1.本发明涉及注塑加工技术领域,具体为一种电动车控制器加工用塑料壳体注塑设备。
背景技术:
2.电动车控制器是用来控制电动车电机的启动、运行、进退、速度、停止以及电动车的其它电子器件的核心控制器件,它就像是电动车的大脑,是电动车上重要的部件;
3.电动车控制器在加工的过程中需要使用专有的注塑设备对塑料壳体进行注塑加工,然而现有的电动车控制器加工用塑料壳体注塑设备,多数结构比较简单,通常需要对塑料壳体进行一一加工,加工完毕后在一一对塑料壳体外壁进行打磨,这种加工方式,加工的时间较长,严重影响了控制器塑料壳体加工的效率,为此我们提出一种电动车控制器加工用塑料壳体注塑设备用于解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种电动车控制器加工用塑料壳体注塑设备,以解决上述背景技术中提出的问题。
5.为解决上述技术问题,本发明采用如下技术方案:一种电动车控制器加工用塑料壳体注塑设备,包括底框,所述底框的顶端一侧固定安装有支撑架,所述支撑架的顶部设有间歇机构,所述间歇机构的输出端固定安装有驱动盘,所述驱动盘的外侧固定安装有呈环形阵列分布的多组第一注塑模具,所述支撑架和第一注塑模具之间设有推料机构,所述底框的顶端中部固定安装有呈对称分布的两组底架,所述底架的顶端固定安装有平移机构,所述平移机构的输出端固定安装有和第一注塑模具配合使用的第二注塑模具,其中一组所述底架和第二注塑模具之间设有冷却机构,另一组所述底架上设有和第一注塑模具位置对应的打磨组件。
6.优选的,所述间歇机构包括转轴、驱动轴和间歇电机,所述转轴转动安装在支撑架的顶部,所述驱动盘固定套接在转轴的端部,所述驱动轴转动安装在底框中,所述间歇电机固定安装在底框的一侧内壁,所述间歇电机的输出端固定安装有驱动架,所述驱动轴的外侧固定套设有和驱动架配合使用的从动架,所述驱动架远离间歇电机的一侧中部固定安装有限位框,所述限位框同侧的驱动架外部固定安装有驱动柱,所述从动架的外侧开设有和限位框配合使用的限位槽,所述限位槽设有呈环形阵列分布的多组,所述限位框转动卡接在其中一组限位槽中,相邻两组所述限位槽之间的从动架外侧均开设有和驱动柱配合使用的驱动槽,且驱动柱能够活动卡接在驱动槽中,所述转轴和驱动轴之间固定套设有第一皮带轮传动组。
7.优选的,所述推料机构包括推框和推柱,所述推框设有和第一注塑模具对应的多组,所述推柱固定安装在支撑架的一侧,所述推柱远离支撑架的一侧转动安装有滚轮,所述推框的一侧四角处均固定安装有推杆,所述推杆远离推框的一侧活动穿过第一注塑模具的
四角并固定安装有推盘,所述推盘活动卡接在第一注塑模具中,所述推杆靠近推框的一侧均固定套设有限位环,所述第一注塑模具和限位环之间的推杆外侧活动套设有复位弹簧,所述推框远离推杆的一侧开设有和推柱配合使用的弧形推槽,且推柱的一侧能够活动卡接在弧形推槽中,所述滚轮的外侧和弧形推槽的内壁接触。
8.优选的,所述弧形推槽的一侧深度大于另一侧的深度。
9.优选的,所述平移机构包括导轨框和平移电机,所述导轨框设有呈对称分布的两组,两组所述导轨框分别固定安装在对应底架的顶端,两组所述导轨框的相对侧均滑动卡设有平移架,两组所述平移架呈对称分布结构,两组所述平移架的相对端和第二注塑模具的一侧固定安装,所述平移架远离第二注塑模具的一侧均螺纹插设有驱动螺杆,所述驱动螺杆转动安装在导轨框中,两组所述驱动螺杆的一侧延伸出对应的导轨框并固定套设有链轮传动组,所述平移电机固定安装在其中一组底架的一侧上端,所述平移电机的输出端和其中一组驱动螺杆的端部固定安装。
