1.本实用新型属于狭长空间内设备和材料水平运输的装置,具体涉及一种冷轧轧线酸洗段活套内运输装置。
背景技术:
2.在冷轧轧线酸洗段活套的设备安装过程中,因入口、出口、联机三层活套属于混凝土通廊形式的结构,单层最大长度超过200m,设备在活套内的水平运输成为施工的重点和难点,居中的设备最大运输距离超过100m。通廊内不设置起重设备,受截面尺寸限制,汽车吊、载重汽车等机械都无法进入。传统施工方法,使用滚杠加卷扬牵引设备,效率低下,进度缓慢,成本也比较高。
技术实现要素:
3.本实用新型旨在解决上述问题,从而提供一种在活套内及时并平稳安全地将目标运送到位的装置。
4.本实用新型解决所述问题,采用的技术方案是:
5.一种冷轧酸洗段活套内运输装置,活套内地面设有活套轨道, 活套轨道上设有构件托板,该构件托板底部设有轨道轮;构件托板上固接立柱,立柱顶部设置有滑车轨道,滑车轨道上安装有滑车,滑车下安装手拉葫芦。
6.采用上述技术方案的本实用新型,与现有技术相比,其有益效果是:
7.本实用新型提供的运输装置,可以平稳的沿活套移动,将需要搬运的物品运送至指定地点,解决了狭小空间内无法吊装的问题,减轻人工劳动。
8.作为优选,本实用新型更进一步的技术方案是:
9.滑车轨道通过悬挑梁与立柱固接,悬挑梁与立柱的夹角还设有斜支撑;所述滑车轨道与悬挑梁端部下侧焊接。此结构滑车轨道悬于构件上方,更方便搬取构件,构件起吊点在滑车轨道任意位置,不受悬挑梁与滑车轨道连接点的限制和阻碍。
10.所述轨道轮的周槽截面为梯形;活套轨道由第一轨道和第二轨道组成;第一轨道顶部与轨道轮周槽的槽底接触,第一轨道两侧设有滑槽;第二轨道由左半轨和右半轨组成,左半轨、右半轨内侧设有滑肋;左半轨安装于第一轨道左侧,其顶部与轨道轮周槽左侧面接触;右半轨安装于第一轨道右侧,其顶部与轨道轮周槽右侧面接触。此结构提供的活套轨道为组合式轨道,第一轨道与第二轨道可相互错位移动,交替着向前延伸,避免铺设通长的滑轨,施工方便。
11.第一轨道、第二轨道前端设有拉环,拉环与卷扬机钢丝相连,卷扬机设置于构件目的地。此结构通过卷扬机控制轨道的交替向前延伸,减少工人劳动输出,节约人力,调整速度快,易于控制。
附图说明
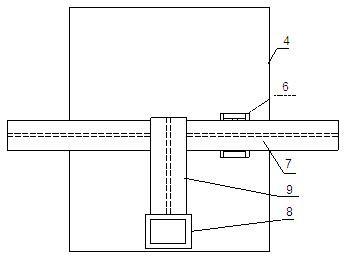
12.图1本发明行走车体结构示意图;
13.图2本发明行走车体俯视角结构示意图;
14.图3本发明行走车体实施例一侧面结构;
15.图4本发明行走车体实施例二侧面结构图;
16.图5 本层活套剖面示意图;
17.图6为本发明活套轨道结构示意图;
18.图7为本发明活套轨道第一轨道向前牵引示意图;
19.图8为本发明活套轨道第二轨道向前牵引示意图;
20.图9为本发明轨道轮实施例示意图;
21.图10为轨道轮在第一轨道上面行走示意图;
22.图11为活套轨道在第二轨道上行走示意图;
23.图12为本发明整体结构参考使用状态示意图。
24.图中:轨道轮1、周槽的槽底1
‑
1、周槽的左侧面1
‑
2、周槽的右侧面1
‑
3、车轮架2、轮轴3、构件托板4、手拉葫芦5、滑车6、滑车轨道7、立柱8、悬挑梁9、斜支撑10、活套轨道11、第一轨道11
‑
1、第二轨道11
‑
2、滑槽11
‑
3、滑肋11
‑
4、拉环12、卷扬机13、滚筒13
‑
1、卷扬机钢丝14。
具体实施方式
25.下面结合具体实施例对本实用新型技术方案详细描述。
26.制作本实用新型的运输装置的准备:先将活套内的活套轨道11安装到位,测量轨道的跨距。
27.准备构件托板4的钢板。车轮架2现场取材加工。轨道轮1、轮轴3和轴承等进行采购。
28.准备立柱8、悬挑梁9、滑车轨道7以及斜支撑10的材料。滑车6可购买。
29.按图纸设计制作立柱8(采用dn600厚壁钢管制作)、悬挑梁9(采用h型钢)及滑车轨道7。
30.结合图1至图5所示,将所有部件组装为运输小车。
31.1、构件托板4(采用钢板)底部焊接车轮架2(采用槽钢)。
