1.本发明涉及一种挤塑装置,具体为一种用于电缆的硅烷交联聚乙烯挤塑装置,属于电缆生产设施技术领域。
背景技术:
2.电缆在初步生产完成后,需要对其表面进行保护材料的挤塑工序,挤塑是塑料加工中是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法,可降解塑料生产加工过程中也会用到挤塑装置,而硅烷交联聚乙烯主要用作电线电缆包覆层、耐热管材、软管及薄膜等。也可用于制造电机、变压器等耐高电压、高频率的耐热绝缘材料,热收缩膜和套管,化工生产装置的耐腐蚀部件、容器及泡沫塑料等,亦可用于火箭、导弹等高新技术领域。近年来,广泛用于各种管材(如热水管)、化工生产装置的耐腐蚀部件、容器以及泡沫塑料和阻燃材料等。
3.传统的用于电缆的挤塑装置在设计上有一些部分存在缺陷,首先,一般的电缆挤塑装置需要用到十几米甚至几十米长的冷却水槽,水槽内要充入大量的冷却水,为了保证挤塑外壳能够冷却完全,水槽往往设计得比实际需求更长,电缆在从冷却槽内抽出后,表面往往占有大量的水,此时若直接缠绕在收绳辊上,会造成大量的水积在绳辊上,影响储存质量,其次,一般的电缆挤塑装置在电缆芯材进入挤塑口之前往往只是通过简单的挤压拉直,对长时间弯曲的电缆芯来说,并不能有效的保证拉伸效果,可能会出现在其后的注塑和冷却过程中仍然出现芯材弯曲扭转现象,
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种用于电缆的硅烷交联聚乙烯挤塑装置。
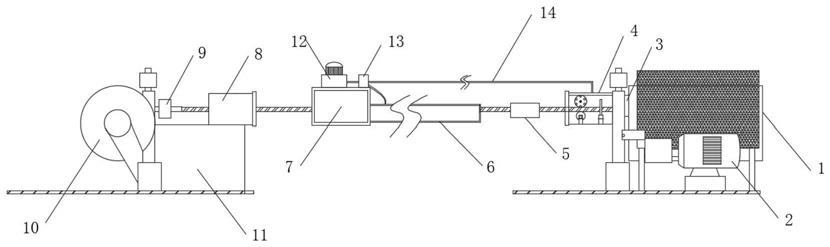
5.本发明通过以下技术方案来实现上述目的,一种用于电缆的硅烷交联聚乙烯挤塑装置,包括供线部分、挤塑部分、冷却部分以及收线部分,所述供线部分用于提供电缆初成品,其包括载线箱、启动电机、出线口和预理线器,所述挤塑部分包括热塑机、排烟机、连接器以及挤塑口,所述收线部分包括次理线器、限位器、收绳辊和控制电箱,电缆通过载线箱的出线口依次穿过预理线器、挤塑口、冷却水槽、烘箱、次理线器、限位器,并最终缠绕在收绳辊上;
6.所述冷却部分包括冷却水槽和烘箱,所述挤塑口的出料端连接所述冷却水槽的入口端,所述烘箱的入口端和冷却水槽的出口端连接,所述烘箱上安装有风机和除湿器,所述风机的抽风端伸入烘箱内部,风机的出风端与除湿器的进气端连接,所述除湿器的出气端通过送风管与预理线器连通,所述烘箱内部安装有加热板,所述加热板上方设置有导热板,烘箱两侧与顶部内壁上均开设有若干个风孔,通过风孔作为烘箱内气体与风机之间的连接通道。
7.作为本发明的一种技术优化方案,所述预理线器位于供线部分和挤塑部分之间,
所述预理线器和次理线器内部均安装有复数组的压辊,复数组的所述压辊分别设置在缆线抽拉方向的的上下面和左右侧面。
8.作为本发明的一种技术优化方案,所述挤塑口通过连接器活动安装在热塑机出料口处,并与热塑机出料口连通,所述排烟机设置在所述热塑机的上方,通过热塑机顶部设置的气孔连通热塑机和排烟机。
9.作为本发明的一种技术优化方案,所述冷却水槽两端设置有用于电缆出入的槽口,所述冷却水槽内充入15
‑
26摄氏度的温水。
10.作为本发明的一种技术优化方案,所述次理线器位于烘箱的出口端,所述限位器设置在次理线器的末端,通过限位器串联次理线器和收绳辊。
11.作为本发明的一种技术优化方案,所述烘箱两端设置有限位口,通过所述限位口使电缆悬于导热板和烘箱顶板之间。
12.本发明的有益效果是:本装置通过在冷却水槽外设置烘箱结构,对抽出冷却水槽的电缆表面进行适当温度的抽气和烘干,通过多角度换气的方式能够将电缆表面产生的水蒸气及时的抽出,保持电缆表面的干燥,同时将烘箱导出的热气经送风管传递回预理线器,对芯材的挤压拉直过程进行预热,提升拉直效率。
附图说明
13.图1为本发明整体结构示意图;
14.图2为本发明挤塑部分结构示意图;