10.优选的,所述冷却机构包括弧形冷却框、气体循环机和口型管,所述弧形冷却框固定安装在另一组底架的一侧上端,所述弧形冷却框远离底架的一侧开设有和第一注塑模具配合使用的弧形穿槽,且第一注塑模具能够活动穿过弧形穿槽,所述弧形冷却框为中空结构,所述弧形冷却框的内壁开设有呈等距离分布的多组通槽,所述气体循环机固定安装在另一组底架的中部,所述口型管设有呈对称分布的两组,两组所述口型管之间一体成型有连接管,所述口型管和连接管固定卡接在第二注塑模具中,所述口型管的一侧一体成型有两组输气管,所述输气管的端部均穿过第二注塑模具并固定安装有第一疏气软管,所述第一疏气软管远离输气管的一端分别和气体循环机的输入端和输出端固定安装,所述气体循环机的另一输入端固定安装有第二疏气软管,所述第二疏气软管的一端固定插接在弧形冷却框上。
11.优选的,所述打磨组件包括转动座、驱动齿和从动齿,所述转动座固定安装在其中一组底架的中部,所述转动座的中部转动安装有和其中一组第一注塑模具对应的打磨盘,所述驱动齿的一侧中部固定安装有连接中轴,所述连接中轴转动安装在底框中,所述连接中轴远离驱动齿的一侧和驱动架的中部固定安装,所述从动齿转动安装在底框中,所述驱动齿和从动齿啮合连接,所述从动齿和打磨盘之间固定安装有第二皮带轮传动组。
12.优选的,所述底框的顶端固定安装有输料运输机。
13.与现有技术相比,本发明的有益效果在于:
14.1.本发明,通过使用间歇机构,带动多组第一注塑模具进行间歇性转动,并同时配合控制使用平移机构驱动第二注塑模具进行稳定的来回移动,实现第二注塑模具和第一注塑模具的接触和分开,从而实现通过多组第一注塑模具依次和第二注塑模具进行壳体连续注塑,提高了壳体的注塑加工效果;
15.2.配合使用推料机构,推柱活动卡接在弧形推槽中,此时,滚轮从较深的一侧弧形推槽接触较浅的一侧弧形推槽,推动推框进行移动,四组推杆移动并通过限位环挤压复位弹簧,此时,推盘脱离该组第一注塑模具并将该组第一注塑模具上的壳体推离第一注塑模具,并掉落至输料运输机进行运输,从而有效实现壳体的脱模;
16.3.配合使用打磨组件,通过打磨盘的转动可对其中一组注塑后第一注塑模具上的壳体外壁进行打磨,从而提升壳体的加工质量;
17.4.配合使用冷却机构,大部分冷却气体通过第一疏气软管输入至两组口型管中,有效对第二注塑模具进行冷却,从而提升壳体的加工效率,另一部分冷却气体通过第二疏气软管进入弧形冷却框中,并通过多组通槽排出,对脱模后闲置并置于弧形冷却框中的第一注塑模具进行有效冷却,以便后续第一注塑模具的连续注塑。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
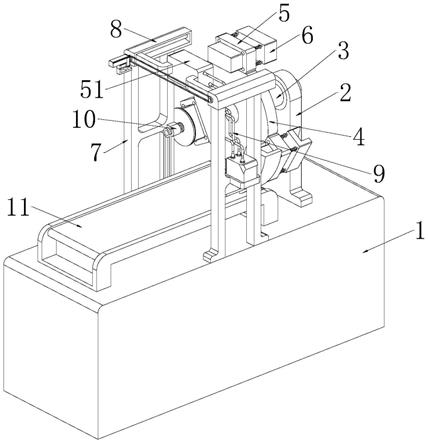
19.图1为本发明结构示意图;
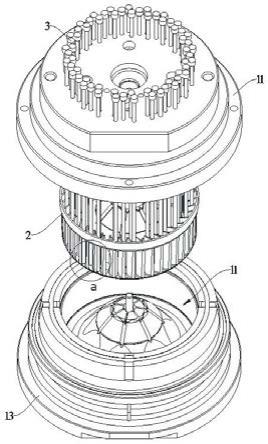
20.图2为本发明中底框和间歇机构的结构连接示意图;
21.图3为本发明图2中a处的放大图;
22.图4为本发明中第一注塑模具和推料机构的结构连接示意图;
23.图5为本发明中支撑架和推料机构的结构连接示意图;
24.图6为本发明中平移机构和打磨组件的结构连接示意图;
25.图7为本发明中第二注塑模具和冷却机构的结构连接示意图;