32.2、安装轮轴3和轨道轮1,根据活套轨道11的跨距确定构件托板4两侧轨道轮1的间距。
33.3、在构件托板4上焊接立柱8,立柱8顶部焊接悬挑梁9,悬挑梁9外端焊接滑车轨道7。滑车轨道7可以焊接在悬挑梁9外端的端面上,优选的焊接于外端的下表面。
34.4、滑车轨道7采用h型钢梁,滑车6安装在h型钢梁下翼缘。滑车轨道7若焊接在悬挑梁9下表面,则下翼缘为通长的滑道,滑车6可以全程移动。
35.5、滑车6安装1至2 台,滑车6下部安装手拉葫芦5。手拉葫芦5吊装托板上的相应构件并横移到托板以外,然后卸载到地面上。
36.参见图1至图5和图12所示,本实用新型提供的冷轧酸洗段活套内运输装置,活套内地面设有活套轨道11。 活套轨道11上设有构件托板4,该构件托板4底部设有轨道轮1。构
件托板4上固接立柱8。立柱8顶部设置有滑车轨道7,滑车轨道7上安装有滑车6,滑车6下安装手拉葫芦5。所述滑车轨道7通过悬挑梁9与立柱8固接。悬挑梁9与立柱8的夹角还设有斜支撑10。滑车轨道7与悬挑梁9端部下侧焊接。
37.将本装置用液压吊从活套通廊一侧吊装孔布置到活套轨道11上;然后,将要运输的设备或材料同样用液压吊或天车从吊装孔吊放至构件托板4上;通过人力推动车体,到达安装位置附近后,使用在滑车6上悬挂的手拉葫芦5,将需要运输的目标吊起,然后让滑车6移动到滑车轨道7外端,目标卸放至地面。
38.参见图6至图12,本实用新型所述轨道轮1的周槽截面为梯形。活套轨道11由第一轨道11
‑
1和第二轨道11
‑
2组成;第一轨道11
‑
1顶部与轨道轮1周槽的槽底1
‑
1接触,第一轨道11
‑
1两侧设有滑槽11
‑
3;第二轨道11
‑
2由左半轨和右半轨组成,左半轨、右半轨内侧设有滑肋11
‑
4;左半轨安装于第一轨道11
‑
1左侧,其顶部与轨道轮1周槽的左侧面1
‑
2接触;右半轨安装于第一轨道11
‑
1右侧,其顶部与轨道轮1周槽的右侧面1
‑
3接触。
39.第一轨道11
‑
1、第二轨道11
‑
2前端设有拉环12,拉环12与卷扬机钢丝14相连,卷扬机13设置于构件目的地。本实用新型中所用卷扬机13采用双滚筒13
‑
1结构,其中一个滚筒13
‑
1用于牵引第一轨道11
‑
1,另一个滚筒13
‑
1用于牵引第二轨道11
‑
2,第二轨道11
‑
2在两侧的半轨上都设置拉环12。
40.构件托板4放置到活套轨道11上,要运输的构件或设备吊装到构件托板4上;卷扬机13先将第一轨道11
‑
1从第二轨道11
‑
2中拉出,当第一轨道11
‑
1与第二轨道11
‑
2仅具备30cm
‑
60cm的重叠长度时停止;人工推动构件托板4向前移动,当构件托板4从第二轨道11
‑
2起始端移动至接近第一轨道11
‑
1终端时减速或停止;用卷扬机13牵引第二轨道11
‑
2,第二轨道11
‑
2终端越过构件托板4时,因增加了宽度会使轨道轮1微微顶升,继续向前牵引,至第二轨道11
‑
2始端与第一轨道11
‑
1终端仅有30cm
‑
60cm的重叠;继续向前推动构件托板4。重复上述操作,交替向前牵引第一轨道11
‑
1和第二轨道11
‑
2,至将构件托板4移动至安装位。
41.本实用新型的有益效果:(1)采用滑道代替滚杠减小摩擦力,使冷轧工程活套内设备材料水平运输的时间明显缩短,效率大大提高,降低了作业人员劳动强度和成本。(2)运输小车在标准轨道上运行,平稳无振动,对于设备保护起到了积极作用,减少设备大件的吊装,也明显提高和改善了作业人员的安全环境。(3)该装置取材简单,部件成本低,维护方便,是一种创新性较强的专门针对冷轧工程活套内设备材料水平运输的施工方法。
42.以上所述仅为本实用新型较佳可行的实施例而已,并非因此局限本实用新型的权利范围,凡运用本实用新型说明书及其附图内容所作的等效变化,均包含于本实用新型的权利范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。