1.本发明涉及遮蔽保护膜技术领域,更具体地说,本发明涉及一种喷涂用防水遮蔽保护膜及其加工工艺。
背景技术:
2.遮蔽膜,主要用于汽车,轮船,火车,驾驶室,家具等产品等喷漆加工时遮挡油漆、遮挡涂料以及室内装潢用的薄膜材料,产品分为耐高温和常温两种,遮蔽膜是pe薄膜为基材,上面复合上胶带而成。遮蔽膜可防止油漆渗漏,可有效改善传统用报纸加上美纹纸的遮蔽方法。在对汽车面板的喷涂过程中,遮蔽膜的防水性能是其十分重要的一个标准,防止漆料直接穿过遮蔽膜粘附在汽车表面。
3.现有的喷涂用防水遮蔽保护膜,在对喷漆进行高温烘烤状态时的防水性能不佳,容易产生变形和损伤。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种喷涂用防水遮蔽保护膜及其加工工艺。
5.一种喷涂用防水遮蔽保护膜,按照重量百分比计算包括:41.70~42.50%的聚乙烯树脂、3.60~4.60%的葡萄糖、0.30~0.50%的抗氧化剂、0.30~0.50%的紫外线吸收剂、23.50~24.30%的复合填料,其余为有机溶剂。
6.进一步的,所述复合填料按照重量百分比计算包括:22.50~23.30%的纳米二氧化硅气凝胶、21.50~22.30%的聚氨酯、21.40~22.20%的纳米二氧化硅、16.40~18.20%的聚丙烯腈,其余为硝酸银。
7.进一步的,按照重量百分比计算包括:41.70%的聚乙烯树脂、3.60%的葡萄糖、0.30%的抗氧化剂、0.30%的紫外线吸收剂、23.50%的复合填料、30.60%的有机溶剂;所述复合填料按照重量百分比计算包括:22.50%的纳米二氧化硅气凝胶、21.50%的聚氨酯、21.40%的纳米二氧化硅、16.40%的聚丙烯腈、18.20%的硝酸银。
8.进一步的,按照重量百分比计算包括:42.50%的聚乙烯树脂、4.60%的葡萄糖、0.50%的抗氧化剂、0.50%的紫外线吸收剂、24.30%的复合填料、27.60%的有机溶剂;所述复合填料按照重量百分比计算包括:23.30%的纳米二氧化硅气凝胶、22.30%的聚氨酯、22.20%的纳米二氧化硅、18.20%的聚丙烯腈、41.00%的硝酸银。
9.进一步的,按照重量百分比计算包括:42.10%的聚乙烯树脂、4.10%的葡萄糖、0.40%的抗氧化剂、0.40%的紫外线吸收剂、23.90%的复合填料、29.10%的有机溶剂;所述复合填料按照重量百分比计算包括:22.90%的纳米二氧化硅气凝胶、21.90%的聚氨酯、21.80%的纳米二氧化硅、17.30%的聚丙烯腈、16.10%的硝酸银。
10.进一步的,所述有机溶剂为醋酸丁酯、醋酸异丁酯、醋酸乙酯、正丙醇、叔丁醇中的一种或几种混合;所述抗氧化剂为:抗氧剂164、抗氧剂dltp中的一种或两种复配制成,所述
紫外线吸收剂为:2-羟基-4-正辛氧基二苯甲酮。
11.本发明还提供一种喷涂用防水遮蔽保护膜的加工工艺,具体加工步骤如下:
12.步骤一:称取上述重量份的聚乙烯树脂、葡萄糖、抗氧化剂、紫外线吸收剂、复合填料和有机溶剂;
13.步骤二:将步骤一中的复合填料加入到螺旋式气流粉碎机进行加工处理,得到混合料a;
14.步骤三:将步骤二中制得的混合料a加入到去离子水中,进行超声处理5~10分钟,得到混合料b;
