1.本发明涉及到锁具加工技术领域,尤其涉及到一种分体式门锁的锁头体的加工方法。
背景技术:
2.锁作为最基本的安全保障设备,广泛使用于各种场所。锁型千变万化,但基本原理都类似,都具有锁体与锁头。锁头包含锁头体、锁芯、弹子及弹簧等。
3.目前锁头体都是一体的,采用铜、铸铁、铝、锌合金、或不锈钢等材料,不锈钢加工成本高;铜材料成本贵而且强度一般;铸铁都有一个问题,容易生锈且容易断裂,且达不到国家标准,现有技术中的锁头体中的各结构之间采用的打孔和螺栓进行连接及组装,组装后的锁头体的结构不稳定,且精确度低,其次,现有技术中先进行螺纹孔加工,然后将锁头体中的各结构之间进行组装,然而加工螺纹孔后,螺纹孔的边缘余量较少,采用铜、铸铁、铝、锌合金等材料均容易出现断裂现象,其次也会使整体的加工工艺复杂。
技术实现要素:
4.本发明的目的在于提供一种分体式门锁的锁头体的加工方法,用于解决上述技术问题。
5.本发明采用的技术方案如下:
6.一种分体式门锁的锁头体的加工方法,包括:
7.s1、选材,选用至少两个金属圆管型材以及一个金属条型材,且所述金属条型材的一侧表面开设有与所述金属圆管型材接触部分的形状相匹配的弧形槽;
8.s2、组装及焊接,将所述金属圆管型材组装在所述弧形槽内,然后将所述金属圆管型材与所述金属条型材之间通过焊接工艺进行固定形成一个完整的所述锁头体。
9.作为优选,所述金属圆管型材以及所述金属条型材均采用钢材质或不锈钢材质。
10.作为优选,所述金属圆管型材设有两个。
11.作为进一步的优选,当所述金属圆管型材与所述金属条型材焊接固定后,在所述金属条型材的一侧表面开设铣槽,且所述铣槽位于两个所述金属圆管型材之间。
12.上述技术方案具有如下优点或有益效果:
13.本发明中,将锁头体进行分段加工,而分段部件可以采用普通钢材或不锈钢等材料所生产的型材,型材的强度比压铸材料强,然后将分段部件通过焊接等工艺结合为一个锁头体,简化了传统的加工步骤,可以极大降低制造费用,能够完全满足国家标准,且材料的选用,使得加工工艺得到简化,使钢锁的普及成为可能,节省加工时间,节约材料,且螺纹孔处的机械强度能够极大提高,能够防止螺纹孔处出现开裂、断裂以及强度不够等缺陷。
附图说明
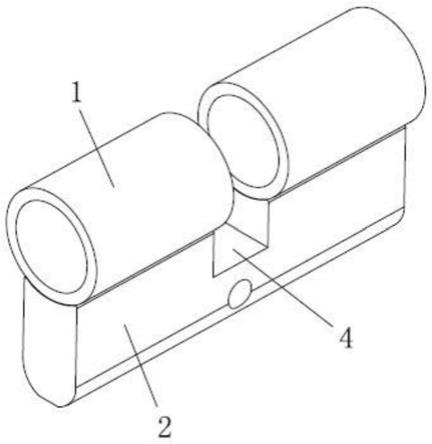
14.图1是本发明中的分体式门锁的锁头体的结构示意图;
15.图2是本发明中的金属圆管型材与金属条型材的结构示意图。
16.图中:1、金属圆管型材;2、金属条型材;3、弧形槽;4、铣槽。
具体实施方式
17.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.在本发明的描述中,需要说明的是,如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
20.图1是本发明中的分体式门锁锁头体的结构示意图;图2是本发明中的分体式门锁锁头体的爆炸示意图,请参见图1至图2所示,示出了一种较佳的实施例,示出的一种分体式门锁的锁头体的加工方法,包括:
21.s1、选材,选用至少两个金属圆管型材1以及一个金属条型材2,且金属条型材2的一侧表面开设有与金属圆管型材1接触部分的形状相匹配的弧形槽3。本实施例中,如图1和图2所示,金属圆管型材1为常用的型材空管,而金属条型材2采用极易成型的型材,可以是普通的钢材或不锈钢等,能极大地提高锁具的防爆防扭等性能,达到国家对该类锁具的标准。本实施例中的弧形槽3用于安装金属圆管型材1,安装后再进行焊接或压铸成型或胶粘方式进行固定。
22.s2、组装及焊接,将金属圆管型材1组装在弧形槽3内,然后将金属圆管型材1与金属条型材2之间通过焊接工艺进行固定形成一个完整的锁头体。本实施例中的金属圆管型材1以及金属条型材2的选用,极大地简化了锁芯孔的加工与铣槽4口的加工,使钢材料的加工工艺得到简化,使钢锁的普及成为可能,节省了加工时间,节约了材料,加工工艺得到简化机械性能极大提高,锁具具有了很好的防爆,防扭性能,能真正符合该类锁的国家标准。
23.本实施例中的金属圆管型材1与金属条型材2之间采用直接焊接的形式进行固定,且金属圆管型材1与金属条型材2也无需进行其它的加工处理,相对于传统的锁头体的加工工艺得到了极大的简化,通过焊接工艺能够增加成型后的锁头体结构的稳定性以及精确度,且也能够提升锁头体整体的美感。本实施例中,金属圆管型材1与金属条型材2之间除了采用焊接工艺进行连接,也能够采用胶粘的方式进行连接。
24.进一步,作为一种较佳的实施方式,金属圆管型材1以及金属条型材2均采用不锈钢材质。本实施例中的金属圆管型材1以及金属条型材2也可以采用普通的钢材。本实施例中,如图2所示,金属条型材2本身就具有螺纹孔,且采用的是不锈钢材料,能够使得加工工
艺得到简化,且螺纹孔处的机械性能也能极大提高,能够防止能够防止螺纹孔处出现开裂、断裂以及强度不够等缺陷(相对于常规材料铸铁、钢、锌合金、铝等型材而言),使得锁具具有很好的防爆性能。
25.进一步,作为一种较佳的实施方式,金属圆管型材1设有两个。本实施例中的两个金属圆管型材1之间分开设置,且两个金属圆管型材1的轴线共线。
26.进一步,作为一种较佳的实施方式,当金属圆管型材1与金属条型材2焊接固定后,在金属条型材2的一侧表面开设铣槽4,且铣槽4位于两个金属圆管型材1之间。
27.以上所述仅为本技术较佳的实施例,并非因此限制本技术的实施方式及保护范围。
28.本技术在上述较佳的实施例的基础上还具有如下较佳的实施方式:
29.进一步,作为一种较佳的实施方式,当金属圆管型材1与金属条型材2焊接固定形成锁头体后,需要对锁头体进行精加工处理,精加工处理包括锁头体与锁芯的组装,以及金属圆管型材1与金属条型材2之间的焊缝的抛光处理等,能够使得焊缝处更加光滑,且抛光处理后在进行喷气处理,用于保护焊缝,防止出现氧化现象。
30.进一步,作为一种较佳的实施方式,金属条型材2的另一侧表面设置成圆弧形的倒角面,避免金属条型材2底部尖锐出现刮伤人员的现象。
31.以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。