1.本实用新型涉及散热器焊接设备技术领域,尤其涉及一种机动车散热器双直缝自动焊接装置。
背景技术:
2.散热器的应用越来越广泛,制造散热器的厂家也越来越多,而市场对散热器的质量要求也越来越高。散热器组装时需要对每个零部件进行焊接用于牢固散热器,不让其出现漏气的情况。
3.然而现有的散热器双直缝焊接装置不便于对散热器的焊接面进行翻面,大都需要人工进行完成,费时费力,且不便根据不同规格散热器来调节两个焊枪之间的距离,导致使用不便,因此我们提出了一种机动车散热器双直缝自动焊接装置用于解决上述问题。
技术实现要素:
4.本实用新型的目的是为了解决现有的散热器双直缝焊接装置不便于对散热器的焊接面进行翻面,大都需要人工进行完成,费时费力,且不便根据不同规格散热器来调节两个焊枪之间的距离,导致使用不便的缺点,而提出的一种机动车散热器双直缝自动焊接装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种机动车散热器双直缝自动焊接装置,包括壳体,所述壳体的一侧内壁上固定安装有第一电机,所述第一电机的输出轴上固定安装有第一丝杆,所述第一丝杆的外侧螺纹套接有安装座,所述安装座的底部固定安装有第一气缸,所述第一气缸的输出轴上固定安装有u型架,所述u型架的前侧固定安装有第二电机,所述第二电机的输出轴上固定安装有第二丝杆,所述第二丝杆的外侧设置有两个旋转相反的外螺纹,所述第二丝杆的外侧螺纹套接有两个移动板,两个移动板的底部均固定安装有焊枪,所述壳体内设置有两个转盘,所述壳体的一侧转动安装有转动轴,所述壳体的另一侧固定设置有第二气缸,所述第二气缸的输出轴转动安装在对应的转盘的一侧,所述转动轴的一端固定安装在对应的转盘的另一侧,所述转动轴的另一端固定安装有手轮,所述手轮的一侧固定安装有套筒,所述套筒内滑动套接有定位杆,所述壳体的一侧开设有两个定位槽,所述定位杆活动卡接在对应的定位槽内,所述定位杆的一端固定安装有复位弹簧,所述复位弹簧远离定位杆的一端固定安装在套筒的一端内壁上,两个转盘相互靠近的一侧均开设有滑槽,所述滑槽内滑动套接有两个夹板,两个夹板相互靠近的一侧均固定安装有支撑弹簧,两个支撑弹簧相互靠近的一端固定安装有同一个隔板,两个隔板分别固定安装在对应的滑槽内。
7.优选的,所述壳体的前侧转动安装有两个箱门,两个箱门上均设置有透明玻璃窗,两个箱门的前侧均固定安装有把手。
8.优选的,所述壳体的两侧内壁上固定安装有同一个限位杆,所述安装座滑动套接在限位杆的外侧。
9.优选的,所述u型架的前后侧内壁上固定安装有同一个横杆,两个移动板均滑动套接在横杆的外侧。
10.优选的,所述套筒的一端开设有滑孔,所述滑孔内滑动套接有连接杆,所述连接杆固定安装在定位杆的一端,所述连接杆的另一端延伸至套筒的外侧并固定安装有手持球。
11.优选的,所述手轮的一侧开设有通孔,所述定位杆滑动套接在通孔内。
12.本实用新型中,所述的一种机动车散热器双直缝自动焊接装置,通过箱门,方便工件的放入和取出,并对壳体进行密封,避免焊接时误伤操作员,通过第二气缸、转盘、夹板和支撑弹簧的配合,可对工件进行固定,避免焊接时工件发生偏移影响焊接的质量,通过第二电机、第二丝杆、移动板和焊枪的配合,可调节两个焊枪之间的距离,方便根据不同规格的工件进行双直缝焊接;
