1.本发明属于矿山发货控制技术领域,涉及一种矿山自助发货系统。
背景技术:
2.目前,矿山行业蓬勃发展,亟需相匹配的矿山发货系统规范发货流程,现有的矿山系统中检斤、采样、门禁以及发货等过程都是单独管理,没有一套完整的发货系统可以实现发货的自助预约、自助检斤、自助采样、自动封装和自动放行等控制过程。存在发货混乱、车辆堵门排队、效率低等问题,
技术实现要素:
3.为解决上述技术问题,本发明的目的是提供一种矿山自助发货系统,通过信息化技术与自动化控制的有机结合,实现全程无人值守,过程充分记录,异常自动报警的自动化发货控制过程。
4.本发明提供一种矿山自助发货系统,包括:
5.自助预约模块,用于进行发货计划制定、车辆预约以及预约审核,审核通过后生成进厂备案信息发送给智能门禁模块、自动检斤模块和自动采制样模块;
6.智能门禁模块,用于通过车牌自动识别匹配进厂备案信息,对进门检斤车辆、出门发货车辆进行智能化控制;
7.自动检斤模块,用于对车辆进行皮重检斤和装车后的二次检斤;
8.自动采制样模块,用于二次检斤前对装车的货品进行自动采样,将采取的样品经过缩分、混料制样后自动封装;
9.客户app端,用于接收自助预约模块发送的预约成功信息、自动检斤模块发送的检斤完成信息、自动采制样模块发送的采样完成信息和智能门禁模块发送的车辆入厂、离厂信息。
10.在本发明的矿山自助发货系统中,所述自助预约模块包括:
11.发货计划制定模块,用于按照客户的提单根据发货规则编制每日的发货计划;
12.车辆预约模块,用于根据发货计划选择发货车辆、司机、收货信息和物资信息,并发送预约申请;
13.预约审核模块,接收预约申请并进行逻辑判断审核,审核通过后生成进厂备案信息发送给智能门禁模块、自动检斤模块和自动采制样模块。
14.在本发明的矿山自助发货系统中,所述自动检斤模块包括:车牌识别相机、地磅、两个检斤车辆探测器、led指示屏和检斤控制子模块;
15.所述地磅用于进行皮重检斤和装车后的二次检斤并将称重数据发送给检斤控制子模块;
16.所述车牌识别相机设置在地磅旁用于称重时对车辆号牌进行识别并发送给检斤控制子模块进行号牌对比;
17.两个检斤车辆探测器分别设置在地磅两侧,判定车辆是否完全上磅,并将判定结果发送给检斤控制子模块;
18.所述led指示屏和检斤控制子模块连接,车辆未完全上磅停车时显示停车位置错误,称重时显示称重数据;
19.所述检斤控制子模块根据进厂备案信息对检斤车辆进行号牌对比以判定二次检斤是否满足发货要求。
20.在本发明的矿山自助发货系统中,所述自动采制样模块包括:采样控制子模块、采样车辆探测器、移动大车、移动小车、采样器、转运子模块和封装子模块;
21.所述采样车辆探测器用于对采样区域的车辆进行扫描,并将车厢参数信息、车辆位置信息和随机采样点坐标发送给采样控制子模块;
22.所述移动大车沿着采样区域上方的双导轨移动对车厢内纵向各点准确定位,移动小车沿着移动大车上的单滑轨移动,对车厢内横向各点准确定位;
23.所述采样器安装在移动小车上,采样器通过螺旋采样头采取车厢内物料,并进行定量取样后通过转运子模块输送到封装子模块完成采样封装;
24.所述采样控制子模块对移动大车、移动小车、采样器进行控制。
25.在本发明的矿山自助发货系统中,所述采样器包括:螺旋采样头、混料罐、定量取料器、弃料仓和集样器;
26.所述螺旋采样头包括:螺旋钻、升降驱动装置、旋转驱动装置和竖直储料仓;所述升降驱动装置、旋转驱动装置分别驱动螺旋钻升降和旋转;竖直储料仓用于收集螺旋钻采集的样品;
