1.本发明涉及陶瓷复合材料技术领域,具体来说,涉及一种陶瓷复合材料制备方法。
背景技术:
2.统陶瓷又称普通陶瓷,是以粘土等天然硅酸盐为主要原料烧成的制品,现代陶瓷又称新型陶瓷、精细陶瓷或特种陶瓷。常用非硅酸盐类化工原料或人工合成原料,如氧化物(氧化铝、氧化锆、氧化钛等)和非氧化物(氮化硅、碳化硼等)制造。陶瓷具有优异的绝缘、耐腐蚀、耐高温、硬度高、密度低、耐辐射等诸多优点,已在国民经济各领域得到广泛应用。传统陶瓷制品包括日用陶瓷、建筑卫生陶瓷、工业美术陶瓷、化工陶瓷、电气陶瓷等,种类繁多,性能各异。随着高新技术工业的兴起,各种新型特种陶瓷也获得较大发展,陶瓷已日趋成为卓越的结构材料和功能材料。它们具有比传统陶瓷更高的耐温性能,力学性能,特殊的电性能和优异的耐化学性能。
3.在陶瓷的制备过程中,需要准备陶瓷复合材料,陶瓷复合材料需要需要多种材料需要在一定的温度下充分混合,才能充分发挥各个原料的作用,但在生产陶瓷复合材料的过程当中,各原料极易发生混合不充分,受热程度不均匀,加热不均匀的现象,且在加热时,不易对容器内部的进行恒温控温,影响容器内部各原料的加热效率,且容器内部的过滤层大多为固定结构,不便于拆装和清洗,为此,提出一种陶瓷复合材料制备方法。
技术实现要素:
4.本发明的技术任务是针对以上不足,提供一种陶瓷复合材料制备方法,其容器内部混合均匀,受热程度均匀,加热均匀,可以对容器内部进行恒温控温,保证容器内部各原料的加热效率,便于拆装和清洗过滤层,来解决上述问题。
5.本发明的技术方案是这样实现的:
6.一种陶瓷复合材料制备方法,其特征在于包括以下步骤:
7.步骤一、设计一款陶瓷复合材料制备系统,该制备系统包括圆形壳体(1),所述圆形壳体(1)的一侧开设有料液进液口(2),所述料液进液口(2)内固定安装有料液进液管(3),所述料液进液管(3)的一端延伸进所述圆形壳体(1)的内部,且所述料液进液管(3)延伸进所述圆形壳体(1)内部的一端连通有料液分流导管(5);所述料液分流导管(5)上固定连通有雾化喷头(6),所述雾化喷头(6)上开设有第一喷孔(32),所述第一喷孔(32)与所述圆形壳体(1)内部的空气连通,所述料液进液管(3)上固定安装有第一控制阀(4);
8.所述圆形壳体(1)的一侧开设有进水口(14),所述进水口(14)内固定安装有进水管(15),所述进水管(15)的一端延伸进所述圆形壳体(1)的内部,且所述进水管(15)延伸进所述圆形壳体(1)内部的一端开设有第二喷孔(33),所述进水管(15)上固定安装有第二控制阀(16);
9.所述圆形壳体(1)与所述料液进液管(3)相对一侧的侧壁上开设有出料口(34),所述出料口(34)内固定安装有出料管(35),所述出料管(35)上固定安装有抽液泵(36);所述
圆形壳体(1)的顶部开设有排气口(19),所述排气口(19)内固定安装有排气管(20),所述排气管(20)的端部与所述圆形壳体(1)的内部相连通;所述圆形壳体(1)的内部底部固定安装有圆板(10),所述圆板(10)的顶部中心位置转动安装有旋转杆(12),且所述旋转杆(12)的端部通过联轴器(37)与减速电机(9)的输出轴固定连接,所述旋转杆(12)的外侧壁固定安装有螺旋叶片(13),所述圆板(10)的顶部固定安装有倒u形板(11),所述倒u形板(11)的内部开设有内腔(31),所述内腔(31)的内部固定安装有电加热丝(24);
10.所述圆形壳体(1)的内侧壁上固定安装有电加热板(17),所述电加热板(17)位于所述料液进液管(3)的下方,所述圆形壳体(1)的内侧壁上固定安装有环形固定块(25),所述环形固定块(25)上开设有环形槽(27),所述环形槽(27)内卡接有环形卡块(26),所述环形卡块(26)的内侧壁上固定安装有过滤层(18);
