1.本实用新型属于机械测量技术领域,特别涉及一种涡旋盘测量装夹装置。
背景技术:
2.涡旋盘是空气压缩机的核心部件,其质量的好坏直接影响着空气压缩机的工作性能和使用效率,因此需要对涡旋盘的加工和测量进行严格把控,需要对轴承孔、底面、涡旋轮廓等多个要素进行精准测量,为保证测量精度,需要一次装夹完成全部要素的测量。为避免测量干涉,现有涡旋盘的测量主要有两种装夹方式,一种是通过两半圆工件抱紧涡旋盘的外圆,一种是通过v型块对涡旋盘的外圆进行中心定位,然后采用弹簧压紧涡旋盘。这两种方式虽然都能够实现涡旋盘一次装夹的全面测量,但是由于半圆工件与v型块在抱紧涡旋盘时与涡旋盘的接触面较小,存在抱紧力不均匀等问题,容易使涡旋盘产生变形,从而影响涡旋盘的精度;并且这两种方式没有对涡旋盘进行轴向定位和角度定位,需要对涡旋盘底面位置以及螺旋线的起始角度进行手工测量,测量过程复杂,人工参与较多,难以满足涡旋盘高精度、高效率的测量要求。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种夹紧力均匀,可对涡旋盘进行轴向、径向以及角度定位的涡旋盘测量装夹装置,操作简单,人工参与少,定位可靠,能够满足涡旋盘高精度、高效率的测量要求。
4.为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种涡旋盘测量装夹装置,包括支座、弹性夹紧套和夹紧驱动装置,支座上设置有装夹孔,夹紧驱动装置设置于弹性夹紧套上,并随弹性夹紧套一同安装于装夹孔内;弹性夹紧套的前端沿周向均匀分布有若干瓣爪,可在夹紧驱动装置作用下沿径向收缩或张开。
5.上述一种涡旋盘测量装夹装置,所述弹性夹紧套的后侧还设置有工件定位板,工件定位板上设置有左定位装置,待测量涡旋盘的底面设置有右定位装置,左定位装置与右定位装置配合对待测量涡旋盘进行角度定位。
6.上述一种涡旋盘测量装夹装置,所述工件定位板为快速拆装结构,通过磁性装置与弹性夹紧套联接。
7.上述一种涡旋盘测量装夹装置,所述工件定位板上设置有把手。
8.上述一种涡旋盘测量装夹装置,所述夹紧驱动装置包括拨盘、钢球及拨杆,拨盘设置于支座的装夹孔与弹性夹紧套之间;拨杆固定于拨盘上,拨动拨杆可带动拨盘在支座的装夹孔内转动;拨盘上均匀分布有若干个钢球孔,钢球设置于钢球孔内,并可在弹性夹紧套瓣爪的外圆面上沿周向滚动。
9.上述一种涡旋盘测量装夹装置,所述夹紧驱动装置包括拉环、钢球和推拉杆,拉环设置于支座的装夹孔与弹性夹紧套之间;推拉杆固定于拉环上,拉动或推动推拉杆可使拉环沿轴向前后移动;拉环上均匀分布有若干个钢球孔,钢球设置于钢球孔内,并可在弹性夹
紧套瓣爪的外圆面上沿轴向滚动。
10.上述一种涡旋盘测量装夹装置,所述夹紧驱动装置包括卡环、弹簧和推拉杆,卡环设置于支座的装夹孔与弹性夹紧套之间,卡环内孔为楔形孔,卡环上设置有若干容置槽;弹簧设置于容置槽内,并作用于支座上;推拉杆固定于卡环上,拉动推拉杆可带动卡环沿轴向移动。
11.与现有技术相比,本实用新型的有益效果在于:
12.1、本实用新型采用瓣爪式弹性夹紧套对涡旋盘进行抱紧,抱紧力沿周向均匀分布,定位可靠,不易变形,有利于实现涡旋盘的高精度测量;
13.2、本实用新型通过设置工件定位板可实现涡旋盘轴向、径向和角度定位,不需要额外进行手工操作,一键启动测量设备即可实现涡旋盘的高效率测量;
14.3、本实用新型采用转动或推拉操作即可实现涡旋盘的夹紧和松开,结构简单,操作方便。
附图说明
15.图1是本实用新型实施例1的内部结构示意图。
16.图2是本实用新型实施例1的正面结构示意图。
17.图3是本实用新型背面结构示意图。
18.图4是本实用新型测量状态结构示意图。
19.图5是本实用新型实施例2的内部结构示意图。
20.图6是本实用新型实施例2的正面结构示意图。
21.图7是本实用新型实施例3的内部结构示意图。
22.图8是本实用新型实施例3的正面结构示意图。
具体实施方式