27.所述混料罐包括:进料斗、混料罐、三通管路和控制阀门,进料斗与竖直储料仓连通,进料斗通过进料管路与混料罐连通,混料罐通过三通管路分别连通定量取料器和弃料仓,控制阀门设置于三通管路上控制混料及放料时间;
28.所述定量取料器包括:外腔、定量杆、出料闸门和电动推杆;电动推杆推动定量杆至工作位,出料口关闭,当物料充满外腔时,电动推杆拉动定量杆,将定量物料拉至收集位,由管路送至集样器;
29.所述集样器内的样品通过转运子模块输送到封装子模块。
30.在本发明的矿山自助发货系统中,所述智能门禁模块包括:车牌识别设备、入厂检测子模块、出厂检测子模块和门禁装置;
31.所述车牌识别设备识别车牌信息并发送给入厂检测子模块和出厂检测子模块;
32.所述入场检测子模块根据车牌信息匹配进厂备案信息,如果当日存在多次预约,需要司机选择指定进厂备案信息,确认客户和发货计划后,驱动门禁装置抬杆,允许车辆驶入;
33.所述出厂检测子模块根据车牌信息判定车辆装卸次数、称重次数、是否采样完成、有无作弊行为,自动校验无误后,驱动门禁装置抬杆,允许车辆驶出。
34.在本发明的矿山自助发货系统中,所述检斤车辆探测器和采用车辆探测器都采用激光扫描雷达。
35.本发明的一种矿山自助发货系统,用于矿山铁精粉发货自助预约、自动检斤、自动取样、自动放行全流程数字化控制,基于自动化与信息化实现两化融合,通过信息化驱动自
动化,实现一套全面无人化、自动化、数字化矿山发货控制系统。通过该系统可实现有序发货、避免货车堵门排大队,同时,大大降低人工成本,降低物流成本、并杜绝造假和纠纷,提高发货效率。
附图说明
36.图1是本发明的矿山自助发货系统的示意图;
37.图2是本发明的自助预约模块的示意图;
38.图3是本发明的自动检斤模块的示意图;
39.图4是本发明的自动采制样模块的示意图;
40.图5是本发明的智能门禁模块的示意图。
具体实施方式
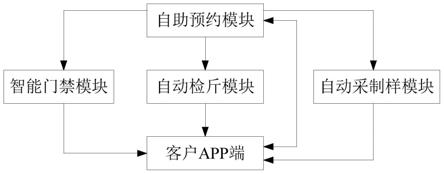
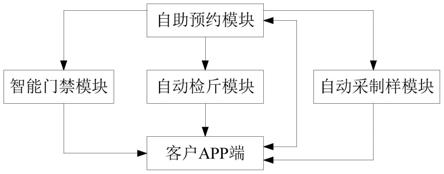
41.如图1所示,本发明的一种矿山自助发货系统,包括:自助预约模块、智能门禁模块、自动检斤模块、自动采制样模块和客户app端。
42.自助预约模块,用于进行发货计划制定、车辆预约以及预约审核,审核通过后生成进厂备案信息发送给智能门禁模块、自动检斤模块和自动采制样模块。智能门禁模块,用于通过车牌自动识别匹配进厂备案信息,对进门检斤车辆、出门发货车辆进行智能化控制。自动检斤模块,用于对车辆进行皮重检斤和装车后的二次检斤。自动采制样模块,用于二次检斤前对装车的货品进行自动采样,将采取的样品经过缩分、混料制样后自动封装。客户app端,用于接收自助预约模块发送的预约成功信息、自动检斤模块发送的检斤完成信息、自动采制样模块发送的采样完成信息和智能门禁模块发送的车辆入厂、离厂信息。
43.如图2所示,自助预约模块包括:发货计划制定模块、车辆预约模块和预约审核模块。自助预约模块是为客户提供提货配车预约的模块,通过利用信息技术通过微服务方式构建面向客户服务app服务平台,实现矿山公司与客户业务在线互动,通过预约平台的实施,能够为客户及矿山公司实施有序的组织发货,避免物流资源拥堵,可以提高矿山发货的有序管理,同时也能为客户降低物流成本;避免和杜绝原先客户排队大队等待超过一天的排队场景。
44.发货计划制定模块,用于按照客户的提单根据发货规则编制每日的发货计划。车辆预约模块,用于根据发货计划选择发货车辆、司机、收货信息和物资信息,并发送预约申请。预约审核模块,接收预约申请并进行逻辑判断审核,审核通过后生成进厂备案信息发送给智能门禁模块、自动检斤模块和自动采制样模块。
