1.本实用新型涉及一种切割装置,尤其涉及一种用于高端装备制造用铝合金管切割装置。
背景技术:
2.铝合金具有比强度、比刚度高,塑性好,导热性好且易回收等特点,是工业中应用最广泛的一类有色金属结构材料,工业生产中需要大量用到铝合金管,人们根据需要会将铝合金管切割成段。
3.目前,人们一般是用手调整好铝合金管切割的长度后,用夹具固定住铝合金管,然后用切割装置对铝合金管进行切割,这样切割完成后还要再次手动调整铝合金管切割的长度,工作效率低下,而且会因为人们调整长度的失误,造成切割的铝合金管长度不符合人们的要求,浪费材料。
4.因此,需要设计一种工作效率高的,能定长切割的用于高端装备制造用铝合金管切割装置,来解决目前存在的问题。
技术实现要素:
5.为了克服切割完成后还要再次手动调整铝合金管切割的长度,工作效率低下,而且会因为人们调整长度的失误,造成切割的铝合金管长度不符合人们的要求,浪费材料的缺点,本实用新型的目的是提供一种工作效率高的,能定长切割的用于高端装备制造用铝合金管切割装置。
6.技术方案为:一种用于高端装备制造用铝合金管切割装置,包括有底座、机架、支撑框、调节组件、旋转组件、锯片、驱动组件和移动组件,底座上固定设有机架,底座上中部固定设有支撑框,底座与机架之间设有调节组件,机架顶部前侧设有旋转组件,旋转组件上设有锯片,底座上右侧与机架右侧之间设有驱动组件,机架右侧与调节组件右侧之间设有移动组件,驱动组件驱动移动组件。
7.作为上述方案的改进,调节组件包括有n型架、旋转块、第一弹簧、导向辊、调节旋柄、轴承座和第一转轴,机架上部后侧滑动式设有n型架,n型架下端两侧均设有旋转块,第一弹簧套在n型架上,第一弹簧一端与机架连接,第一弹簧另一端与旋转块连接,旋转块之间转动式设有导向辊,机架顶部转动式设有调节旋柄,调节旋柄与n型架螺纹连接,底座后部两侧均设有轴承座,两侧轴承座之间转动式设有第一转轴,第一转轴上固定设有另一个导向辊。
8.作为上述方案的改进,旋转包括有l型杆、导杆、安装框、第二弹簧、第二转轴、高速电机和第一齿轮,机架顶部右前侧滑动式设有l型杆,l型杆内顶部左右两侧均设有导杆,导杆与机架顶部滑动式连接,两侧导杆下端之间设有安装框,第二弹簧套在导杆上,第二弹簧一端与机架连接,第二弹簧另一端与安装框连接,安装后侧转动式设有第二转轴,第二转轴后端与锯片连接,安装框前侧设有高速电机,高速电机输出轴上设有第一齿轮,第二转轴后
端设有另一个第一齿轮,两个第一齿轮啮合。
9.作为上述方案的改进,驱动包括有伺服电机、第三转轴、第一传动轮、第一皮带、第二传动轮和第二皮带,底座上右后侧设有伺服电机,机架右侧中部转动式设有第三转轴,第三转轴左端与伺服电机输出轴上均设有第一传动轮,第一传动轮之间绕接有第一皮带,第三转轴右端设有第二传动轮,机架右侧前部转动式设有另一个第二传动轮,两个第二传动轮之间绕接有第二皮带。
10.作为上述方案的改进,移动包括有第四转轴、第三传动轮、第二齿轮、第一驱动齿和第三皮带,机架右侧后部转动式设有第四转轴,第四转轴上设有第二齿轮与第三传动轮,第一转轴右端设有另一个第三传动轮,两个第三传动轮之间绕接有第三皮带,第二皮带右侧设有第一驱动齿,第一驱动齿与第二齿轮配合。
11.作为上述方案的改进,还包括有自动组件,自动组件包括有第五转轴、第三齿轮、齿条和第二驱动齿,机架右侧上部转动式设有第五转轴,第五转轴左右两端均设有第三齿轮,l型杆后侧下部设有齿条,齿条与左侧第三齿轮啮合,第二皮带左侧设有第二驱动齿,第二驱动齿与右侧第三齿轮配合。
12.本实用新型具有以下优点:1、通过调节组件人们可以调节导向辊之间的距离,方便人们更好的将铝合金管插入支撑框内。
13.2、驱动组件带动移动组件工作,带动导向辊旋转一定的角度,从而带动铝合金管移动一端距离,实现了定长出料。
14.3、能一次切割两根铝合金管,提高了人们的工作效率。
附图说明
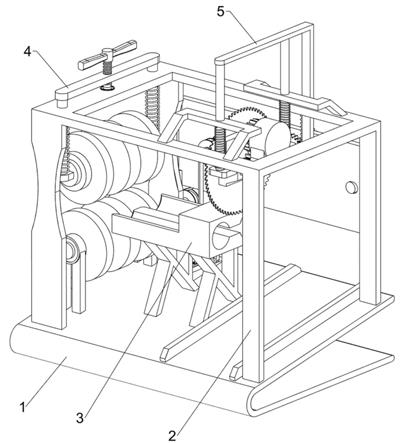
15.图1为本实用新型的立体结构示意图。
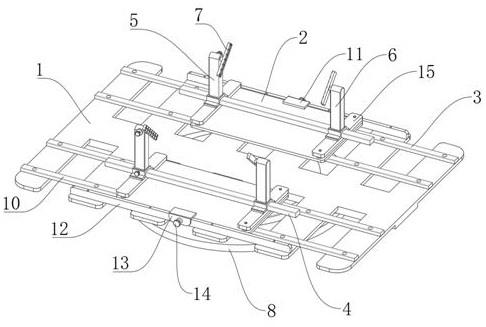