26.图8为本发明中底架和冷却机构的结构连接示意图;
27.图中:1、底框;2、支撑架;3、间歇机构;4、驱动盘;5、第一注塑模具;51、第二注塑模具;6、推料机构;7、底架;8、平移机构;9、冷却机构;10、打磨组件;11、输料运输机;31、转轴;32、驱动轴;33、间歇电机;34、驱动架;341、限位框;342、驱动柱;35、从动架;351、限位槽;352、驱动槽;36、第一皮带轮传动组;61、推框;611、弧形推槽;62、推柱;621、滚轮;63、推杆;631、推盘;64、限位环;641、复位弹簧;81、导轨框;82、平移架;83、驱动螺杆;84、链轮传动组;85、平移电机;91、弧形冷却框;911、弧形穿槽;912、通槽;92、气体循环机;93、口型管;931、连接管;94、输气管;941、第一疏气软管;942、第二疏气软管;101、转动座;102、驱动齿;1021、连接中轴;103、打磨盘;104、从动齿;105、第二皮带轮传动组。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.实施例:如图1
‑
8所示,本发明提供了一种电动车控制器加工用塑料壳体注塑设备,包括底框1,底框1的顶端一侧固定安装有支撑架2,支撑架2的顶部设有间歇机构3,间歇机构3的输出端固定安装有驱动盘4,驱动盘4的外侧固定安装有呈环形阵列分布的多组第一注塑模具5,支撑架2和第一注塑模具5之间设有推料机构6,底框1的顶端中部固定安装有呈对称分布的两组底架7,底架7的顶端固定安装有平移机构8,平移机构8的输出端固定安装有和第一注塑模具5配合使用的第二注塑模具51,通过设置第二注塑模具51配合使用第一注塑模具5进行控制器壳体的注塑,其中一组底架7和第二注塑模具51之间设有冷却机构
9,另一组底架7上设有和第一注塑模具5位置对应的打磨组件10;底框1的顶端固定安装有输料运输机11。
30.间歇机构3包括转轴31、驱动轴32和间歇电机33,转轴31转动安装在支撑架2的顶部,驱动盘4固定套接在转轴31的端部,驱动盘4可实现在支撑架2的顶部进行稳定转动,驱动轴32转动安装在底框1中,间歇电机33固定安装在底框1的一侧内壁,间歇电机33的输出端固定安装有驱动架34,驱动轴32的外侧固定套设有和驱动架34配合使用的从动架35,驱动架34远离间歇电机33的一侧中部固定安装有限位框341,限位框341同侧的驱动架34外部固定安装有驱动柱342,从动架35的外侧开设有和限位框341配合使用的限位槽351,限位槽351设有呈环形阵列分布的多组,限位框341转动卡接在其中一组限位槽351中,能够有效对从动架35的转动进行限制,相邻两组限位槽351之间的从动架35外侧均开设有和驱动柱342配合使用的驱动槽352,且驱动柱342能够活动卡接在驱动槽352中,转轴31和驱动轴32之间固定套设有第一皮带轮传动组36,其中,第一皮带轮传动组36包括两组皮带轮和套接在两组皮带轮外侧的传动皮带,两组皮带轮分别固定安装在转轴31和驱动轴32上,通过控制并启动间歇电机33,带动驱动架34进行转动,从而通过驱动柱342驱动从动架35和驱动轴32进行间歇性转动,进而通过第一皮带轮传动组36带动转轴31和驱动盘4进行间歇性转动,从而带动多组第一注塑模具5进行间歇性转动,依次和第二注塑模具51进行对应并进行壳体连续注塑。
