1.本技术涉及硅工件加工技术领域,特别是涉及一种硅棒切磨一体机。
背景技术:
2.目前,随着社会对绿色可再生能源利用的重视和开放,光伏太阳能发电领域越来越得到重视和发展。光伏发电领域中,通常的晶体硅太阳能电池是在高质量硅片上制成的,这种硅片从提拉或浇铸的硅锭后通过多线锯切割及后续加工而成。
3.现有硅片的制作流程,以单晶硅产品为例,一般地,大致的作业工序可包括:先使用硅棒截断机对原初的长硅棒进行截断作业以形成多段短硅棒;截断完成后,又使用硅棒开方机对截断后的短硅棒进行开方作业后形成单晶硅棒;再对各个单晶硅棒进行磨面、倒角等加工作业,使得单晶硅棒的表面整形达到相应的平整度及尺寸公差要求;后续再使用切片机对单晶硅棒进行切片作业,则得到单晶硅片。
4.不过,在一般情形下,在相关技术中,每个工序作业(例如切割开方、磨面、倒角等)所需的作业是独立布置,相应的加工装置分散在不同的生产单位或生产车间或生产车间的不同生产区域,执行不同工序作业的工件的转换需要进行搬运调配,且在执行每一工序作业之前可能都需要进行预处理工作,这样,工序繁杂,效率低下,且易影响硅棒加工作业的品质,需更多的人力或转运设备,安全隐患大,另外,各个工序的作业设备之间的流动环节多,在工件转移过程中提高了工件损伤的风险,易产生非生产因素造成的不合格,降低了产品的合格率及现有的加工方式所带来的不合理损耗,是各个公司面临的重大改善课题。
技术实现要素:
5.鉴于以上所述相关技术的缺点,本技术的目的在于公开一种硅棒切磨一体机,用于解决现有相关技术中存在的各个工序作业间效率低下及硅棒加工作业效果欠佳等问题。
6.为实现上述目的及其他相关目的,本技术公开一种硅棒研磨机,包括:机座,具有硅棒加工平台;所述硅棒加工平台包括切割区位和研磨区位;切割装置,包括:切割单元和调距单元;所述切割单元包括两条正交的切割线锯,所述两条正交的切割线锯用于对所述切割区位处待切割硅棒进行切割以形成两个正交的侧面;所述调距单元用于调整所述切割单元中两条正交的切割线锯的切割位置;研磨装置,用于对所述研磨区位处的已切割硅棒进行磨面及倒角;硅棒转换装置,设于所述硅棒加工平台上,用于将所述硅棒在切割区位和研磨区位之间进行转换。
7.本技术公开的硅棒切磨一体机,包括切割装置和研磨装置,所述切割装置包括切割单元和调距单元,所述切割单元包括两条正交的切割线锯,利用所述调距单元可调整所述切割单元中两条正交的切割线锯的切割位置以调整两条正交的切割线锯所形成的切割空间,如此,基于所述硅棒切磨一体机,可完成硅棒的开方及研磨多工序的一体化作业,提高生产效率及产品加工作业的品质,更可调整切割线锯所形成的切割空间以适应不同规格尺寸的硅棒。
8.在本技术第一方面的某些实施方式中,第一切割装置,包括:第一切割单元和第一调距单元,所述第一切割单元包括两条正交的第一切割线锯,所述两条正交的第一切割线锯用于对第一切割区位处待切割硅棒进行第一折面切割以形成两个正交的侧面;所述第一调距单元用于调整所述第一切割单元的位置;第二切割装置,包括:第二切割单元和第二调距单元,所述第二切割单元包括两条正交的第二切割线锯,所述两条正交的第二切割线锯用于对第二切割区位处待切割硅棒进行第二折面切割以形成两个正交的侧面,获得截面呈类矩形的已切割硅棒;所述第二调距单元用于调整所述第二切割单元的位置。
9.在本技术第一方面的某些实施方式中,所述第一切割单元包括:第一线架、设于所述第一线架上的多个第一切割轮和第一过渡轮、以及第一切割线,所述第一切割线绕于所述多个第一切割轮及第一过渡轮以形成两条正交的第一切割线锯;所述第一调距单元包括第一线架调整机构,所述第一线架调整机构用于调整所述第一线架及其上的多个第一切割轮和第一过渡轮的位置;所述第二切割单元包括:第二线架、设于所述第二线架上的多个第二切割轮和第二过渡轮、以及第二切割线,所述第二切割线绕于所述多个第二切割轮及第二过渡轮以形成两条正交的第二切割线锯;所述第二调距单元包括第二线架调整机构,所述第二线架调整机构用于调整所述第二线架及其上的多个第二切割轮和第二过渡轮的位置。
