1.本发明涉及生产阻隔涂布式纤维幅材。特别地,本发明涉及一种根据权利要求1的前序部分的特征的处理部(treatment section)。
背景技术:
2.如从现有技术中已知的,纤维幅材生产工艺中通常包括由在工艺线中连续布置的多个设备所形成的组件。典型的生产线包括流浆箱、网部和压榨部以及后续的干燥部和卷纸机。生产线和处理线还可以包括用于精加工纤维幅材的其它装置和/或部分,例如,压光机、施胶机(sizer)、最终压光机、涂布部。生产线通常还包括用于形成客户卷(customer roll)的至少一个分切复卷机以及卷包装设备或片材切割机。在本说明书和随后的权利要求书中,纤维幅材意指例如纸幅材和板幅材。
3.在纤维幅材(例如纸幅材或板幅材)的生产中,施胶被用来通过添加施胶物质(例如淀粉)来改变纤维幅材的性质。施胶可以分为内部施胶和表面施胶。在内部施胶中,在纤维幅材机的湿部中的浆成形之前将施胶剂添加到所述浆。在表面施胶中,直接或经由通常在纤维幅材机的干部处的辊子将施胶物质添加到纤维幅材的表面上,但也可以在纤维幅材生产线的其它部分处将施胶物质添加到纤维幅材上。纸幅材和板幅材的施胶通常利用单独的施胶机。关于施胶机,在现有技术布置中采用不同种类的施胶技术,例如池式施胶技术或膜转移技术或喷雾施胶技术。
4.涂布式纤维幅材品种和涂布正变得越来越流行,并因此对涂布工艺和设备的需求也日益增加。在涂布中,特别是在颜料涂布中,在涂布站处利用一层或多层涂料(涂布物质)来形成纤维幅材的至少一个表面,随后是干燥。涂布的工艺可以分为将涂料供应到幅材表面上(其被称为涂料的施涂),以及调整涂料的最终量。纸幅材和板幅材的涂布通常利用涂布装置
‑
涂布机。关于涂布机,在现有技术布置中采用不同种类的涂布技术,例如帘式涂布、刮刀涂布、喷雾涂布或膜转移涂布技术。
5.阻隔涂布式纤维幅材产品(即,阻隔产品)通常为基于涂布式纸或板的纤维幅材产品,其具有一个或多个带有阻隔功能的层,该阻隔功能例如水阻隔、水蒸气阻隔、油脂/油/溶剂阻隔、气体和香气阻隔。因此,这些阻隔层能够抵挡气体(气味、香味、氧气、氮气、二氧化碳、水蒸气等)的渗透,能够抵挡极性(例如水)或非极性(例如油脂、油)的流体和溶剂的渗透,能够抵挡固体和颗粒污染物(纳米颗粒、灰尘、烟雾、污垢等)以及微生物、细菌、真菌等的渗透,以及能够抵挡辐射(电磁,例如可见光、ir、us、x射线、“电子烟雾”等)以及放射性的渗透。阻隔产品可以具有一个或多个阻隔层,这些阻隔层具有一种或多种不同的阻隔功能。
6.例如,已通过将熔融涂布聚合物以挤出方式施涂到纤维幅材的表面上和/或通过利用离线熔融涂布聚合物涂布机(有利地挤出机)将铝箔层压到纤维幅材的表面上,来生产阻隔涂布式纤维幅材。挤出涂布式阻隔产品的缺点是其制浆性能差,并且因此可回收性差。还已经使用了通过离线的分散式涂布的施涂,在其中施涂粘合剂,例如具有几种不同类型
的填料和/或矿物颜料和/或添加剂的乳胶。由于分散式涂布的涂布物质比通常在挤出式涂布中使用的涂布物质更加昂贵,所以分散式涂布的使用已受到了限制。在施涂之后涂布会被干燥,以便在纤维幅材的表面上提供具有所需阻隔特性的固定的、连续的、无孔的涂布。