31.平移机构8包括导轨框81和平移电机85,导轨框81设有呈对称分布的两组,两组导轨框81分别固定安装在对应底架7的顶端,两组导轨框81的相对侧均滑动卡设有平移架82,平移架82可实现在对应的导轨框81中进行滑动,两组平移架82呈对称分布结构,两组平移架82的相对端和第二注塑模具51的一侧固定安装,平移架82远离第二注塑模具51的一侧均螺纹插设有驱动螺杆83,驱动螺杆83转动安装在导轨框81中,两组驱动螺杆83的一侧延伸出对应的导轨框81并固定套设有链轮传动组84,其中,链轮传动组84包括两组链轮和啮合在两组链轮外侧的链条,两组链轮分别固定安装在驱动螺杆83的延伸端,平移电机85固定安装在其中一组底架7的一侧上端,平移电机85的输出端和其中一组驱动螺杆83的端部固定安装,通过控制并启动平移电机85,带动其中一组驱动螺杆83进行顺逆转动,通过链轮传动组84的传动同步驱动两组驱动螺杆83进行顺逆转动,进而带动两组平移架82进行来回移动,从而驱动第二注塑模具51进行稳定的来回移动,进而实现第二注塑模具51和第一注塑模具5的接触和分开,以便壳体的注塑及注塑后壳体和第二注塑模具51的分离。
32.推料机构6包括推框61和推柱62,推框61设有和第一注塑模具5对应的多组,推柱62固定安装在支撑架2的一侧,推柱62远离支撑架2的一侧转动安装有滚轮621,推框61的一侧四角处均固定安装有推杆63,推杆63远离推框61的一侧活动穿过第一注塑模具5的四角并固定安装有推盘631,推盘631活动卡接在第一注塑模具5中,不影响壳体的注塑,推杆63靠近推框61的一侧均固定套设有限位环64,第一注塑模具5和限位环64之间的推杆63外侧活动套设有复位弹簧641,推框61远离推杆63的一侧开设有和推柱62配合使用的弧形推槽611,且推柱62的一侧能够活动卡接在弧形推槽611中,弧形推槽611的一侧深度大于另一侧的深度,滚轮621的外侧和弧形推槽611的内壁接触;
33.当上侧的第一注塑模具5注塑完毕后,壳体套在第一注塑模具5上,推框61跟随上侧的第一注塑模具5进行间歇性转动,当该组推框61转动至推柱62位置处时,推柱62活动卡
接在弧形推槽611中,此时,滚轮621从较深的一侧弧形推槽611接触较浅的一侧弧形推槽611,推动推框61进行移动,四组推杆63移动并通过限位环64挤压复位弹簧641,此时,推盘631脱离该组第一注塑模具5并将该组第一注塑模具5上的壳体推离第一注塑模具5,并掉落至输料运输机11进行运输,从而有效实现壳体的脱模,当滚轮621脱离弧形推槽611时,四组推杆63和推框61以及推盘631复位。
34.冷却机构9包括弧形冷却框91、气体循环机92和口型管93,弧形冷却框91固定安装在另一组底架7的一侧上端,弧形冷却框91远离底架7的一侧开设有和其中一组第一注塑模具5配合使用的弧形穿槽911,且第一注塑模具5能够活动穿过弧形穿槽911,弧形冷却框91为中空结构,弧形冷却框91的内壁开设有呈等距离分布的多组通槽912,气体循环机92固定安装在另一组底架7的中部;