15.图3为本发明烘箱内部结构示意图。
16.图中:1、载线箱;2、启动电机;3、出线口;4、预理线器;5、挤塑口;6、冷却水槽;7、烘箱;8、次理线器;9、限位器;10、收绳辊;11、控制电箱;12、风机;13、除湿器;14、送风管;701、限位口;702、加热板;703、导热板;704、风孔;15、热塑机;16、排烟机;17、连接器。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例1
19.请参阅图1
‑
3所示,一种用于电缆的硅烷交联聚乙烯挤塑装置,包括供线部分、挤塑部分、冷却部分以及收线部分,供线部分用于提供电缆初成品,其包括载线箱1、启动电机2、出线口3和预理线器4,挤塑部分包括热塑机15、排烟机16、连接器17以及挤塑口5,收线部分包括次理线器8、限位器9、收绳辊10和控制电箱11,电缆通过载线箱1的出线口3依次穿过预理线器4、挤塑口5、冷却水槽6、烘箱7、次理线器8、限位器9,并最终缠绕在收绳辊10上;冷却部分包括冷却水槽6和烘箱7,挤塑口5的出料端连接冷却水槽6的入口端,烘箱7的入口端和冷却水槽6的出口端连接,烘箱7上安装有风机12和除湿器13,风机12的抽风端伸入烘箱7内部,风机12的出风端与除湿器13的进气端连接,除湿器13的出气端通过送风管14与预理线器4连通,烘箱7内部安装有加热板702,加热板702上方设置有导热板703,烘箱7两侧与顶
部内壁上均开设有若干个风孔704,通过风孔704作为烘箱7内气体与风机12之间的连接通道;预理线器4位于供线部分和挤塑部分之间,预理线器4和次理线器8内部均安装有复数组的压辊,复数组的压辊分别设置在缆线抽拉方向的的上下面和左右侧面;挤塑口5通过连接器17活动安装在热塑机15出料口处,并与热塑机15出料口连通,排烟机16设置在热塑机15的上方,通过热塑机15顶部设置的气孔连通热塑机15和排烟机16;冷却水槽6两端设置有用于电缆出入的槽口,冷却水槽6内充入15
‑
26摄氏度的温水;次理线器8位于烘箱7的出口端,限位器9设置在次理线器8的末端,通过限位器9串联次理线器8和收绳辊10;烘箱7两端设置有限位口701,通过限位口701使电缆悬于导热板703和烘箱7顶板之间。
20.本发明在使用时,将设备各部分安装生产顺序排布好,按设备润滑要求对各润滑点进行润滑,同时检查各部分机件确保无故障,使之能满足工艺要求,通过控制电箱11对装置整体进行供电和控制,电缆芯材通过载线箱1进行装载,通过出线口3导出,芯材首先进入预理线器4,通过预理线器4内安装的压辊进行拉伸,保证芯材在装置中顺畅移动,芯材随后进入挤塑口5内,热塑机15将原料加热塑化,并通过连接器17连接挤塑口5,将热塑料挤入其中,芯材通过挤塑口5时,气表面覆盖热塑料,形成完整的电缆结构,电缆随后进入冷却水槽6内,经过冷却水的浸泡将其表面热塑料的温度降低,这里冷却水采用温水,避免过大的温差造成热塑料断裂,随后,冷却后的电缆会进入烘箱7内,加热板702通电加热,产生的热量会将电缆表面残留的水蒸发掉,加热温度可选择80摄氏度,由于电缆是始终在朝向收绳辊10抽拉运动的,经过烘箱7的时间较短,因此这个温度不会对电缆表面材料造成不良影响,风机12在此过程中运行,对烘箱内的气体进行抽取,将热空气以及水蒸气同时抽出,并经除湿器13进行干湿分离(除湿器13可选择市场上常见的除湿机,主要是将风机12抽出的空气中的水分分离出来),热空气经过送风管14传回预理线器4中,对芯材的拉直过程进行预热,提高拉直效率,随后,电缆进入次理线器8中,再次拉直后由限位器9控制行经路线,平稳的卷入收绳辊10。
21.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
22.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。