7.最常见地,例如用于液体包装的阻隔涂布式纤维幅材是在纤维幅材生产线中通过利用离线熔融涂布聚合物涂布机将熔融涂布聚合物施涂到纤维幅材的表面上而生产的。在技术上,在线熔融涂布聚合物涂布是可行的,但是到目前为止与差的制浆特性和因此差的熔融涂布聚合物涂布式纤维幅材的可回收性有关的缺点已证明了在线熔融涂布聚合物涂布是不合理的。
8.在阻隔涂布式纤维幅材的生产中,一个重要因素是对高卫生级的要求,以便防止对具有高卫生要求的包装应用的阻隔涂布式纤维幅材造成污染。
9.在专利公开ep3286378b1中公开了一种用于制造适用于包装纸板应用的涂布式纸板的方法,该方法包括通过以下操作来对纸板幅材的第一表面进行涂布:在预涂布单元中施涂第一涂布组合物以形成预涂布层,该预涂布层包含无机矿物颜料颗粒和至少一种用于密封纸板纸幅的第一表面的粘合剂,预涂布层的重量小于30g/m2,以及在帘式涂布单元中施涂处于水性聚合物分散体形式的第二涂布组合物以在预涂布层的顶部上形成至少一个重量小于20g/m2的阻隔涂布层,以及在帘式涂布单元中施涂包含聚合物分散体的第三涂布组合物以在阻隔涂布层的上面形成至少一个重量小于20g/m2的可热密封的涂布层,由此第二涂布层和第三涂布层作为水性分散体同时施涂,而在涂布层之间没有中间干燥。
10.本发明的目的是创建一种用于生产阻隔涂布式纤维幅材的生产线的处理部,其消除或至少最小化了现有技术中已知的处理部和方法的问题和缺点。
11.本发明的另一目的是创建一种用于生产阻隔涂布式纤维幅材的生产线的改进的处理部,特别是在生产的灵活性方面进行了改进。
技术实现要素:
12.为了实现上面提出的目的及稍后提出的那些目的,根据本发明的处理部主要由权利要求1的特征部分的特征来表征。本发明的其它有利实施例和特征在从属权利要求中公开。
13.根据本发明,用于生产阻隔涂布式纤维幅材、特别是阻隔涂布式的箱板幅材的生产线的处理部,该处理部包括涂布部,该涂布部包括至少一个离线熔融涂布聚合物涂布机、有利地挤出机以及退卷机和复卷机,其中,该涂布部包括至少一个离线帘式分散涂布机,并且退卷机和/或复卷机是至少一个离线熔融涂布聚合物涂布机和至少一个离线帘式分散涂布机所共用的。
14.根据本发明的有利特征,离线帘式分散涂布机为多层帘式分散涂布机,其用于通过帘狭缝(slot)将一个或多个涂布物质层施涂到纤维幅材的单面或双面上。
15.根据本发明的有利特征,离线帘式分散涂布机由连续的帘式分散涂布机形成,每个帘式分散涂布机都用于一个或多个涂布物质层,以用于将一个或多个涂布物质层施涂到纤维幅材的单面或双面上。
16.根据本发明的有利特征,处理部被构造为用于阻隔涂布式纤维幅材的生产线的离线处理部,该生产线包括用于生产未涂布的纤维幅材的在线部分。
17.根据本发明的有利特征,生产线包括流浆箱、网部、压榨部、干燥部和卷纸机。
18.根据本发明的有利特征,处理部包括施胶机和压光机。
19.根据本发明的一个有利方面,用于生产阻隔涂布式纤维幅材的处理部和处理方法具有离线熔融涂布聚合物涂布和离线分散帘式涂布的组合。
20.根据本发明的一个方面,处理部包括多于一个的离线熔融涂布聚合物涂布机和多于一个的离线熔融涂布聚合物涂布机。