15.步骤四:向步骤三中制得的混合料b中加入步骤一中的葡萄糖,进行水浴超声处理40~50分钟,真空干燥处理,得到混合料c;
16.步骤五:将步骤四中制得的混合料c和步骤一中二分之一重量份的有机溶剂进行共混,超声处理10~15分钟,得到混合料d;
17.步骤六:将步骤五中制得的混合料d进行静电纺丝,得到复合纤维;
18.步骤七:将步骤六中制得的复合纤维与步骤一中的聚乙烯树脂、抗氧化剂、紫外线吸收剂和有机溶剂加入到双螺杆挤出机中进行共混加热处理,然后挤出、造粒、在吹膜机中吹膜、收卷,得到喷涂用防水遮蔽保护膜。
19.进一步的,在步骤二中,螺旋式气流粉碎机,空气耗量为9~13m3/min,空气压力为0.60~0.90mpa;在步骤三中,混合料a与去离子水的重量比为:1∶23~27,超声频率为1.5~1.9mhz,超声功率为300~500w;在步骤四中,超声频率为28~36khz,超声功率为1400~1800w,水浴温度为50~80℃;在步骤五中,超声频率为1.7~1.9mhz,超声功率为300~400w;在步骤六中,静电纺丝过程中,施加15~17kv高压,注射器的毛细管喷头和接地的接收装置间距9~11cm;在步骤七中,双螺杆挤出机的共混加热温度为180~200℃,吹膜机螺杆温度170~185℃。
20.进一步的,在步骤二中,螺旋式气流粉碎机,空气耗量为9m3/min,空气压力为0.60mpa;在步骤三中,混合料a与去离子水的重量比为:1∶23,超声频率为1.5mhz,超声功率为300w;在步骤四中,超声频率为28khz,超声功率为1400w,水浴温度为50℃;在步骤五中,超声频率为1.7mhz,超声功率为300w;在步骤六中,静电纺丝过程中,施加15kv高压,注射器的毛细管喷头和接地的接收装置间距9cm;在步骤七中,双螺杆挤出机的共混加热温度为180℃,吹膜机螺杆温度170℃。
21.进一步的,在步骤二中,螺旋式气流粉碎机,空气耗量为11m3/min,空气压力为0.75mpa;在步骤三中,混合料a与去离子水的重量比为:1∶25,超声频率为1.7mhz,超声功率为400w;在步骤四中,超声频率为32khz,超声功率为1600w,水浴温度为65℃;在步骤五中,超声频率为1.8mhz,超声功率为350w;在步骤六中,静电纺丝过程中,施加16kv高压,注射器的毛细管喷头和接地的接收装置间距10cm;在步骤七中,双螺杆挤出机的共混加热温度为190℃,吹膜机螺杆温度178℃。
22.本发明的技术效果和优点:
23.1、采用本发明的原料配方所加工出的喷涂用防水遮蔽保护膜,可有效提高喷涂用防水遮蔽保护膜的耐高温性能的同时保证其防水性能,进而有效保证喷涂用防水遮蔽保护膜在进行高温烘烤时的防水性能,避免遮蔽保护膜产生变形和损伤;配方中的葡萄糖为复
合填料中的硝酸银提供还原剂,保证硝酸银可进行快速还原成纳米银颗粒;纳米二氧化硅气凝胶可有效保证遮蔽保护膜的透气性能和耐高温性能,纳米二氧化硅气凝胶和聚氨酯进行复合处理,制成纳米二氧化硅气凝胶/聚氨酯复合纤维,可进一步提高遮蔽保护膜的防水性能、透气性能和耐高温性能;纳米二氧化硅作为遮蔽保护膜的填料,可有效加强遮蔽保护膜的耐高温性能,同时纳米二氧化硅和聚丙烯腈进行复合处理,制成纳米二氧化硅/聚丙烯腈复合纤维,进一步加强遮蔽保护膜的耐高温性能、防水性能和透气性能;纳米银颗粒复合在纳米二氧化硅气凝胶/聚氨酯复合纤维和纳米二氧化硅/聚丙烯腈复合纤维中,可有效提高遮蔽保护膜的防静电性能和抗菌性能;