23.下面结合附图与具体实施方式对本实用新型作进一步详细描述。
24.实施例1。
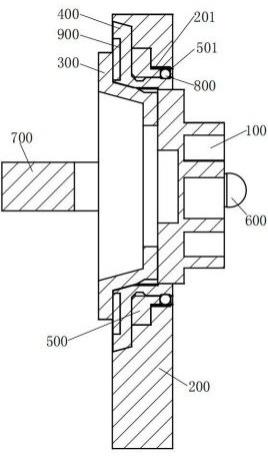
25.结合图1、图2和图3所示,本实用新型的一种涡旋盘测量装夹装置,包括支座200、工件定位板300、弹性夹紧套400、拨盘500、拨杆600以及钢球800。
26.支座200上设置有装夹孔,弹性夹紧套400安装于装夹孔内,弹性夹紧套400的前端沿周向均匀分布有瓣爪401。拨盘500设置于支座200和弹性夹紧套400之间,拨杆600固定于拨盘500上,拨动拨杆600可使拨盘500在支座200的装夹孔内转动。拨盘500上均匀分布有钢球孔501,其数量与瓣爪401数量一致,钢球800一一设置于钢球孔501内,同时对应每个钢球孔501在支座200上还分别设置有避让槽201,拨盘500转动时,钢球800沿瓣爪401外圆周向滚动,当钢球孔501转动至避让槽201位置时,钢球800滚入避让槽201内,瓣爪401张开,当钢球孔501离开避让槽201位置时,钢球800从避让槽201内滚出并挤压瓣爪401,使瓣爪401向内压紧收缩。
27.为实现涡旋盘100的轴向和角度定位,弹性夹紧套400的后侧设置有可快速拆装的工件定位板300,通过磁铁900与弹性夹紧套400联接。涡旋盘100安装定位时,将工件定位板300快速吸附于弹性夹紧套400上,安装完毕后则可快速将其拆掉,以便对涡旋盘底面进行
测量,为方便拆装操作,工件定位板300上设置有把手700。工件定位板上设置有第一定位销303和第二定位销301,弹性夹紧套400的底面上设置有与第一定位销303相配合的第一定位孔402,涡旋盘100上则设置有与第二定位销301相配合的第二定位孔102,通过第一定位销303与第一定位孔402的配合,可对工件定位板300进行安装角度定位,结合第二定位销301和第二定位孔102的配合,则可实现对涡旋盘100的角度定位。
28.对涡旋盘100进行装夹定位时,首先将工件定位板300安装于弹性夹紧套400的后端,然后将涡旋盘100置于弹性夹紧套400的中心孔内,并使第二定位销301和第二定位孔102相配合,至涡旋盘100的底面101与工件定位板300上的定位面302贴合。转动拨杆600使拨盘500转动,带动钢球800沿弹性夹紧套400上瓣爪401的外圆滚动,使弹性夹紧套400上的瓣爪401沿径向均匀收缩,从而夹紧涡旋盘100的外圆103。最后将工件定位板300拿离弹性夹紧套400,涡旋盘100定位夹紧完成,如图4所示,可使用三坐标等测量设备对涡旋盘100进行测量。测量结束后,反向转动拨杆600,弹性夹紧套400上的瓣爪401恢复原位,松开涡旋盘100。
29.实施例2。
30.结合图3、图5和图6所示,本实用新型的一种涡旋盘测量装夹装置,包括支座200、工件定位板300、弹性夹紧套400、钢球800、拉环1000和推拉杆1100。
31.支座200上设置有装夹孔,弹性夹紧套400安装于装夹孔内,弹性夹紧套400的前端沿周向均匀分布有瓣爪401。拉环1000设置于支座200和弹性夹紧套400之间,推拉杆1100固定于拉环1000上,拉动或推动推拉杆1100可使拉环1000轴向移动。拉环1000上均匀分布有钢球孔1001,其数量与瓣爪401数量一致,钢球800一一设置于钢球孔1001内,同时对应每个钢球孔501在支座200上还分别设置有避空槽202,初始状态下,钢球孔501位于避空槽202位置处,钢球滑入避空槽202内,瓣爪401张开,当拉环1000沿轴向向前移动时,钢球800从避空槽202内滑出,并沿瓣爪401外圆轴向滚动,将瓣爪401向内压紧收缩。