35.口型管93设有呈对称分布的两组,两组口型管93之间一体成型有连接管931,进行两组口型管93之间的连接相通,口型管93和连接管931固定卡接在第二注塑模具51中,口型管93的一侧一体成型有两组输气管94,用于了冷却气体的进入和排出,以便实现两组口型管93之间的气体循坏,输气管94的端部均穿过第二注塑模具51并固定安装有第一疏气软管941,第一疏气软管941远离输气管94的一端分别和气体循环机92的输入端和输出端固定安装,通过开启气体循环机92,可将大部分冷却气体通过第一疏气软管941输入至两组口型管93中,有效对第二注塑模具51进行冷却,从而提升壳体的加工效率,热交换后的气体再次通过另一组第一疏气软管941进入气体循环机92中,气体循环机92的另一输入端固定安装有第二疏气软管942,第二疏气软管942的一端固定插接在弧形冷却框91上,另一部分冷却气体通过第二疏气软管942进入弧形冷却框91中,并通过多组通槽912排出,对脱模后闲置并置于弧形冷却框91中的第一注塑模具5进行有效冷却,以便后续第一注塑模具5的连续注塑。
36.打磨组件10包括转动座101、驱动齿102和从动齿104,转动座101固定安装在其中一组底架7的中部,转动座101的中部转动安装有和其中一组第一注塑模具5对应的打磨盘103,通过打磨盘103的转动可对其中一组注塑后第一注塑模具5上的壳体外壁进行打磨,从而提升壳体的加工质量,驱动齿102的一侧中部固定安装有连接中轴1021,连接中轴1021转动安装在底框1中,连接中轴1021远离驱动齿102的一侧和驱动架34的中部固定安装,通过驱动架34的转动,可带动连接中轴1021和驱动齿102进行转动,从动齿104转动安装在底框1中,驱动齿102和从动齿104啮合连接,通过驱动齿102的转动可带动从动齿104进行快速转动,从动齿104和打磨盘103之间固定安装有第二皮带轮传动组105,其中,第二皮带轮传动组105和第一皮带轮传动组36的结构相同,且两组皮带轮分别固定安装在从动齿104和打磨盘103的轴心处,通过从动齿104的快速转动可带动打磨盘103进行快速转动。
37.工作原理:本发明为一种电动车控制器加工用塑料壳体注塑设备,使用时,通过控制并启动间歇电机33,带动驱动架34进行转动,从而通过驱动柱342驱动从动架35和驱动轴32进行间歇性转动,进而通过第一皮带轮传动组36带动转轴31和驱动盘4进行间歇性转动,从而带动多组第一注塑模具5进行间歇性转动,并同时配合控制使用平移机构8驱动第二注塑模具51进行稳定的来回移动,实现第二注塑模具51和第一注塑模具5的接触和分开,从而实现通过多组第一注塑模具5依次和第二注塑模具51进行壳体注塑,注塑过程中,可同步开启气体循环机92,将大部分冷却气体通过第一疏气软管941输入至两组口型管93中,有效对
第二注塑模具51进行冷却,从而提升壳体的加工效率,当上侧的第一注塑模具5注塑完毕后,壳体套在第一注塑模具5上,推框61跟随上侧的第一注塑模具5进行间歇性转动,当该组推框61转动至推柱62位置处时,推柱62活动卡接在弧形推槽611中,此时,滚轮621从较深的一侧弧形推槽611接触较浅的一侧弧形推槽611,推动推框61进行移动,四组推杆63移动并通过限位环64挤压复位弹簧641,此时,推盘631脱离该组第一注塑模具5并将该组第一注塑模具5上的壳体推离第一注塑模具5,并掉落至输料运输机11进行运输,从而有效实现壳体的脱模,当滚轮621脱离弧形推槽611时,四组推杆63和推框61以及推盘631复位,脱模后的第一注塑模具5转动至弧形冷却框91中,另一部分冷却气体通过第二疏气软管942进入弧形冷却框91中,并通过多组通槽912排出,对脱模后闲置并置于弧形冷却框91中的第一注塑模具5进行有效冷却,以便后续第一注塑模具5的连续注塑。
38.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。