24.2、本发明在加工喷涂用防水遮蔽保护膜的过程中,在步骤二中,使用螺旋式气流粉碎机对复合填料进行粉碎加工处理,便于后续对复合填料的加工效率;在步骤三中,可有效加强后续工序中原料的接触效果和反应效率;在步骤四中,将混合料b和葡萄糖进行混合后,在65℃水浴32khz超声处理下,产生空化效应,空化效应中产生大量小气泡,气泡破裂瞬间产生大量热能,可有效促进硝酸银和葡萄糖的反应进程,快速合成纳米银颗粒;在步骤五中,将混合料c和部分有机溶剂共混超声处理,可有效加强混合料c和有机溶剂的混合均匀程度,便于后续静电纺丝加工处理;在步骤六中,对混合料d进行静电纺丝,制成纳米二氧化硅气凝胶/聚氨酯复合纤维和纳米二氧化硅/聚丙烯腈复合纤维,同时将纳米银颗粒复合到上述复合纤维中,可有效加强遮蔽保护膜的耐高温性能、防水性能、透气性能、防静电性能和抗菌性能。
具体实施方式
25.下面将结合本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1:
27.本发明提供了一种喷涂用防水遮蔽保护膜,按照重量百分比计算包括:41.70%的聚乙烯树脂、3.60%的葡萄糖、0.30%的抗氧化剂、0.30%的紫外线吸收剂、23.50%的复合填料、30.60%的有机溶剂;所述复合填料按照重量百分比计算包括:22.50%的纳米二氧化硅气凝胶、21.50%的聚氨酯、21.40%的纳米二氧化硅、16.40%的聚丙烯腈、18.20%的硝酸银;
28.所述有机溶剂为醋酸丁酯、醋酸异丁酯、醋酸乙酯、正丙醇、叔丁醇中的一种或几种混合;所述抗氧化剂为:抗氧剂164、抗氧剂dltp中的一种或两种复配制成,所述紫外线吸收剂为:2-羟基-4-正辛氧基二苯甲酮;
29.本发明还提供一种喷涂用防水遮蔽保护膜的加工工艺,具体加工步骤如下:
30.步骤一:称取上述重量份的聚乙烯树脂、葡萄糖、抗氧化剂、紫外线吸收剂、复合填料和有机溶剂;
31.步骤二:将步骤一中的复合填料加入到螺旋式气流粉碎机进行加工处理,得到混合料a;
32.步骤三:将步骤二中制得的混合料a加入到去离子水中,进行超声处理5~10分钟,
得到混合料b;
33.步骤四:向步骤三中制得的混合料b中加入步骤一中的葡萄糖,进行水浴超声处理40~50分钟,真空干燥处理,得到混合料c;
34.步骤五:将步骤四中制得的混合料c和步骤一中二分之一重量份的有机溶剂进行共混,超声处理10~15分钟,得到混合料d;
35.步骤六:将步骤五中制得的混合料d进行静电纺丝,得到复合纤维;
36.步骤七:将步骤六中制得的复合纤维与步骤一中的聚乙烯树脂、抗氧化剂、紫外线吸收剂和有机溶剂加入到双螺杆挤出机中进行共混加热处理,然后挤出、造粒、在吹膜机中吹膜、收卷,得到喷涂用防水遮蔽保护膜。