16.图2为本实用新型的另一种角度的立体结构示意图。
17.图3为本实用新型的第一种部分结构示意图。
18.图4为本实用新型的第二种部分结构示意图。
19.图5为本实用新型的第三种部分结构示意图。
20.图6为本实用新型的第四种部分结构示意图。
21.图7为本实用新型的第五种部分结构示意图。
22.图中标号名称:1
‑
底座,2
‑
机架,3
‑
支撑框,4
‑
调节组件,401
‑
n型架,402
‑
旋转块,403
‑
第一弹簧,404
‑
导向辊,405
‑
调节旋柄,406
‑
轴承座,407
‑
第一转轴,5
‑
旋转组件,501
‑
l型杆,502
‑
导杆,503
‑
安装框,504
‑
第二弹簧,505
‑
第二转轴,506
‑
高速电机,507
‑
第一齿轮,6
‑
锯片,7
‑
驱动组件,701
‑
伺服电机,702
‑
第三转轴,703
‑
第一传动轮,704
‑
第一皮带,705
‑
第二传动轮,706
‑
第二皮带,8
‑
移动组件,801
‑
第四转轴,802
‑
第三传动轮,803
‑
第二齿轮,804
‑
第一驱动齿,805
‑
第三皮带,9
‑
自动组件,901
‑
第五转轴,902
‑
第三齿轮,903
‑
齿条,904
‑
第二驱动齿。
具体实施方式
23.下面结合具体实施例对技术方案做进一步的说明,需要注意的是:本文中所说的上、下、左、右等指示方位的字词仅是针对所示结构在对应附图中位置而言。本文中为零部
件所编序号本身,例如:第一、第二等,仅用于区分所描述的对象,不具有任何顺序或技术含义。而本技术所说如:连接、联接,如无特别说明,均包括直接和间接连接。
24.实施例1
25.一种用于高端装备制造用铝合金管切割装置,如图1
‑
7所示,包括有底座1、机架2、支撑框3、调节组件4、旋转组件5、锯片6、驱动组件7和移动组件8,底座1上固定设有机架2,底座1上中部固定设有支撑框3,底座1与机架2之间设有调节组件4,机架2顶部前侧设有旋转组件5,旋转组件5上设有锯片6,底座1上右侧与机架2右侧之间设有驱动组件7,机架2右侧与调节组件4右侧之间设有移动组件8,驱动组件7驱动移动组件8。
26.当人们需要将铝合金管切割成段时,人们先调节调节组件4,将铝合金管通过调节组件4输送进支撑框3内,人们调整好铝合金管需要切割的长度后,启动旋转组件5,旋转组件5带动锯片6转动,人们通过手向下压动旋转组件5,旋转组件5带动锯片6向下移动将铝合金管切成段,切成段的铝合金管顺着底座1滑下,然后人们松开旋转组件5,旋转组件5复位后,启动驱动组件7,驱动组件7驱动移动组件8将铝合金管,向前移动一定的距离,然后人们再通过手向下压动旋转组件5将铝合金管切成段,如此循环,即可将铝合金管均匀的切割成段。
27.调节组件4包括有n型架401、旋转块402、第一弹簧403、导向辊404、调节旋柄405、轴承座406和第一转轴407,机架2上部后侧滑动式设有n型架401,n型架401下端两侧均设有旋转块402,第一弹簧403套在n型架401上,第一弹簧403一端与机架2连接,第一弹簧403另一端与旋转块402连接,旋转块402之间转动式设有导向辊404,机架2顶部转动式设有调节旋柄405,调节旋柄405与n型架401螺纹连接,底座1后部两侧均设有轴承座406,两侧轴承座406之间转动式设有第一转轴407,第一转轴407上固定设有另一个导向辊404。
28.人们旋转调节旋柄405,调节旋柄405通过螺纹带动n型架401向上移动,n型架401带动旋转块402及之间的导向辊404向上移动,第一弹簧403被压缩,当导向辊404凹槽之间的距离调节至一定的距离时,人们便能将两根铝合金管分别顺着下方的导向辊404凹槽插入支撑框3对应的孔内,并调整好铝合金管初次切割的长度,然后人们反向旋转调节旋柄405,调节旋柄405通过螺纹带动上方的导向辊404向下移动,直至导向辊404压紧铝合金管。
