一种空调牙齿铁圈的一体化生产设备
1.技术领域:
2.本实用新型涉及一种空调零部件生产技术领域,尤其是一种空调牙齿铁圈的一体化生产设备。
3.
背景技术:
4.如图1所示为空调牙齿铁圈平面结构示意图,其中,安装凸起41用于空调牙齿铁圈卷曲后的安装,横条42用于压住空调通风出口接头,半圆槽43用于勾住空调通风出口的端部,圆孔槽44用于阀口的安装,齿状印记45以及凹槽46用于加强空调牙齿铁圈的自身结构强度,在其实际生产过程中,需要在钢板900的不同位置进行冲孔、剪切、压制成型为不同的形状以及最后对钢板900进行卷曲,传统生产空调牙齿铁圈时需要5
‑
6个人工在不同设备上进行操作,效率低,浪费人力。
5.
技术实现要素:
6.本实用新型的目的提供一种空调牙齿铁圈的一体化生产设备,解决上述现有技术问题中的一个或者多个。
7.为解决上述技术问题,本实用新型提供一种空调牙齿铁圈的一体化生产设备,其结构包括机架,其创新点在于:机架从左到右依次设有传送校准槽a、导料辊道、拉料辊道a、若干冲切模具、裁切模具、传送校准槽b、拉料辊道b、传送校准槽c、压料成型模具以及卷曲辊道,导料辊道上设有尺寸计量传感器,裁切模具上设有控制器,尺寸计量传感器和控制器电连接;
8.传送校准槽a的开口正面朝向导料辊道,传送校准槽b的开口正面朝向拉料辊道b,传送校准槽c的开口正面朝向压料成型模具。
9.进一步的,若干冲切模具分别包括齿条切口模具、半圆切口模具以及圆孔切口模具。
10.进一步的,上述压料成型模具包括压料辊道以及分别固定套在压料辊道上的三个压料环,其中一个压料环上均匀分布有若干压料齿,另外两个压料环上均设有环形压料凸起。
11.进一步的,上述卷曲辊道包括上下紧靠设置在机架上的上辊道、下辊道,下辊道的直径大于上辊道的直径,上辊道和下辊道之间保持有导料间隙,下辊道的下方设有卷料工位。
12.进一步的,上述拉料辊道a、拉料辊道b、压料辊道、上辊道以及下辊道的端部均设有驱动齿轮,若干驱动齿轮通过链条连接在旋转电机上。
13.进一步的,上述传送校准槽a、传送校准槽b以及传送校准槽c均为长条形的凹槽。
14.本实用新型的有益效果在于:
15.本实用新型提供了一种空调牙齿铁圈的一体化生产设备,传送校准槽a、传送校准槽b以及传送校准槽c确保了钢板前后传送位置的一致性,从而确保了钢板上加工位置的准确性,其次,在整个钢板的加工过程中,仅仅只需要一个人就能完成空调牙齿铁圈所有的加工程序,加工效率高,节约了人力。
16.附图说明:
17.图1为现有技术中空调牙齿铁圈的平面剖面图。
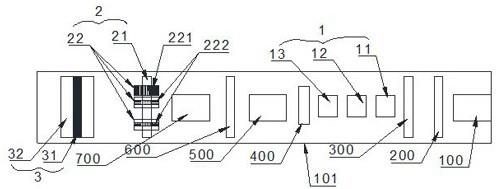
18.图2为本实用新型机架顶部的剖面图。
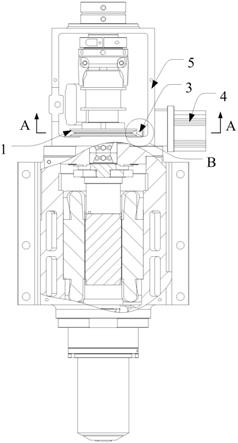
19.图3为本实用新型拉料辊道a、拉料辊道b、压料辊道、上辊道以及下辊道的端部链条连接的侧面结构示意图。
20.具体实施方式:
21.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
22.如图2到图3为本实用新型的一种具体实施方式,其结构包括机架101,机架101从左到右依次设有传送校准槽a100、导料辊道200、拉料辊道a300、若干冲切模具1、裁切模具400、传送校准槽b500、拉料辊道b600、传送校准槽c700、压料成型模具2以及卷曲辊道3,导料辊道200上设有尺寸计量传感器,裁切模具400上设有控制器,尺寸计量传感器和控制器电连接;
23.传送校准槽a100的开口正面朝向导料辊道200,传送校准槽b500的开口正面朝向拉料辊道b600,传送校准槽c700的开口正面朝向压料成型模具2。