21.通过用于生产阻隔涂布式纤维幅材的生产线的处理部及其有利特征,实现了许多优点。由于熔融涂布聚合物涂布式纤维幅材和分散涂布式纤维幅材两者可以通过相同的生产线来生产,因此实现了生产的灵活性。涂布层可以被施涂在纤维幅材的单面上或纤维幅材的双面上,并且根据需要,纤维幅材的两面可以通过熔融涂布聚合物涂布或分散涂布来进行涂布,或者纤维幅材的一个面可以通过熔融涂布聚合物涂布来进行涂布,而纤维幅材的另一面可以通过分散涂布来进行涂布。此外,离线分散帘式涂布机提供了通过颜料涂布来在纤维幅材的单面或双面上进行涂布的可能性,这甚至使得能够生产新的各种纤维幅材品种。此外,与其它典型的涂布方法相比,帘式涂布方法,特别是通过所谓的柜式涂布机(通常不需要进入其内部)非常卫生,因为在该方法中涂布物质的飞溅和滴落基本上不存在。因此,本发明在生产各种不同品种的纤维幅材方面提供了显著的优点,这显著地提高了纤维幅材生产线的总效率。
附图说明
22.下面,通过实施例并参照附图更详细地说明本发明及其优点,其中:
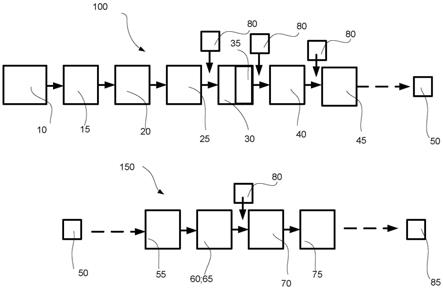
23.图1示意性示出了用于阻隔涂布式纤维幅材的生产线的有利示例。
24.图2示意性示出了在根据本发明的离线处理部中的有利涂布系统的替代方案。
具体实施方式
25.在以下说明的过程中,相似的数字和标记将被用于标示根据不同视图中的相似元件,这些视图示出了本发明及其有利示例。在附图中,为了清楚而可能省略了一些重复的附图标记。
26.在图1和图2的示例中,非常示意性地示出了阻隔涂布式纤维幅材产品的生产线,并且本领域的技术人员应该理解,用于阻隔涂布式纤维幅材产品的实际生产线包括若干组件、部件和装置,它们可以以本领域的技术人员已知的各种方式构造。还应该注意,本发明既可以结合单面纤维幅材产品的生产来使用,也可以结合双面纤维幅材产品的生产来使用,并且可用于许多类型的阻隔涂布式纤维幅材产品(阻隔产品)。还应注意,处理部可以包括多于一个的离线熔融涂布聚合物涂布机和多于一个的离线熔融涂布聚合物涂布机以及其它相关部分、装置和设备。
27.在图1的示例中,生产线100包括流浆箱10、网部(即,成形部)15和压榨部20以及后续的干燥部25、施胶机30和可选的压光机40和卷纸机45。生产线100的离线处理部150包括退卷机55、涂布部60和65、复卷机70和分切复卷机75。
28.因此,生产线100的在线部分包括流浆箱10、网部(即,成形部)15和压榨部20以及后续的干燥部25、施胶机30和可选的压光机40和卷纸机45,并且生产未涂布的纤维幅材的
母卷(parent roll)50。未涂布的纤维幅材的母卷50被转移到包括退卷机55、涂布部60、65、复卷机70和分切复卷机75的离线处理部150,并且生产阻隔涂布式纤维幅材的客户卷85。根据在生产线100的在线部分中生产的母卷50的尺寸,可以在中间分切复卷机(未示出)中生产母卷50的较小尺寸的卷,之后将母卷50的这些较小尺寸的卷转移到离线处理部150用以生产阻隔涂布式纤维幅材的客户卷85。
29.在图1的示例中,在施胶机30之后,设有干燥设备35以干燥纤维幅材。而且,处理部150的涂布部60、65包括干燥和/或冷却设备(未示出),以便在复卷机70中卷取纤维幅材之前使纤维幅材干燥/冷却。在该示例中,可选的冷却装置80位于施胶机30和压光机40和卷纸机45和复卷机70之前。施胶机30可以位于生产线的涂布部60、65之前的任何其它部件或部分中。施胶机30有利地是池式施胶压榨机、膜式施胶压榨机、喷雾施胶机或非常有利地是具有(一个或多个)帘式施涂器或(一个或多个)泡沫施涂器的压区(nip)施胶机。