29.旋转包括有l型杆501、导杆502、安装框503、第二弹簧504、第二转轴505、高速电机506和第一齿轮507,机架2顶部右前侧滑动式设有l型杆501,l型杆501内顶部左右两侧均设有导杆502,导杆502与机架2顶部滑动式连接,两侧导杆502下端之间设有安装框503,第二弹簧504套在导杆502上,第二弹簧504一端与机架2连接,第二弹簧504另一端与安装框503连接,安装后侧转动式设有第二转轴505,第二转轴505后端与锯片6连接,安装框503前侧设有高速电机506,高速电机506输出轴上设有第一齿轮507,第二转轴505后端设有另一个第一齿轮507,两个第一齿轮507啮合。
30.驱动包括有伺服电机701、第三转轴702、第一传动轮703、第一皮带704、第二传动轮705和第二皮带706,底座1上右后侧设有伺服电机701,机架2右侧中部转动式设有第三转轴702,第三转轴702左端与伺服电机701输出轴上均设有第一传动轮703,第一传动轮703之间绕接有第一皮带704,第三转轴702右端设有第二传动轮705,机架2右侧前部转动式设有另一个第二传动轮705,两个第二传动轮705之间绕接有第二皮带706。
31.移动包括有第四转轴801、第三传动轮802、第二齿轮803、第一驱动齿804和第三皮
带805,机架2右侧后部转动式设有第四转轴801,第四转轴801上设有第二齿轮803与第三传动轮802,第一转轴407右端设有另一个第三传动轮802,两个第三传动轮802之间绕接有第三皮带805,第二皮带706右侧设有第一驱动齿804,第一驱动齿804与第二齿轮803配合。
32.当人们在装置里放入铝合金管并调整好长度后,人们启动高速电机506,高速电机506转动带动两个啮合的第一齿轮507转动,第一齿轮507转动带动第二转轴505转动,第二转轴505转动带动锯片6转动,人们向下压动l型杆501,l型杆501带动导杆502、安装框503、第二转轴505、高速电机506、锯片6和第一齿轮507向下移动,第二弹簧504被拉伸,锯片6向下移动将两根铝合金管切割成段,成段的铝合金管顺着底座1的斜面滑落,然后人们启动伺服电机701转动,伺服电机701转动会动第一传动轮703、第一皮带704和第三转轴702顺时针转动,从而带动第二传动轮705和第二皮带706顺时针转动,第二皮带706带动第一驱动齿804顺时针转动,当第一驱动齿804与第二齿轮803接触时,第一驱动齿804旋转带动第二齿轮803逆时针旋转一定的角度,第二齿轮803逆时针旋转带动第四转轴801、第三传动轮802和第三皮带805逆时针旋转一定的角度,从而带动第一转轴407及下方导向辊404逆时针旋转一定的角度,在调节组件4的作用下,两个导向辊404挤压铝合金管,下侧的导向辊404旋转一定的角度会带动铝合金管从后往前移动一端距离,这段距离就是铝合金管需要切割的长度。
33.实施例2
34.在实施例1的基础之上,如图7所示,还包括有自动组件9,自动组件9包括有第五转轴901、第三齿轮902、齿条903和第二驱动齿904,机架2右侧上部转动式设有第五转轴901,第五转轴901左右两端均设有第三齿轮902,l型杆501后侧下部设有齿条903,齿条903与左侧第三齿轮902啮合,第二皮带706左侧设有第二驱动齿904,第二驱动齿904与右侧第三齿轮902配合。
35.第二皮带706顺时针旋转带动第二驱动齿904顺时针旋转,第二驱动齿904与第三齿轮902接触时,带动第三齿轮902逆时针旋转,从而带动第五转轴901和另一侧的第三齿轮902逆时针旋转,另一侧的第三齿轮902带动齿条903和l型杆501向下移动,如此便不用人们手动压动l型杆501向下移动,减少了人们的工作强度,避免了人们被锯片6误伤的风险。
36.尽管已经参照本公开的特定示例性实施例示出并描述了本公开,但是本领域技术人员应该理解,在不背离所附权利要求及其等同物限定的本公开的精神和范围的情况下,可以对本公开进行形式和细节上的多种改变。因此,本公开的范围不应该限于上述实施例,而是应该不仅由所附权利要求来进行确定,还由所附权利要求的等同物来进行限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。