11.所述圆形壳体(1)的外侧壁上固定安装有温控开关(28),所述圆形壳体(1)的底部固定安装有dcs控制器(30),所述dcs控制器(30)与所述温控开关(28)电性连接;所述电加热丝(24)和所述电加热板(17)通过所述温控开关(28)与电源电性连接,所述dcs控制器(30)的输出端与所述减速电机(9)、所述循环泵(23)和所述抽液泵(36)的输入端电性连接;所述圆形壳体(1)与所述料液进液管(3)同侧的侧壁上开设有料液循环进液口(21);所述料液循环进液口(21)内固定安装有料液循环进液管(22),所述料液循环进液管(22)的一端与所述圆形壳体(1)的内部相连通,且所述料液循环进液管(22)的另一端与所述料液进液管(3)相连通,所述料液循环进液管(22)上固定安装有循环泵(23);
12.步骤二、打开第一控制阀(4),使多种不同料液从料液进液管(3)内流入料液分流导管(5),通过料液分流导管(5)上的雾化喷头(6)和第一喷孔(32),使多种不同料液在圆形壳体(1)内部进行均匀喷洒,打开dcs控制器(30)和温控开关(28);温控开关(28)接通电源使电加热丝(24)和电加热板(17)开始工作,电加热丝(24)和电加热板(17)对圆形壳体(1)内部的料液进行加热,在圆形壳体(1)内部的温度过高时,温控开关(28)断开电源,使得电加热丝(24)和电加热板(17)停止加热;在圆形壳体(1)内部的温度下降时,温控开关(28)接头电源,使得电加热丝(24)和电加热板(17)继续对料液进行加热,从而便于对圆形壳体(1)内部进行控温,使得圆形壳体(1)内部处于恒温状态;
13.步骤三、dcs控制器(30)启动减速电机(9),减速电机(9)通过联轴器(37)带动旋转杆(12)转动,从而使得螺旋叶片(13)进行旋动,进而对圆形壳体(1)内部的料液进行搅动,进而使得圆形壳体(1)内部的料液受热均匀,缩短加热时间,加热效率高,提高工作效率;
14.步骤四、在对圆形壳体(1)内部的料液进行加热时,打开第二控制阀(16),将水送进进水管(15)内,通过进水管(15)上的第二喷孔(33),将水进行均匀的喷洒,在制备料液的过程中,通过排气管(20)将加热过程中产生的气体从排气管(20)内向外排出,所产生的气体上升通过过滤层18时,气体中夹带的液体会被过滤层18截留;
15.步骤五、料液制备完成后,dcs控制器(30)控制启动抽液泵(36),抽液泵(36)将圆形壳体(1)内部制备完成的料液从出料管(35)内抽出,至此,完成对陶瓷复合材料的制备。
16.在本案中,所述环形卡块(26)的顶部固定安装有拉环(38);所述减速电机(9)固定安装在圆形底板(8)的顶部,所述圆形壳体(1)与所述圆形底板(8)之间固定安装有圆形支脚(7)。
17.本发明的优点和积极效果在于:
18.1、本发明,设计的陶瓷复合材料制备装置通过dcs控制器控制减速电机,减速电机通过密封轴承带动旋转杆和螺旋叶片进行转动,对圆形壳体内部的料液进行搅动,使得料液的各原液混合充分,受热均匀,加热均匀,各个原料间混合质量高,缩短加热时间,提高工作效率;
19.2、本发明,通过温控开关控制电加热丝和电加热板,在温度过高时断开电源,在温度过低时接通电源,从而便于对圆形壳体内部进行控温,使得圆形壳体内部处于恒温的状态;
20.3、本发明,在环形卡块和环形槽以及拉环的相互配合下,使得过滤层便于拆装,从而使得过滤层便于清洗,节省人力。
附图说明
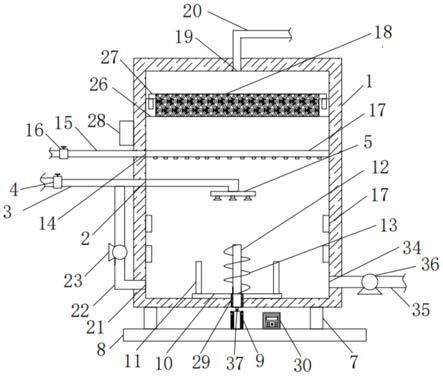
21.图1是本发明所采用陶瓷复合材料制备系统的结构示意图;
22.图2是本发明所采用陶瓷复合材料制备系统的剖面主视图;
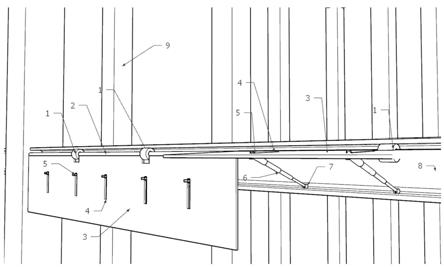
23.图3为本发明所采用陶瓷复合材料制备系统的料液分流导管结构示意图;
24.图4为本发明所采用陶瓷复合材料制备系统的进水管的结构示意图;
25.图5为本发明所采用陶瓷复合材料制备系统的倒u形板在圆板上的安装位置示意图;
26.图6为本发明所采用陶瓷复合材料制备系统的倒u形板的剖视主视图;
27.图7为本发明所采用陶瓷复合材料制备系统的环形固定块的结构示意图;