30.离线处理部150的涂布部60、65包括至少一个熔融涂布聚合物涂布机60,有利地是挤出机60,和至少一个具有一个或多个帘狭缝的多层帘式分散涂布机65,这些多层帘式分散涂布机用于将一个或多个涂布物质层施涂到纤维幅材上,以便将一个或多个阻隔涂布层提供到纤维幅材的单面或双面上。帘式分散涂布机65也可以由连续的帘式分散涂布机形成,每个帘式分散涂布机用于一个或多个涂布物质层。
31.在该示例的处理部150中,退卷机55和复卷机70是离线熔融涂布聚合物涂布机60和离线帘式分散涂布机65所共用的。至少,退卷机55或复卷机70是离线熔融涂布聚合物涂布机60和离线帘式分散涂布机65所共用的。
32.在从流浆箱10生产纤维幅材的过程中,浆被供给到网部(即,成形部)15上,在该网部中通过水去除装置从浆中去除水。在压榨部20中,通过在压榨压区和/或鞋式或带式压区中压榨纤维幅材来进一步去除水。在后续的干燥部25中,通常通过引导纤维幅材在烘缸的加热表面上接触运行的接触干燥来干燥纤维幅材。在施胶机30中的干燥部25之后,将施胶物质施涂到纤维幅材上,并且此后通常通过随后的干燥设备35来干燥纤维幅材。此后,纤维幅材可以在可选的压光机40中进行压光。在卷纸机45中,纤维幅材被卷取成未涂布纤维幅材的母卷50。
33.根据在生产线100的在线部分中生产的母卷50的尺寸,可以在中间分切复卷机(未示出)中生产母卷50的较小尺寸的卷,之后将母卷50的这些较小尺寸的卷转移到离线处理部150以用于生产阻隔涂布式纤维幅材的客户卷85。
34.未涂布纤维幅材的母卷50被转移到离线处理部150,并且首先在退卷机55中进行退卷。随后,在涂布部60、65中将至少一个涂布层施涂到纤维幅材上以便提供阻隔涂布。在涂布之后,如果需要,通过干燥设备(未示出)对纤维幅材进行干燥,通常至少在该干燥开始时通过非接触式干燥设备进行干燥。也可以在涂布之后通过冷却设备(未示出)对纤维幅材进行冷却。在复卷机70中,将阻隔涂布式纤维幅材卷绕成母卷,该母卷在分切复卷机75的退绕机中被退卷,并随后在分切机中分切成部分幅材,这些部分幅材在复卷机中被卷绕成客户卷85。
35.图2示意性示出了离线处理部150中的有利涂布系统的一些替代方案。在该示例中,离线处理部150的涂布部60、65包括退卷机55和复卷机70、离线熔融涂布聚合物涂布机60(有利地挤出机60)和离线帘式分散涂布机65,其包括用于将一个或多个涂布物质层施涂
到纤维幅材上的帘式分散涂布机65。帘式分散涂布机65在图2的上排的替代方案中是多层帘式分散涂布机,其用于通过一个或多个帘狭缝651、652、653施涂一个或多个涂布物质层,以将一个或多个阻隔涂布层提供到纤维幅材的单面或双面上。帘式分散涂布机65也可以由连续的帘式涂布机65f、65s、65t来形成,每个帘式涂布机均用于施涂一个或多个涂布物质层,即,利用一个或多个帘狭缝。在该示例的处理部150中,退卷机55和复卷机70对于离线熔融涂布聚合物涂布机60和离线帘式分散涂布机是共用的。至少,退卷机55或复卷机70对于离线熔融涂布聚合物涂布机60和离线帘式分散涂布机65是共用的。