13.本实用新型中,所述的一种机动车散热器双直缝自动焊接装置,通过连接杆、定位杆、套筒、手轮、转动轴、定位槽和复位弹簧的配合下,可对工件进行固定,并确保工件翻转一百八十度,避免工件翻面不到位而影响焊接的质量;
14.本实用新型结构设计合理,通过第二气缸、转盘、夹板和支撑弹簧的配合,可对工件进行固定,通过第二电机、第二丝杆和移动板的配合,方便根据不同规格工件来调节两个焊枪之间的距离,通过连接杆、定位杆、套筒、手轮、转动轴、定位槽和复位弹簧的配合下,可对工件定位翻转,避免工件翻面不到位而影响焊接的质量。
附图说明
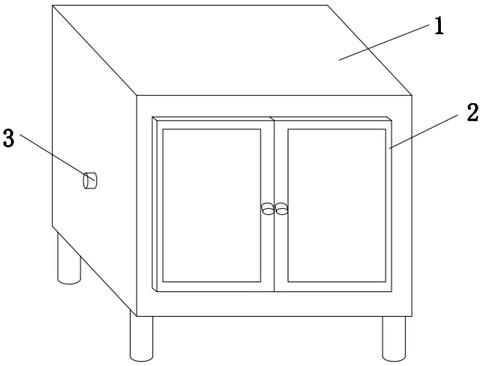
15.图1为本实用新型提出的一种机动车散热器双直缝自动焊接装置的结构示意图;
16.图2为本实用新型提出的一种机动车散热器双直缝自动焊接装置的剖视图;
17.图3为本实用新型提出的一种机动车散热器双直缝自动焊接装置的u型架的左视图;
18.图4为本实用新型提出的一种机动车散热器双直缝自动焊接装置的a部分的结构示意图;
19.图5为本实用新型提出的一种机动车散热器双直缝自动焊接装置的b部分的结构示意图。
20.图中:1、壳体;2、箱门;3、第二气缸;4、第一电机;5、限位杆;6、安装座;7、第一丝杆;8、第一气缸;9、u型架;10、第二电机;11、焊枪;12、移动板;13、第二丝杆;14、横杆;15、转动轴;16、手轮;17、定位杆;18、定位槽;19、套筒;20、连接杆;21、复位弹簧;22、转盘;23、夹板;24、隔板;25、支撑弹簧。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
22.参照图1
‑
5,一种机动车散热器双直缝自动焊接装置,包括壳体1,壳体1的一侧内壁上固定安装有第一电机4,第一电机4的输出轴上固定安装有第一丝杆7,第一丝杆7的外侧螺纹套接有安装座6,安装座6的底部固定安装有第一气缸8,第一气缸8的输出轴上固定
安装有u型架9,u型架9的前侧固定安装有第二电机10,第二电机10的输出轴上固定安装有第二丝杆13,第二丝杆13的外侧设置有两个旋转相反的外螺纹,第二丝杆13的外侧螺纹套接有两个移动板12,两个移动板12的底部均固定安装有焊枪11,启动第二电机10,第二电机10的输出轴带动了第二丝杆13,在横杆14的限位下,第二丝杆13带动了两个移动板12和焊枪11的相互靠近或相互远离,从而可调节两个焊枪11之间的距离,从而可根据不同规格的工件进行双直缝焊接,壳体1内设置有两个转盘22,壳体1的一侧转动安装有转动轴15,壳体1的另一侧固定设置有第二气缸3,第二气缸3的输出轴转动安装在对应的转盘22的一侧,转动轴15的一端固定安装在对应的转盘22的另一侧,转动轴15的另一端固定安装有手轮16,手轮16的一侧固定安装有套筒19,套筒19内滑动套接有定位杆17,壳体1的一侧开设有两个定位槽18,定位杆17活动卡接在对应的定位槽18内,定位杆17的一端固定安装有复位弹簧21,复位弹簧21远离定位杆17的一端固定安装在套筒19的一端内壁上,向右拉动定位杆17,使其脱离定位槽18,然后通过套筒19转动手轮16、转动轴15和工件,使得工件转动到一百八十度,然后松开定位杆17,在复位弹簧21的作用下,定位杆17向左复位并卡接在下方的定位槽18内,从而可对工件进行固定,并确保工