1.本实用新型涉及注塑模具脱模技术领域,具体为一种注塑件模具用的防变形快速脱模机构。
背景技术:
2.注塑是一种工业产品生产造型的方法,主要分为橡胶注塑和塑料注塑。它通常是使用注射成型机将热塑性塑料或热固性塑料,利用塑料成型模具制成各种形状的塑料制品,成品在人们的生活中应用十分广泛。由于注塑件产品需要使用模具进行成型,成型后的注塑件脱模效率就成为人们重点关注的一项内容。
3.现有的注塑产品在成型后,由于注塑件产品与模具之间存在一定力的作用,使得注塑产品的脱模相对麻烦,且脱模过程中经常会出现外力过大使得注塑件产品变形,影响正常使用,脱模费时费力效率低下。
技术实现要素:
4.本实用新型的目的在于提供一种注塑件模具用的防变形快速脱模机构,以解决上述背景技术中提出的现有的注塑产品在成型后,由于注塑件产品与模具之间存在一定力的作用,使得注塑产品的脱模相对麻烦,且脱模过程中经常会出现外力过大使得注塑件产品变形,影响正常使用,脱模费时费力效率低下的问题。
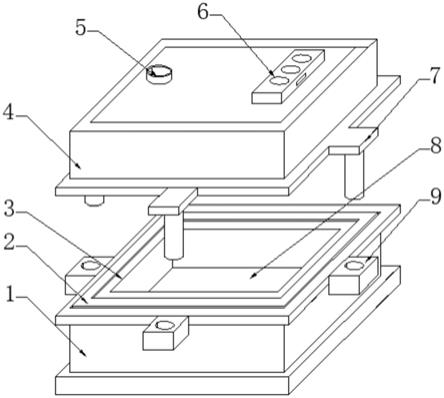
5.为实现上述目的,本实用新型提供如下技术方案:一种注塑件模具用的防变形快速脱模机构,包括注塑件下模座和注塑件上模座,所述注塑件上模座底部的中心开设有模腔,所述模腔内壁的顶部固定设置有快速脱模组件,所述快速脱模组件包括成型脱模压板、抽吸脱模腔、多个密封挡盘和耐高温护垫,所述成型脱模压板的内部开设有抽吸脱模腔,所述抽吸脱模腔内壁的底部开设有多个抽吸通道,多个所述抽吸通道内侧的一端均铰接有密封挡盘,所述成型脱模压板的底部固定设置有耐高温护垫,所述成型脱模压板顶部的一侧开设有注塑通孔,所述注塑件上模座顶部的一侧固定设置有注塑管道,所述注塑件上模座顶部的另一侧固定安装有负压抽吸设备,所述注塑件下模座顶部的中心开设有成型凹槽,所述成型凹槽的底部设有缓冲托板,所述缓冲托板的顶部设有成型模具内胆。
6.作为本实用新型的一种优选技术方案,所述注塑通孔与注塑管道对应设置。
7.作为本实用新型的一种优选技术方案,所述负压抽吸设备的出风口固定连通有抽吸软管,所述抽吸软管的一端与抽吸脱模腔的内部固定连通,所述负压抽吸设备的一侧固定安装有抽吸开关,所述负压抽吸设备通过抽吸开关与外接电源电性连接。
8.作为本实用新型的一种优选技术方案,所述注塑件上模座的四个边侧均固定设置有限位组合卡柱,所述注塑件下模座的四个边侧均固定设置有组合卡耳,且四个所述限位组合卡柱分别与四个组合卡耳对应设置。
9.作为本实用新型的一种优选技术方案,所述注塑件下模座顶部的外圈固定设置有耐高温密封胶圈。
10.作为本实用新型的一种优选技术方案,所述成型模具内胆与成型凹槽对应设置。
11.作为本实用新型的一种优选技术方案,所述缓冲托板与成型凹槽连接处的底部固定设置有若干个均匀分布的缓冲弹簧。
12.与现有技术相比,本实用新型的有益效果是:该注塑件脱模结构设计合理,采用抽吸的方式,在脱模时利用大气压使注塑产品快速与模具分离,从而实现快速脱模工作,通过抽吸通道的吸力将产品吸附脱模,不易发生注塑件变形的现象,在模具成型腔内增设可拆卸的模具内胆,使得工作人员可根据实际生产情况快速完成模形更换,整体拆卸方便,一定程度的提高了脱模的效率,能够满足实际使用需求。
附图说明
13.图1为本实用新型的主体正视外观结构示意图;
14.图2为本实用新型的主体正视截面结构示意图;
15.图3为本实用新型快速脱模组件的正视外观结构示意图;
16.图4为本实用新型局部a的放大结构示意图。
