磨轮45同时转动,且相邻的带轮46之间缠绕有皮带。
32.进一步地,下料架27底部外壁中心处通过螺栓安装有五号电机43,五号电机43型号优选为57bygh5330,便于为转盘31转达下提供动力,且五号电机43的输出轴通过平键安装有转盘31,转盘31便于支撑住底板,下料架27内部设置有传送带28,传送带28由卷筒、输送带构成,靠近转盘31,使得传送带28输送底板。
33.进一步地,下料架27顶部外壁两侧通过螺栓安装有支撑架29,支撑架29用于作为二号气缸30等结构安装的基础,且支撑架29顶部外壁中心处通过螺栓安装有二号气缸30,二号气缸30型号优选为sc160*500,便于使得压块42压住转盘31上的底板,二号气缸30的输出轴通过轴承安装有压块42,压块42便于在二号气缸30作用下压住转盘31上的底板。
34.一种蜂窝底板加工工艺,如图9
‑
10所示,包括以下步骤:s1.初步准备:启动二号电机25,使得主动锥齿轮26带动从动锥齿轮24转动,从而使得丝杠22带动滑块17在安置槽16内部滑动,从而调节夹持组件5,而后再将裁好的一面铝面板放置在基板15上,之后启动二号电机25重复上述步骤使得滑块17位置改变,从而夹持住铝面板,之后在通过生产线1上的涂胶设备进行涂胶,而后在将蜂窝板放置在夹持组件5中的铝面板上,而后在将另一面涂好胶水的铝面板放置到蜂窝板上,从而完成初步准备;s2.板材压合:在上一步骤准备好后,启动一号电机4,使得丝杆3转动,使得夹持组件5在滑杆11上滑动,使得基板15移动到压板10下方,之后在电控箱7的控制下一号气缸8启动,使得压板10位置下压,从而使得压板10压住放置在一起的铝面板与蜂窝板,此时在压板10下压时,栏板21受力使得插杆19在插孔18内部滑动挤压弹簧20,以便于压板10对放置在一起的铝面板与蜂窝板进行压合,使得铝面板与蜂窝板一起被压成底板;s3.搬运底板:在压合结束后,在电控箱7的控制下真空泵14启动,使得吸孔13内部产生真空,从而吸住压好的底板,而后一号气缸8启动,使得底板位置升高,此时一号电机4启动,使得夹持组件5回到原位置,之后一号气缸8再次启动,使得底板与生产线1上的输送带结构接触,而后真空泵14关闭,使得底板脱离压板10,使得生产线1上的输送带结构可以将压好的底板输送到下一工序;s4.压住底板:在压好的底板移动到转盘31位置时,在电控箱7的控制下二号气缸30启动,从而使得压块42压住转盘31上的底板;s5.调节设备:在上一步准备结束后,在电控箱7的控制下三号气缸39启动,使得支构架38在滑轨37上滑动,从而调节两组打磨结构的位置,使得打磨轮45与底板接触;s6.打磨处理:在上一步调节结束后,启动三号电机33,使得传递丝杆35转动,从而使得安装架36在导向杆34上滑动,同时启动四号电机41,使得安装轴44带动打磨轮45转动,此时在两个带轮46之间的传动下两个打磨轮45会同时转动,从而对底板边缘进行打磨,之后在两侧边缘打磨结束后,在电控箱7的控制下,三号气缸39启动,使得打磨轮45回到原位置,之后五号电机43启动,使得转盘31带动底板转动,使得底板未被打磨的两侧转动到打磨轮45相对的一面,而后重复上述步骤先调节打磨轮45,而后在启动四号电机41等设备对底板进行打磨;
s7.底板出料:在上一步底板打磨结束后,启动三号气缸39,使得压块42不在压住底板,而后在启动传送带28,使得传送带28将底板输送到下一工序。
35.工作原理:s1.初步准备:启动二号电机25,使得主动锥齿轮26带动从动锥齿轮24转动,从而使得丝杠22带动滑块17在安置槽16内部滑动,从而调节夹持组件5,而后再将裁好的一面铝面板放置在基板15上,之后启动二号电机25重复上述步骤使得滑块17位置改变,从而夹持住铝面板,之后在通过生产线1上的涂胶设备进行涂胶,而后在将蜂窝板放置在夹持组件5中的铝面板上,而后在将另一面涂好胶水的铝面板放置到蜂窝板上,从而完成初步准备;s2.板材压合:在上一步骤准备好后,启动一号电机4,使得丝杆3转动,使得夹持组件5在滑杆11上滑动,使得基板15移动到压板10下方,之后在电控箱7的控制下一号气缸8启动,使得压板10位置下压,从而使得压板10压住放置在一起的铝面板与蜂窝板,此时在压板10下压时,栏板21受力使得插杆19在插孔18内部滑动挤压弹簧20,以便于压板10对放置在一起的铝面板与蜂窝板进行压合,使得铝面板与蜂窝板一起被压成底板;s3.搬运底板:在压合结束后,在电控箱7的控制下真空泵14启动,使得吸孔13内部产生真空,从而吸住压好的底板,而后一号气缸8启动,使得底板位置升高,此时一号电机4启动,使得夹持组件5回到原位置,之后一号气缸8再次启动,使得底板与生产线1上的输送带结构接触,而后真空泵14关闭,使得底板脱离压板10,使得生产线1上的输送带结构可以将压好的底板输送到下一工序;s4.压住底板:在压好的底板移动到转盘31位置时,在电控箱7的控制下二号气缸30启动,从而使得压块42压住转盘31上的底板;s5.调节设备:在上一步准备结束后,在电控箱7的控制下三号气缸39启动,使得支构架38在滑轨37上滑动,从而调节两组打磨结构的位置,使得打磨轮45与底板接触;s6.打磨处理:在上一步调节结束后,启动三号电机33,使得传递丝杆35转动,从而使得安装架36在导向杆34上滑动,同时启动四号电机41,使得安装轴44带动打磨轮45转动,此时在两个带轮46之间的传动下两个打磨轮45会同时转动,从而对底板边缘进行打磨,之后在两侧边缘打磨结束后,在电控箱7的控制下,三号气缸39启动,使得打磨轮45回到原位置,之后五号电机43启动,使得转盘31带动底板转动,使得底板未被打磨的两侧转动到打磨轮45相对的一面,而后重复上述步骤先调节打磨轮45,而后在启动四号电机41等设备对底板进行打磨;s7.底板出料:在上一步底板打磨结束后,启动三号气缸39,使得压块42不在压住底板,而后在启动传送带28,使得传送带28将底板输送到下一工序。
36.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。