28.图8为本发明所采用陶瓷复合材料制备系统的环形固定块的剖面主视图;
29.图9为本发明所采用陶瓷复合材料制备系统的环形卡块的结构示意图;
30.图10为本发明所采用陶瓷复合材料制备系统的环形卡块的剖面主视图;
31.图11为本发明所采用陶瓷复合材料制备系统的环形卡块的另一视角的结构示意图。
具体实施方式
32.下面结合附图和具体实施例对本发明作进一步说明。
33.一种陶瓷复合材料制备方法,其特征在于包括以下步骤:
34.步骤一、设计一款陶瓷复合材料制备系统。
35.实施例一
36.如图1
‑
11所示,根据本发明实施例的一种陶瓷复合材料制备装置,包括圆形壳体1,所述圆形壳体1的一侧开设有料液进液口2,所述料液进液口2内固定安装有料液进液管3,所述料液进液管3的一端延伸进所述圆形壳体1的内部,且所述料液进液管3延伸进所述圆形壳体1内部的一端连通有料液分流导管5,所述料液分流导管5上固定连通有雾化喷头6,所述雾化喷头6上开设有第一喷孔32,所述第一喷孔32与所述圆形壳体1内部的空气连通,所述料液进液管3上固定安装有第一控制阀4;料液分流导管5和雾化喷头6以及第一喷孔32使得料液可以在圆形壳体1内部均匀洒落,从而使得该陶瓷复合材料制备方法的加热效果良好;
37.其中,如图1、2和4所示,所述圆形壳体1的一侧开设有进水口14,所述进水口14内
固定安装有进水管15,且所述进水管15位于所述料液进液管3的上方,所述进水管15的一端延伸进所述圆形壳体1的内部,且所述进水管15延伸进所述圆形壳体1内部的一端开设有第二喷孔33,所述进水管15上固定安装有第二控制阀16;上述方案使得在对料液进行加水的过程中,可以对料液进行均匀加水,从而使得圆形壳体1内部的料液保持在均匀加热的过程中;
38.其中,如图1、3、4和6所示,所述圆形壳体1与所述料液进液管3相对一侧的侧壁上开设有出料口34,所述出料口34内固定安装有出料管35,所述出料管35上固定安装有抽液泵36,所述圆形壳体1的顶部开设有排气口19,所述排气口19内固定安装有排气管20,所述排气管20的端部与所述圆形壳体1的内部相连通;上述方案使得圆形壳体1内部的料液在进行加热的过程中,产生的气体通过排气管20向外排出。
39.其中,如图2、5和6所示,所述圆形壳体1的内部底部固定安装有圆板10,所述圆板10的顶部中心位置转动安装有旋转杆12,且所述旋转杆12的端部通过联轴器37与减速电机9的输出轴固定连接,所述旋转杆12的外侧壁固定安装有螺旋叶片13,所述圆板10的顶部固定安装有倒u形板11,所述倒u形板11的内部开设有内腔31,所述内腔31的内部固定安装有电加热丝24;上述方案使得圆形壳体1内部的料液加热均匀,加热效率高,通过旋转杆12和螺旋叶片13搅动圆形壳体1内部的料液,使多种不同料液的受热均匀,缩短加热时间,提高工作效率。
40.其中,如图2、7、8、9、10和11所示,所述圆形壳体1的内侧壁上固定安装有电加热板17,所述电加热板17位于所述料液进液管3的下方,所述圆形壳体1的内侧壁上固定安装有环形固定块25,所述环形固定块25上开设有环形槽27,所述环形槽27内卡接有环形卡块26,所述环形卡块26的内侧壁上固定安装有过滤层18,且所述过滤层18位于所述电加热板17的上方;上述方案使得在对料液进行加热时,所产生的气体上升通过过滤层18时,气体中夹带的液体会被过滤层18截留,通过环形卡块26和环形槽27的相互配合使得过滤层18便于拆装,便于对过滤层18进行清洗。
41.其中,如图1和图2所示,所述圆形壳体1的外侧壁上固定安装有温控开关28,所述圆形壳体1的底部固定安装有dcs控制器30,所述dcs控制器30与所述温控开关28电性连接,所述电加热丝24和所述电加热板17通过所述温控开关28与电源电性连接,所述dcs控制器30的输出端与所述减速电机9、所述循环泵23和所述抽液泵36的输入端电性连接;上述方案便于对圆形壳体1内部进行控温,使得圆形壳体1内部处于恒温状态。
42.实施例二
43.如图6