17.图中:1、注塑件下模座;2、耐高温密封胶圈;3、成型凹槽;4、注塑件上模座;5、注塑管道;6、负压抽吸设备;7、限位组合卡柱;8、成型模具内胆;9、组合卡耳;10、缓冲托板;11、快速脱模组件;111、成型脱模压板;112、抽吸脱模腔;113、密封挡盘;114、耐高温护垫;12、注塑通孔;13、抽吸通道;14、抽吸软管;15、缓冲弹簧。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1
‑
4,本实用新型提供了一种注塑件模具用的防变形快速脱模机构,包括注塑件下模座1和注塑件上模座4,注塑件上模座4底部的中心开设有模腔,模腔内壁的顶部固定设置有快速脱模组件11,快速脱模组件11包括成型脱模压板111、抽吸脱模腔112、多个密封挡盘113和耐高温护垫114,成型脱模压板111的内部开设有抽吸脱模腔112,抽吸脱模腔112内壁的底部开设有多个抽吸通道13,多个抽吸通道13内侧的一端均铰接有密封挡盘113,成型脱模压板111的底部固定设置有耐高温护垫114,成型脱模压板111顶部的一侧开设有注塑通孔12,注塑件上模座4顶部的一侧固定设置有注塑管道5,注塑件上模座4顶部的另一侧固定安装有负压抽吸设备6,注塑件下模座1顶部的中心开设有成型凹槽3,成型凹槽3的底部设有缓冲托板10,缓冲托板10的顶部设有成型模具内胆8,采用抽吸的方式,在脱模时利用大气压使注塑产品快速与模具分离,从而实现快速脱模工作,通过抽吸通道13的吸力将产品吸附脱模,不易发生注塑件变形的现象。
20.优选的,注塑通孔12与注塑管道5对应设置,方便注塑工作的进行。
21.优选的,负压抽吸设备6的出风口固定连通有抽吸软管14,抽吸软管14的一端与抽吸脱模腔112的内部固定连通,负压抽吸设备6的一侧固定安装有抽吸开关,负压抽吸设备6通过抽吸开关与外接电源电性连接,采用抽吸的方式,在脱模时利用大气压使注塑产品快
速与模具分离,从而实现快速脱模工作。
22.优选的,注塑件上模座4的四个边侧均固定设置有限位组合卡柱7,注塑件下模座1的四个边侧均固定设置有组合卡耳9,且四个限位组合卡柱7分别与四个组合卡耳9对应设置,方便对注塑模具的快速拼接组合,使用更加方便简洁。
23.优选的,注塑件下模座1顶部的外圈固定设置有耐高温密封胶圈2,能够增加注塑模具整体的密封性能,更加安全可靠。
24.优选的,成型模具内胆8与成型凹槽3对应设置,使得工作人员可根据实际生产情况快速完成模形更换,整体拆卸方便,一定程度的提高了脱模的效率,能够满足实际使用需求。
25.优选的,缓冲托板10与成型凹槽3连接处的底部固定设置有若干个均匀分布的缓冲弹簧15,不易发生变形的现象。
26.具体使用时,本实用新型一种注塑件模具用的防变形快速脱模机构,直接取出注塑件下模座1和注塑件上模座4,将其按照正常的组合方式对其进行拼接,接着启动负压抽吸设备6,使其通过抽吸软管14向抽吸脱模腔112内部充入气体,使其内压增大,然后通过注塑管道5向模具内部注塑原料,当注塑件冷却成型后,工作人员可使负压抽吸设备6向外界抽气,使抽吸脱模腔112内部形成负压状态,此时密封挡盘113会在气压的作用下,向内侧展开,抽吸通道13内就会形成吸力,当拆卸下注塑件上模座4时,即可连通注塑件一起带出,完成脱模工作,该注塑件脱模结构设计合理,采用抽吸的方式,在脱模时利用大气压使注塑产品快速与模具分离,从而实现快速脱模工作,不易发生注塑件变形的现象,使得工作人员可根据实际生产情况快速更换成型模具内胆8,整体拆卸方便,一定程度的提高了脱模的效率,能够满足实际使用需求。
27.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。