37.在步骤二中,螺旋式气流粉碎机,空气耗量为9m3/min,空气压力为0.60mpa;在步骤三中,混合料a与去离子水的重量比为:1∶23,超声频率为1.5mhz,超声功率为300w;在步骤四中,超声频率为28khz,超声功率为1400w,水浴温度为50℃;在步骤五中,超声频率为1.7mhz,超声功率为300w;在步骤六中,静电纺丝过程中,施加15kv高压,注射器的毛细管喷头和接地的接收装置间距9cm;在步骤七中,双螺杆挤出机的共混加热温度为180℃,吹膜机螺杆温度170℃。
38.实施例2:
39.与实施例1不同的是,按照重量百分比计算包括:42.50%的聚乙烯树脂、4.60%的葡萄糖、0.50%的抗氧化剂、0.50%的紫外线吸收剂、24.30%的复合填料、27.60%的有机溶剂;所述复合填料按照重量百分比计算包括:23.30%的纳米二氧化硅气凝胶、22.30%的聚氨酯、22.20%的纳米二氧化硅、18.20%的聚丙烯腈、41.00%的硝酸银。
40.实施例3:
41.与实施例1
‑
2均不同的是,按照重量百分比计算包括:42.10%的聚乙烯树脂、4.10%的葡萄糖、0.40%的抗氧化剂、0.40%的紫外线吸收剂、23.90%的复合填料、29.10%的有机溶剂;所述复合填料按照重量百分比计算包括:22.90%的纳米二氧化硅气凝胶、21.90%的聚氨酯、21.80%的纳米二氧化硅、17.30%的聚丙烯腈、16.10%的硝酸银硅。
42.分别取上述实施例1
‑
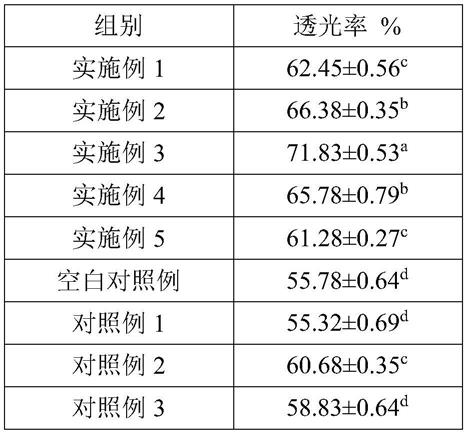
3所制得的喷涂用防水遮蔽保护膜与对照组一的喷涂用防水遮蔽保护膜、对照组二的喷涂用防水遮蔽保护膜、对照组三的喷涂用防水遮蔽保护膜、对照组四的喷涂用防水遮蔽保护膜和对照组五的喷涂用防水遮蔽保护膜,对照组一的喷涂用防水遮蔽保护膜与实施例相比无纳米二氧化硅气凝胶,对照组二的喷涂用防水遮蔽保护膜与实施例相比无聚氨酯,对照组三的喷涂用防水遮蔽保护膜与实施例相比无纳米二氧化硅,对照组四的喷涂用防水遮蔽保护膜与实施例相比无聚丙烯腈,对照组五的喷涂用防水遮蔽保护膜与实施例相比无硝酸银,分八组分别测试三个实施例中加工的喷涂用防水遮蔽保护膜以及五个对照组的喷涂用防水遮蔽保护膜,每30个样品为一组,进行测试;测试结果如表一所示:
43.表一:
44.45.46.[0047][0048]
由表一可知,当喷涂用防水遮蔽保护膜的原料配比为:按照重量百分比计算包括:42.10%的聚乙烯树脂、4.10%的葡萄糖、0.40%的抗氧化剂、0.40%的紫外线吸收剂、23.90%的复合填料、29.10%的有机溶剂;所述复合填料按照重量百分比计算包括:22.90%的纳米二氧化硅气凝胶、21.90%的聚氨酯、21.80%的纳米二氧化硅、17.30%的聚丙烯腈、16.10%的硝酸银时,可有效提高喷涂用防水遮蔽保护膜的耐高温性能的同时保证其防水性能,进而有效保证喷涂用防水遮蔽保护膜在进行高温烘烤时的防水性能,避免遮蔽保护膜产生变形和损伤;实施例3为本发明的较佳实施方式,配方中的葡萄糖为复合填料中的硝酸银提供还原剂,保证硝酸银可进行快速还原成纳米银颗粒;纳米二氧化硅气凝胶可有效保证遮蔽保护膜的透气性能和耐高温性能,纳米二氧化硅气凝胶和聚氨酯进行复合处理,制成纳米二氧化硅气凝胶/聚氨酯复合纤维,可进一步提高遮蔽保护膜的防水性能、透气性能和耐高温性能;纳米二氧化硅作为遮蔽保护膜的填料,可有效加强遮蔽保护膜的耐高温性能,同时纳米二氧化硅和聚丙烯腈进行复合处理,制成纳米二氧化硅/聚丙烯腈复合纤维,进一步加强遮蔽保护膜的耐高温性能、防水性能和透气性能;硝酸银在葡萄糖作为还原剂的基础上,制成纳米银颗粒,同时纳米银颗粒复合在纳米二氧化硅气凝胶/聚氨酯复合纤维和纳米二氧化硅/聚丙烯腈复合纤维中,可有效提高遮蔽保护膜的防静电性能和抗菌性能。