‑
7所示,本实施例与实施例一的不同之处在于所述圆形壳体1与所述料液进液管3同侧的侧壁上开设有料液循环进液口21,所述料液循环进液口21内固定安装有料液循环进液管22,所述料液循环进液管22的一端与所述圆形壳体1的内部相连通,且所述料液循环进液管22的另一端与所述料液进液管3相连通,所述料液循环进液管22上固定安装有循环泵23。上述方案使得该陶瓷复合材料制备方法的加热效率较高,加热时间较短,有利于提高工作效率。
44.实施例三
45.如图1所示,本实施例与实施例二的不同之处在于所述料液进液口2、所述进水口14、所述出料口34、所述排气口19和所述料液循环进液口21内均固定安装有密封圈,所述圆
形壳体1的底部中部密封焊接有密封轴承29,所述密封轴承29的顶部穿过所述圆板10的中部,所述旋转杆12穿过所述密封轴承29的内环内部,所述旋转杆12与所述密封轴承29的内环内壁密封焊接。上述方案使得该陶瓷复合材料制备方法的密封性能较好,有利于保温控温。
46.实施例四
47.如图2和5所示,本实施例与实施例三的不同之处在于所述第一喷孔32在所述雾化喷头6上至少等距开设有三个,所述第二喷孔33在所述进水管15上至少等距开设十个。上述方案使得料液和水流可以进行均匀喷洒,便于对料液进行均匀加热。
48.实施例五
49.如图2和5所示,本实施例与实施例四的不同之处在于所述电加热板17在同一侧的水平线上设置有两个,且两个所述电加热板17对向等高设置有两组,所述倒u形板11等角度设置有四个。上述方案使得可以对圆形壳体1内部的料液进行均匀加热,缩短加热时间,提高工作效率。
50.实施例六
51.如图2和5所示,本实施例与实施例五的不同之处在于所述环形卡块26的顶部固定安装有拉环38;所述减速电机9固定安装在圆形底板8的顶部,所述圆形壳体1与所述圆形底板8之间固定安装有圆形支脚7。上述方案使得过滤层18便于拆装,便于对过滤层18进行清洗,且通过圆形支脚7提高了圆形壳体1的承载力。
52.步骤二、打开第一控制阀4,使多种不同料液从料液进液管3内流入料液分流导管5,通过料液分流导管5上的雾化喷头6和第一喷孔32,使多种不同料液在圆形壳体1内部进行均匀喷洒,打开dcs控制器30和温控开关28;温控开关28接通电源使电加热丝24和电加热板17开始工作,电加热丝24和电加热板17对圆形壳体1内部的料液进行加热,在圆形壳体1内部的温度过高时,温控开关28断开电源,使得电加热丝24和电加热板17停止加热;在圆形壳体1内部的温度下降时,温控开关28接头电源,使得电加热丝24和电加热板17继续对料液进行加热,从而便于对圆形壳体1内部进行控温,使得圆形壳体1内部处于恒温状态;
53.步骤三、dcs控制器30启动减速电机9,减速电机9通过联轴器37带动旋转杆12转动,从而使得螺旋叶片13进行旋动,进而对圆形壳体1内部的料液进行搅动,进而使得圆形壳体1内部的料液受热均匀,缩短加热时间,加热效率高,提高工作效率;
54.步骤四、在对圆形壳体1内部的料液进行加热时,打开第二控制阀16,将水送进进水管15内,通过进水管15上的第二喷孔33,将水进行均匀的喷洒,在制备料液的过程中,通过排气管20将加热过程中产生的气体从排气管20内向外排出,所产生的气体上升通过过滤层18时,气体中夹带的液体会被过滤层18截留;
55.步骤五、料液制备完成后,dcs控制器30控制启动抽液泵36,抽液泵36将圆形壳体1内部制备完成的料液从出料管35内抽出,至此,完成对陶瓷复合材料的制备。
56.应当说明的是,在使用本陶瓷复合材料进行生产陶瓷时,陶瓷复合材料需要去除一定的水分,增加陶瓷复合材料的可塑性。
57.通过上面具体实施方式,所述技术领域的技术人员可容易的实现本发明。但是应当理解,本发明并不限于上述的具体实施方式。在公开的实施方式的基础上,所述技术领域的技术人员可任意组合不同的技术特征,从而实现不同的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。