36.由熔融涂布聚合物涂布机60(有利地挤出机60)和帘式分散涂布机65组成的有利涂布系统的替代方案在图2中用字母a、b、c、d表示。未涂布纤维幅材的母卷50从生产线100的在线部分转移,并在阻隔涂布之前在退卷机55中进行退卷。根据在生产线100的在线部分中生产的母卷50的尺寸,在将母卷50的较小尺寸的卷转移到离线处理部150以用于生产阻隔涂布式纤维幅材的客户卷85之前,可以在中间分切复卷机(未示出)中生产这些较小尺寸的卷。
37.在图2上排示出的替代方案a中,在退卷机55中退卷的未涂布纤维幅材仅在一个面上被涂布,首先通过帘式分散涂布机65的帘狭缝651、652、653将分散涂布层作为第一涂布层施涂,随后通过熔融涂布聚合物涂布机(有利地挤出机60)将熔融涂布聚合物涂布层作为第二涂布层来施涂,随后,在复卷机70中卷绕阻隔涂布式纤维幅材。
38.在图2下排的左侧示出的替代方案b中,在退卷机55中退卷的未涂布纤维幅材在两个面上被涂布,首先通过帘式分散涂布机65的帘式涂布机65f将分散涂布层作为第一涂布层施涂在纤维幅材的一个面上,随后通过帘式分散涂布机65的帘式涂布机65s将分散涂布层作为第二涂布层施涂在纤维幅材的一个面上,之后通过帘式分散涂布机65的帘狭缝65t将分散涂布层作为第一涂布层施涂在纤维幅材的另一面上。随后,在复卷机70中卷绕阻隔涂布式纤维幅材。
39.在图2下排的左侧示出的替代方案c中,在退卷机55中退卷的未涂布纤维幅材在两个面上被涂布,首先通过帘式分散涂布机65的帘式涂布机65f将分散涂布层作为第一涂布层施涂在纤维幅材的一个面上,随后通过帘式分散涂布机65的帘式涂布机65s将分散涂布层作为第二涂布层施涂在纤维幅材的一个面上,之后通过帘式分散涂布机65的帘式涂布机65t将分散涂布层作为第一涂布层施涂在纤维幅材的另一面上,之后通过熔融涂布聚合物涂布机60、有利地挤出机60将熔融涂布聚合物涂布层作为第二涂布层施涂在纤维幅材的另一面上。随后,将阻隔涂布式纤维幅材在复卷机70中进行卷绕。
40.在图2下排示出的替代方案d中,在退卷机55中退卷的未涂布纤维幅材仅在一个面上被涂布,通过熔融涂布聚合物涂布机60、有利地挤出机60将熔融涂布聚合物涂布层作为涂布层来施涂。随后,将阻隔涂布式纤维幅材在复卷机70中进行卷绕。
41.显而易见的是,除了上述内容之外,通过包括熔融涂布聚合物涂布机60、有利地挤出机60和帘式分散涂布机65的离线处理部150,多种替代方案既可以结合单面阻隔纤维幅材产品的生产,也可以结合双面阻隔纤维幅材产品的生产。
42.在以上描述中,尽管已经参照某些特征和示例描述了一些功能和元件,但是这些功能和元件可以由其它特征和示例执行,无论其是否被描述。尽管已经参照某些实施例或示例描述了特征,但是那些特征也可以存在于其它实施例或示例中,无论其是否被描述。
43.上文仅描述了本发明的一些有利示例,而本发明并不狭义地局限于这些示例,并且在本发明范围内的许多修改和替代方案是可能的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。