[0049]
实施例4:
[0050]
本发明提供了一种喷涂用防水遮蔽保护膜,按照重量百分比计算包括:42.10%的聚乙烯树脂、4.10%的葡萄糖、0.40%的抗氧化剂、0.40%的紫外线吸收剂、23.90%的复合填料、29.10%的有机溶剂;所述复合填料按照重量百分比计算包括:22.90%的纳米二氧化硅气凝胶、21.90%的聚氨酯、21.80%的纳米二氧化硅、17.30%的聚丙烯腈、16.10%的硝酸银;
[0051]
所述有机溶剂为醋酸丁酯、醋酸异丁酯、醋酸乙酯、正丙醇、叔丁醇中的一种或几种混合;所述抗氧化剂为:抗氧剂164、抗氧剂dltp中的一种或两种复配制成,所述紫外线吸收剂为:2-羟基-4-正辛氧基二苯甲酮;
[0052]
本发明还提供一种喷涂用防水遮蔽保护膜的加工工艺,具体加工步骤如下:
[0053]
步骤一:称取上述重量份的聚乙烯树脂、葡萄糖、抗氧化剂、紫外线吸收剂、复合填料和有机溶剂;
[0054]
步骤二:将步骤一中的复合填料加入到螺旋式气流粉碎机进行加工处理,得到混合料a;
[0055]
步骤三:将步骤二中制得的混合料a加入到去离子水中,进行超声处理5~10分钟,得到混合料b;
[0056]
步骤四:向步骤三中制得的混合料b中加入步骤一中的葡萄糖,进行水浴超声处理40~50分钟,真空干燥处理,得到混合料c;
[0057]
步骤五:将步骤四中制得的混合料c和步骤一中二分之一重量份的有机溶剂进行共混,超声处理10~15分钟,得到混合料d;
[0058]
步骤六:将步骤五中制得的混合料d进行静电纺丝,得到复合纤维;
[0059]
步骤七:将步骤六中制得的复合纤维与步骤一中的聚乙烯树脂、抗氧化剂、紫外线吸收剂和有机溶剂加入到双螺杆挤出机中进行共混加热处理,然后挤出、造粒、在吹膜机中吹膜、收卷,得到喷涂用防水遮蔽保护膜。
[0060]
在步骤二中,螺旋式气流粉碎机,空气耗量为9m3/min,空气压力为0.60mpa;在步骤三中,混合料a与去离子水的重量比为:1∶23,超声频率为1.5mhz,超声功率为300w;在步骤四中,超声频率为28khz,超声功率为1400w,水浴温度为50℃;在步骤五中,超声频率为1.7mhz,超声功率为300w;在步骤六中,静电纺丝过程中,施加15kv高压,注射器的毛细管喷头和接地的接收装置间距9cm;在步骤七中,双螺杆挤出机的共混加热温度为180℃,吹膜机螺杆温度170℃。
[0061]
实施例5:
[0062]
与实施例4不同的是,在步骤二中,螺旋式气流粉碎机,空气耗量为13m3/min,空气压力为0.90mpa;在步骤三中,混合料a与去离子水的重量比为:1∶27,超声频率为1.9mhz,超声功率为500w;在步骤四中,超声频率为36khz,超声功率为1800w,水浴温度为80℃;在步骤五中,超声频率为1.9mhz,超声功率为400w;在步骤六中,静电纺丝过程中,施加17kv高压,注射器的毛细管喷头和接地的接收装置间距11cm;在步骤七中,双螺杆挤出机的共混加热温度为200℃,吹膜机螺杆温度185℃。