24.在本实用新型中,空调牙齿铁圈的制造原理如下:选取一个长条形的钢板900依次穿过传送校准槽a100、导料辊道200并进入拉料辊道a300,在拉料辊道a300的作用下,钢板900依次沿着传送校准槽a100、导料辊道200朝向拉料辊道a300的方向进行传送,拉料辊道a300继续带动钢板900朝向若干冲切模具1、裁切模具400、传送校准槽b500以及拉料辊道b600的方向进行传送,在上述钢板900的传送过程中,根据钢板900的加工需要,若干冲切模具1依次对钢板900进行相应的冲切加工,其次,尺寸计量传感器随时检测钢板900向前传送的尺寸,当达到需要的尺寸时,尺寸计量传感器将信号传递给控制器,控制器控制裁切模具400对钢板900进行裁切切断,根据钢板900裁切口的形状选择相应的裁切模具400,在钢板900切断后,钢板900的裁切口形成有两个安装凸起41,拉链辊道b能够继续带动切断的钢板900朝向传送校准槽c700、压料成型模具2以及卷曲辊道3的方向进行传送,在上切断钢板900的传送过程中,压料成型模具2对切段钢板900进行相应的加工,而卷曲辊道3起到将切断钢板900进行卷曲的作用,最终从卷曲辊道3出来的切断钢板900即为空调牙齿铁圈,仅仅需要一个人在卷曲辊道3的位置进行收取即可。
25.在本实用新型中,传送校准槽a100、传送校准槽b500以及传送校准槽c700确保了钢板900前后传送位置的一致性,从而确保了钢板900上加工位置的准确性,其次,在整个钢板900的加工过程中,仅仅只需要一个人就能完成空调牙齿铁圈所有的加工程序,加工效率高,节约了人力。
26.在本实用新型中,根据空调牙齿铁圈的加工需要,若干冲切模具1分别包括齿条切口模具11、半圆切口模具12以及圆孔切口模具13,如图1所示,齿条切口模具11将钢板900左侧的边缘冲切加工成若干并排排列的横条42,半圆切口模具12在钢板900右侧的边缘冲切有若干半圆形的半圆槽43,圆孔切口模具13在钢板900中心的位置冲切有若干圆孔槽44。
27.在本实用新型中,根据空调牙齿铁圈的加工需要,上述压料成型模具2包括压料辊道21以及分别固定套在压料辊道21上的三个压料环22,其中一个压料环22上均匀分布有若干压料齿221,另外两个压料环22上均设有环形压料凸起222,如图2所示,压料齿221压制在
钢板900右侧的边缘,压料齿221在钢板900的右侧留下齿状印记45,两个环形压料凸起222压制在钢板900的中心位置,两个环形压料凸起222在钢板900的中心位置留下两个相互平行的凹槽46。
28.在本实用新型中,作为优选方案,切断钢板900进行弯曲的工作原理如下:上述卷曲辊道3包括上下紧靠设置在机架101上的上辊道31、下辊道32,下辊道32的直径大于上辊道31的直径,上辊道31和下辊道32之间保持有导料间隙102,下辊道32的下方设有卷料工位103,下辊道32的直径选择根据钢板900需要卷曲的大小进行选择,从压料成型模具2传出的钢板900依次进入卷料工位103、导料间隙102,在钢板900从卷料工位103进入导料间隙102的过程中,钢板900贴合在下辊道32的圆面上,从而使得最终从导料间隙102出来的钢板900实现卷曲。
29.在本实用新型中,上述拉料辊道a300、拉料辊道b600、压料辊道21、上辊道31以及下辊道32的端部均设有驱动齿轮104,若干驱动齿轮104通过链条105连接在旋转电机106上,在钢板900的传送过程中,均以旋转电机106为动力,确保了拉料辊道a300、拉料辊道b600、压料辊道21、上辊道31以及下辊道32的转动的同步性。
30.在本实用新型中,上述传送校准槽a100、传送校准槽b500以及传送校准槽c700均为长条形的凹槽,长条形凹槽的宽度具体根据原材料钢板900的宽度设置,从上述对钢板900的加工过程来看,钢板900的加工依次沿着钢板900的左侧、钢板900的中心位置以及钢板900的右侧,钢板900的加工位置均是位于钢板900宽度的横向位置,鉴于此,在对钢板900的传送进行校准时,钢板900的宽度方向限制在长条形凹槽的内部,进而确保了钢板900传送过程中横向位置的一致性。
31.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。