件翻转一百八十度,避免工件翻面不到位而影响焊接的质量,两个转盘22相互靠近的一侧均开设有滑槽,滑槽内滑动套接有两个夹板23,两个夹板23相互靠近的一侧均固定安装有支撑弹簧25,两个支撑弹簧25相互靠近的一端固定安装有同一个隔板24,两个隔板24分别固定安装在对应的滑槽内,通过第二气缸3,调节两个转盘22之间到合适距离,然后向外拉动夹板23,然后把工件放置在四个夹板23之间,松开夹板23,在支撑弹簧25,四个夹板23可把工件进行夹持固定,然后通过第二气缸3带动左侧的转盘22的右移,从而可进一步对工件夹紧,避免焊接时工件发生偏移影响焊接的质量。
23.本实用新型中,壳体1的前侧转动安装有两个箱门2,两个箱门2上均设置有透明玻璃窗,两个箱门2的前侧均固定安装有把手,方便密封壳体1,避免焊接时误伤操作员,同时在焊接时可进行观察,方便工件的放入和取出。
24.本实用新型中,壳体1的两侧内壁上固定安装有同一个限位杆5,安装座6滑动套接在限位杆5的外侧,方便安装座6进行限位,使其不与第一丝杆7一起旋转。
25.本实用新型中,u型架9的前后侧内壁上固定安装有同一个横杆14,两个移动板12均滑动套接在横杆14的外侧,方便对移动板12进行导向,使其移动的更加稳定。
26.本实用新型中,套筒19的一端开设有滑孔,滑孔内滑动套接有连接杆20,连接杆20固定安装在定位杆17的一端,连接杆20的另一端延伸至套筒19的外侧并固定安装有手持球,方便拉动定位杆17。
27.本实用新型中,手轮16的一侧开设有通孔,定位杆17滑动套接在通孔内,方便对定位杆17进行导向,避免发生偏移影响对工件的手轮16和转动轴15的固定。
28.本实用新型中,在使用时,打开箱门2,通过第二气缸3,根据不同规格的工件,调节两个转盘22之间到合适距离,然后向外拉动夹板23,然后把工件放置在四个夹板23之间,松开夹板23,在支撑弹簧25,四个夹板23可把工件进行夹持固定,然后通过第二气缸3带动左侧的转盘22右移,从而可进一步对工件夹紧,避免焊接时工件发生偏移影响焊接的质量,然后通过不同规格的工件,启动第二电机10,第二电机10的输出轴带动了第二丝杆13,在横杆14的限位下,第二丝杆13带动了两个移动板12和焊枪11的相互靠近或相互远离,从而可调节两个焊枪11之间的距离,从而可根据不同规格的工件进行双直缝焊接,然后启动第一气
缸8,使得第一气缸8带动了u型架9和焊枪11下移,使得两个焊枪11与工件双直缝接触,然后启动第一电机4,第一电机4的输出轴带动了第一丝杆7的转动,在限位杆5的限位下,第一丝杆7带动了安装座6和两个焊枪11的右移,从而可对整个工件的双直缝进行同步焊接,然后通过第一气缸8带动了焊枪11的上升,使得焊枪11不与工件接触,拉动手持球和连接杆20,使得连接杆20带动定位杆17脱离定位槽18,然后通过套筒19转动手轮16、转动轴15和工件,使得工件转动一百八十度,然后松开手持球,在复位弹簧21的作用下,定位杆17卡接在下方的定位槽18内,从而可对工件进行固定,并确保工件翻转一百八十度,避免工件翻面不到位而影响焊接的质量,然后按照上述步骤,使得焊枪与工件直缝接触,并左移对工件直缝进行整体的焊接,然后打开箱门2,取出工件即可。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