45.如图3所示,所述自动检斤模块包括:车牌识别相机、地磅、两个检斤车辆探测器、led指示屏和检斤控制子模块。
46.整个自动检斤过程中,全程无人值守。全流程检测记录分析技术杜绝计量过程中的跑、冒、滴、漏等常规性漏洞,同时采用号牌识别、照像、录像、流程分析等多种防作弊手段防止作弊行为发生;兼容现有电子汽车衡设备,可读出重量数据;采用车辆探测技术对车辆进行跟踪定位,并采用led屏指引车辆通过汽车衡;重过称监控设备无死角,工作人员可以通过视频监控对司机、计量物资进行监控及抓拍;支持本地计量,断网计量;支持磅单补打;无人值守系统异常修复过程中可以实现人工过磅。
47.所述地磅用于进行皮重检斤和装车后的二次检斤并将称重数据发送给检斤控制子模块;所述车牌识别相机设置在地磅旁用于称重时对车辆号牌进行识别并发送给检斤控制子模块进行号牌对比;两个检斤车辆探测器分别设置在地磅两侧,判定车辆是否完全上磅,并将判定结果发送给检斤控制子模块;所述led指示屏和检斤控制子模块连接,车辆未完全上磅停车时显示停车位置错误,称重时显示称重数据;所述检斤控制子模块根据进厂备案信息对检斤车辆进行号牌对比以判定二次检斤是否满足发货要求。
48.具体实施时,由于需要分别进行皮重检斤和二次检斤,设置两套号牌识别、车辆检测和显示设备。其中,第一组车牌识别相机1,2用于皮重检斤前进行号牌识别,第二组车牌识别相机3,4用于二次检斤前进行号牌识别。第一检斤车辆探测器5用于皮重检斤时进行车辆位置扫描,第二检斤车辆探测器6用于二次检斤时进行车辆位置扫描。第一led指示屏7用于皮重检斤进行相关数据显示,第二led指示屏8用于二次检斤进行相关数据显示。
49.自动检斤过程如下:
50.(1)车辆驶入门岗,自动识别车号,匹配预约信息成功后,自动放行入厂,车辆入场按指示牌等待皮重检斤;
51.(2)车辆按提示驶入磅前,查看第一led指示屏7显示的内容,提示“请上磅”则车辆可以上磅;
52.(3)上磅后第一组车牌识别相机1,2对车辆号牌进行识别,如果未识别,第一led指示屏7提示车辆重新上磅,车牌识别相机识别车牌号,并与计划绑定车牌号进行比对;
53.(4)地磅9两边检斤车辆探测器判断车辆是否完全上磅。如果车辆未完全上磅且停车,则第一led指示屏7会提示司机“停车位置不对”;等到车辆停到正确位置,地磅开始测量,并在第一led指示屏7上显示重量,车辆可以离开;
54.(5)通过一系列防作弊系统判定无误后,摄像头抓拍车前、车后照片,车辆下磅完成皮重检斤;
55.(6)车辆驶入料场进行装货;料场现场工作人员使用手持终端机选择车号并确认物料装货状态;
56.(7)车辆装完物料后,经过自动采样后,再次驶入磅前,查看第二led指示屏8显示的内容,提示“请上磅”则车辆可以上磅;
57.(8)上磅后第二组车牌识别相机3,4对车辆号牌进行识别,如果未识别,第二led指示屏8提示车辆重新上磅,第二组车牌识别相机再次识别车牌号,并与计划绑定车牌号进行比对,同时校验是否已经完成自动采样,如果没有完成则,提示,先采样后再过磅,如果校验通过,则开始启动过磅位置检查。
58.(9)地磅两边检斤车辆探测器判断车辆是否完全上磅。如果车辆未完全上磅且停车,则第二led指示屏8会提示司机“停车位置不对”;等到车辆停到正确位置,所有的系统检查都通过后,地磅系统开始测量,并在第二led指示屏8上显示重量,车辆可以离开;
59.(10)如车辆重量信息需要调整,车辆直接下磅驶入料场进行装/卸物资;料场现场工作人员使用手持终端机刷卡确认物料装/卸状态,重复二次检斤过程。