[0063]
实施例6:
[0064]
与实施例4
‑
5均不同的是,在步骤二中,螺旋式气流粉碎机,空气耗量为11m3/min,空气压力为0.75mpa;在步骤三中,混合料a与去离子水的重量比为:1∶25,超声频率为1.7mhz,超声功率为400w;在步骤四中,超声频率为32khz,超声功率为1600w,水浴温度为65℃;在步骤五中,超声频率为1.8mhz,超声功率为350w;在步骤六中,静电纺丝过程中,施加16kv高压,注射器的毛细管喷头和接地的接收装置间距10cm;在步骤七中,双螺杆挤出机的共混加热温度为190℃,吹膜机螺杆温度178℃。
[0065]
分别取上述实施例4
‑
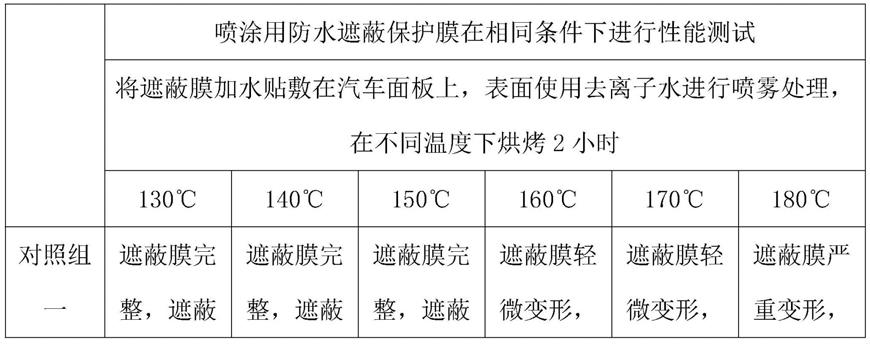
6所制得的喷涂用防水遮蔽保护膜与对照组六的喷涂用防水遮蔽保护膜、对照组七的喷涂用防水遮蔽保护膜、对照组八的喷涂用防水遮蔽保护膜、对照组九的喷涂用防水遮蔽保护膜和对照组九的喷涂用防水遮蔽保护膜,对照组六的喷涂用防水遮蔽保护膜与实施例相比没有步骤二中的操作,对照组七的喷涂用防水遮蔽保护膜与实施例相比没有步骤三中的操作,对照组八的喷涂用防水遮蔽保护膜与实施例相比没有步骤四中的操作,对照组九的喷涂用防水遮蔽保护膜与实施例相比没有步骤五中的操作,对照组十的喷涂用防水遮蔽保护膜与实施例相比没有步骤六中的操作,分八组分别测试三个实
施例中加工的喷涂用防水遮蔽保护膜以及五个对照组的喷涂用防水遮蔽保护膜,每30个样品为一组,进行测试,测试结果如表二所示:
[0066]
表二:
[0067]
[0068]
[0069][0070][0071]
由表二可知,实施例6为本发明的较佳实施方式;在步骤二中,使用螺旋式气流粉碎机对复合填料进行粉碎加工处理,实现对复合填料的共混打散处理,复合填料整体粒径
更小,便于后续对复合填料的加工效率;在步骤三中,混合料a和25倍去离子水混合在1.7mhz超声处理下进行分散处理,使得混合料a均匀分散在去离子水中,可有效加强后续工序中原料的接触效果和反应效率;在步骤四中,将混合料b和葡萄糖进行混合后,在65℃水浴32khz超声处理下,产生空化效应,空化效应中产生大量小气泡,气泡破裂瞬间产生大量热能,可有效促进硝酸银和葡萄糖的反应进程,快速合成纳米银颗粒;在步骤五中,将混合料c和部分有机溶剂共混超声处理,可有效加强混合料c和有机溶剂的混合均匀程度,便于后续静电纺丝加工处理;在步骤六中,对混合料d进行静电纺丝,制成纳米二氧化硅气凝胶/聚氨酯复合纤维和纳米二氧化硅/聚丙烯腈复合纤维,同时将纳米银颗粒复合到上述复合纤维中,可有效加强遮蔽保护膜的耐高温性能、防水性能、透气性能、防静电性能和抗菌性能;在步骤七中,将原料进行共混加热、挤出、造粒、在吹膜机中吹膜、收卷,得到喷涂用防水遮蔽保护膜。
[0072]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0073]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。