技术特征:
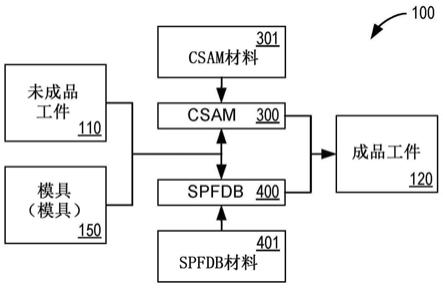
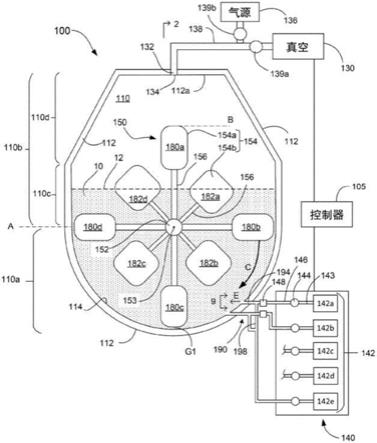
1.一种用于制造具有成形部分(122)的成品工件(120)的系统(100),所述系统(100)包括:超塑性成形扩散粘结组件(400);冷喷涂增材制造组件(300);以及具有凹部(152)的模具(150);其中,所述系统(100)被配置为:引入未成品工件(110);用所述冷喷涂增材制造组件(300)将增材材料(303)冷喷涂到所述未成品工件(110)上;以及用所述模具(150)在所述未成品工件(110)上用所述超塑性成形扩散粘结组件(400)进行超塑性成形,从而使所述未成品工件(110)转化为具有所述成形部分(122)的所述成品工件(120),所述成形部分(122)符合由所述凹部(152)限定的形状。2.根据权利要求1所述的系统(100),其中所述未成品工件(110)包括金属基板,所述金属基板具有选自由以下项组成的列表的金属:钛、铝和不锈钢。3.根据权利要求1所述的系统(100),其中所述系统(100)被配置为冷喷涂所述增材材料(303)以使得所述成品工件(120)在目标区域(124)中的厚度增加。4.根据权利要求3所述的系统(100),其中所述系统(100)被配置为使所述目标区域(124)的至少一部分与所述成形部分(122)的至少一部分重叠。5.根据权利要求3所述的系统(100),其中所述系统(100)被配置为用增加的厚度提供所述成品工件(120)在所述目标区域(124)中的结构增强。6.根据权利要求3所述的系统(100),其中所述系统(100)被配置为在所述目标区域(124)的边缘(126)处渐缩所述成品工件(120)在所述目标区域(124)中的增加的厚度。7.根据权利要求1所述的系统(100),其中所述系统(100)被配置为使所述成形部分(122)双弯曲。8.根据权利要求1所述的系统(100),其中所述冷喷涂增材制造组件(300)使用氦气或氮气。9.一种制造具有成形部分(122)的成品工件(120)的方法,所述方法包括:将增材材料(303)冷喷涂到未成品工件(110)上;将所述未成品工件(110)定位在具有凹部(152)的模具(150)上;将所述未成品工件(110)超塑性成形为具有所述成形部分(122)的成品工件(120),所述成形部分(122)符合由所述凹部(152)限定的形状;以及从所述模具(150)中移除所述成品工件(120),其中所述增材材料(303)的冷喷涂使得所述成品工件(120)在目标区域(124)中的厚度增加。10.根据权利要求9所述的方法,其中所述未成品工件(110)包括金属基板,所述金属基板具有选自由以下项组成的列表的金属:钛、铝和不锈钢。
技术总结
本申请提供了使用超塑性成形扩散粘结的冷喷涂增材制造的系统和方法。本发明提供了用于制造具有成形部分的成品工件的实施方式。一个实施方式包括:超塑性成形扩散粘结(SPFDB)组件;冷喷涂增材制造(CSAM)组件;以及具有凹部的模具。可以使用SPFDB和CSAM组件以不同顺序在工件上操作各个配置。一个实施方式被配置为(用CSAM组件)将增材材料冷喷涂到工件上;并(用SPFDB组件)用模具在工件上进行超塑成形,从而将工件转化为具有成形部分的成品工件。成形部分符合由凹部限定的形状。冷喷涂使得目标区域中成品工件的厚度增加,其可以提供结构增强,并且其可以具有渐缩边缘。工件可以是由钛、铝、不锈钢或另一种材料制成的金属基板。不锈钢或另一种材料制成的金属基板。不锈钢或另一种材料制成的金属基板。
技术研发人员:布鲁诺
受保护的技术使用者:波音公司
技术研发日:2021.06.01
技术公布日:2021/12/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。