60.如图4所示,自动采制样模块包括:采样控制子模块、采样车辆探测器、移动大车、移动小车、采样器、转运子模块和封装子模块。
61.所述采样车辆探测器用于对采样区域的车辆进行扫描,并将车厢参数信息、车辆
位置信息和随机采样点坐标发送给采样控制子模块;所述移动大车沿着采样区域上方的双导轨移动对车厢内纵向各点准确定位,移动小车沿着移动大车上的单滑轨移动,对车厢内横向各点准确定位;所述采样器安装在移动小车上,采样器通过螺旋采样头采取车厢内物料,并进行定量取样后通过转运子模块输送到封装子模块完成采样封装;所述采样控制子模块对移动大车、移动小车、采样器进行控制。
62.整个自动采制样过程也是无人值守,自动采制样模块采用桥式汽车铁精粉全自动采制系统采用激光及数字技术,对当前车厢进行定位随机布点,并产生采样点坐标参数,以实现自动采样,保证了样品的真实性,同时也避免了样品水分损失。具体实施时,采样具有自动和手动两种控制方式,操作简单、使用方便。采制系统的计算机即采样控制子模块实现联网,信息共享,桥式汽车铁精粉全自动采制系统中设置监控装置能在控制室观察采样的动态过程以便操作员及时全面了解采样情况,使采样工作更加安全。该采样模块可以在几分钟内完成采样的全过程,为企业实现了无人干预、无单据传递、实现无缺陷的自动化和网络化运行。
63.自动采制样模块中的各级设备均连锁安装,各处配置检测装置监控采制样过程的各级阶段,以防止溜槽堵塞和设备故障,一旦出现故障,系统会发出报警并进入系统清扫或系统停机。采制样系统同时还备有手动模式,供维护和测试用。
64.具体实施时,采样器包括:螺旋采样头、混料罐、定量取料器、弃料仓和集样器。
65.所述螺旋采样头包括:螺旋钻、升降驱动装置、旋转驱动装置和竖直储料仓;所述升降驱动装置、旋转驱动装置分别驱动螺旋钻升降和旋转;竖直储料仓用于收集螺旋钻采集的样品;所述混料罐包括:进料斗、混料罐、三通管路和控制阀门,进料斗与竖直储料仓连通,进料斗通过进料管路与混料罐连通,混料罐通过三通管路分别连通定量取料器和弃料仓,控制阀门设置于三通管路上控制混料及放料时间;所述定量取料器包括:外腔、定量杆、出料闸门和电动推杆;电动推杆推动定量杆至工作位,出料口关闭,当物料充满外腔时,电动推杆拉动定量杆,将定量物料拉至收集位,由管路送至集样器;所述集样器内的样品通过转运子模块输送到封装子模块。
66.具体实施时,随机选取采样点数3个,控制螺旋采样头进行全断面采样,被采样品经缩分后进入混料罐,将3钻物料混拌均匀后,控制闸门打开将混合后样品放入定量取样器,定量取样器将200g样品放入底开口的集样器保留,其余物料由排料管排放到弃料仓。当集样器中收集满15车样品后,集样器底开口,将样品由传送带或传送管路等放至封装子模块进行自动封装、写码。
67.如图5所示,智能门禁模块包括:车牌识别设备、入厂检测子模块、出厂检测子模块和门禁装置。
68.所述车牌识别设备识别车牌信息并发送给入厂检测子模块和出厂检测子模块;所述入场检测子模块根据车牌信息匹配进厂备案信息,如果当日存在多次预约,需要司机选择指定进厂备案信息,确认客户和发货计划后,驱动门禁装置抬杆,允许车辆驶入;所述出厂检测子模块根据车牌信息判定车辆装卸次数、称重次数、是否采样完成、有无作弊行为,自动校验无误后,驱动门禁装置抬杆,允许车辆驶出。
69.具体实施时,检斤车辆探测器和采用车辆探测器都采用激光扫描雷达。
70.以上所述仅为本发明的较佳实施例,并不用以限制本发明的思想,凡在本发明的
精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。