32.为实现涡旋盘100的轴向和角度定位,弹性夹紧套400的后侧设置有可快速拆装的工件定位板300,通过磁铁900与弹性夹紧套400联接。涡旋盘100安装定位时,将工件定位板300快速吸附于弹性夹紧套400上,安装完毕后则可快速将其拆掉,以便对涡旋盘底面进行测量,为方便拆装操作,工件定位板300上设置有把手700。工件定位板上设置有第一定位销303和第二定位销301,弹性夹紧套400的底面上设置有与第一定位销303相配合的第一定位孔402,涡旋盘100上则设置有与第二定位销301相配合的第二定位孔102,通过第一定位销303与第一定位孔402的配合,可对工件定位板300进行安装角度定位,结合第二定位销301和第二定位孔102的配合,则可实现对涡旋盘100的角度定位。
33.对涡旋盘100进行装夹定位时,首先将工件定位板300安装于弹性夹紧套400的后端,并使拉环1000处于最后侧;然后将涡旋盘100置于弹性夹紧套400的中心孔内,并使第二定位销301和第二定位孔102相配合,至涡旋盘100的底面101与工件定位板300上的定位面302贴合。拉动推拉杆1100使拉环1000向前移动,带动钢球800沿弹性夹紧套400上瓣爪401的外圆轴向滑出避空槽202,使弹性夹紧套400上的瓣爪401沿径向均匀收缩,从而夹紧涡旋盘100的外圆103。最后将工件定位板300拿离弹性夹紧套400,涡旋盘100定位夹紧完成,如图4所示,可使用三坐标等测量设备对涡旋盘100进行测量。测量结束后,推动推拉杆1100,弹性夹紧套400上的瓣爪401恢复原位,松开涡旋盘100。
34.实施例3。
35.结合图3、图7和图8所示,本实用新型的一种涡旋盘测量装夹装置,包括支座200、工件定位板300、弹性夹紧套400、卡环1200、推拉杆1100和弹簧1300。
36.支座200上设置有装夹孔,弹性夹紧套400安装于装夹孔内,弹性夹紧套400的前端沿周向均匀分布有瓣爪401。卡环1200设置于支座200和弹性夹紧套400之间,推拉杆1100固定于卡环1200上,拉动推拉杆1100可使卡环1200轴向移动。卡环1200上设置有若干容置槽1201,弹簧1300一一设置于容置槽1201内,其端部作用于支座200上。卡环1200的内孔1202为楔形孔,卡环1200位于最后侧时,可将瓣爪401向内压紧收缩。
37.为实现涡旋盘100的轴向和角度定位,弹性夹紧套400的后侧设置有可快速拆装的工件定位板300,通过磁铁900与弹性夹紧套400联接。涡旋盘100安装定位时,将工件定位板300快速吸附于弹性夹紧套400上,安装完毕后则可快速将其拆掉,以便对涡旋盘底面进行测量,为方便拆装操作,工件定位板300上设置有把手700。工件定位板上设置有第一定位销303和第二定位销301,弹性夹紧套400的底面上设置有与第一定位销303相配合的第一定位孔402,涡旋盘100上则设置有与第二定位销301相配合的第二定位孔102,通过第一定位销303与第一定位孔402的配合,可对工件定位板300进行安装角度定位,结合第二定位销301和第二定位孔102的配合,则可实现对涡旋盘100的角度定位。
38.对涡旋盘100进行装夹定位时,首先将工件定位板300安装于弹性夹紧套400的后端,拉动推拉杆1100,使卡环1200移动至最前端,与此同时,弹簧1300被压缩。然后将涡旋盘100置于弹性夹紧套400的中心孔内,并使第二定位销301和第二定位孔102相配合,至涡旋盘100的底面101与工件定位板300上的定位面302贴合。松开推拉杆1100,在弹簧1300弹力作用下卡环1200向后移动,其楔形内孔1202使弹性夹紧套400上的瓣爪401沿径向均匀收缩,从而夹紧涡旋盘100的外圆103。最后将工件定位板300拿离弹性夹紧套400,涡旋盘100定位夹紧完成,如图4所示,可使用三坐标等测量设备对涡旋盘100进行测量。测量结束后,拉动推拉杆1100,弹性夹紧套400上的瓣爪401恢复原位,松开涡旋盘100。
39.尽管上文对本实用新型进行了详细说明,但是本实用新型不限于此,本领域技术人员可以根据本实用新型的原理进行各种修改。因此,凡按照本实用新型原理所作的修改,都应当理解为落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。