10.在本技术第一方面的某些实施方式中,所述第一切割轮具有至少两个切割线槽,所述第一调距单元还包括第一校准机构,所述第一调距单元还包括第一校准机构,所述第一校准机构用于驱动所述第一过渡轮移动,以使所述第一过渡轮中经第一切割线绕设的当前导线槽从对应于所述第一切割轮的第一切割线槽调整至对应于所述第一切割轮的第二切割线槽;所述第二切割轮具有至少两个切割线槽,所述第二调距单元还包括第二校准机构,所述第二校准机构用于驱动所述第二过渡轮移动,以使所述第二过渡轮中经第二切割线绕设的当前导线槽从对应于所述第二切割轮的第一切割线槽调整至对应于所述第二切割轮的第二切割线槽。
11.在本技术第一方面的某些实施方式中,所述第一切割装置还包括第一收放线单元,所述第二切割装置还包括第二收放线单元。
12.在本技术第一方面的某些实施方式中,所述第一切割线绕于所述多个第一切割轮及第一过渡轮以形成首尾相接的第一闭环切割线,所述第二切割线绕于所述多个第二切割轮及第二过渡轮以形成首尾相接的第二闭环切割线。
13.在本技术第一方面的某些实施方式中,所述第一切割单元中对所述待切割硅棒进行第一折面切割时两条正交的第一切割线锯的交点位于所述待切割硅棒的截面内,所述第二切割单元中对所述待切割硅棒进行第二折面切割时两条正交的第二切割线锯的交点位于所述待切割硅棒的截面内。
14.在本技术第一方面的某些实施方式中,所述硅棒切磨一体机还包括:第一边皮卸料装置,用于将所述第一切割装置进行第一折面切割后产生的边皮予以卸载;第二边皮卸料装置,用于将所述第二切割装置进行第二折面切割后产生的边皮予以卸载。
15.在本技术第一方面的某些实施方式中,所述切割装置包括:切割支座,所述切割支座包括支座主体和位于所述支座主体相对两旁侧的第一支座侧翼和第二支座侧翼;第一切割单元和第一调距单元,设于所述切割支座的第一支座侧翼;所述第一切割单元包括两条
正交的第一切割线锯,所述两条正交的第一切割线锯用于对第一切割区位处待切割硅棒进行第一折面切割以形成两个正交的侧面;所述第一调距单元用于调整所述第一切割单元的位置;第二切割单元和第二调距单元,设于所述切割支座的第二支座侧翼;所述第二切割单元包括两条正交的第二切割线锯,所述两条正交的第二切割线锯用于对第二切割区位处待切割硅棒进行第二折面切割以形成两个正交的侧面,获得截面呈类矩形的已切割硅棒;所述第二调距单元用于调整所述第二切割单元的位置。
16.在本技术第一方面的某些实施方式中,所述第一切割单元包括:第一线架、设于所述第一线架上的多个第一切割轮和第一过渡轮、以及第一切割线,所述第一切割线绕于所述多个第一切割轮及第一过渡轮以形成两条正交的第一切割线锯;所述第一调距单元包括第一线架调整机构,所述第一线架调整机构用于调整所述第一线架及其上的多个第一切割轮和第一过渡轮的位置;所述第二切割单元包括:第二线架、设于所述第二线架上的多个第二切割轮和第二过渡轮、以及第二切割线,所述第二切割线绕于所述多个第二切割轮及第二过渡轮以形成两条正交的第二切割线锯;所述第二调距单元包括第二线架调整机构,所述第二线架调整机构用于调整所述第二线架及其上的多个第二切割轮和第二过渡轮的位置。
17.在本技术第一方面的某些实施方式中,所述第一切割轮具有至少两个切割线槽,所述第一调距单元还包括第一校准机构,所述第一校准机构用于驱动所述第一过渡轮移动,以使所述第一过渡轮中经第一切割线绕设的当前导线槽从对应于所述第一切割轮的第一切割线槽调整至对应于所述第一切割轮的第二切割线槽;所述第二切割轮具有至少两个切割线槽,所述第二调距单元还包括第二校准机构,所述第二校准机构用于驱动所述第二过渡轮移动,以使所述第二过渡轮中经第二切割线绕设的当前导线槽从对应于所述第二切割轮的第一切割线槽调整至对应于所述第二切割轮的第二切割线槽。
18.在本技术第一方面的某些实施方式中,所述第一切割线和所述第二切割线为同一切割线,所述切割支座上还设有位于所述第一切割单元和所述第二切割单元之间、供所述切割线绕设的中间过渡轮。
19.在本技术第一方面的某些实施方式中,所述切割装置还包括收放线单元。
20.在本技术第一方面的某些实施方式中,所述切割线绕于所述多个第一切割轮、第一过渡轮、中间过渡轮、多个第二切割轮及第二过渡轮以形成首尾相接的闭环切割线。
21.在本技术第一方面的某些实施方式中,所述第一切割单元中对所述待切割硅棒进行第一折面切割时两条正交的第一切割线锯的交点位于所述待切割硅棒的截面内,所述第二切割单元中对所述待切割硅棒进行第二折面切割时两条正交的第二切割线锯的交点位于所述待切割硅棒的截面内。
22.在本技术第一方面的某些实施方式中,所述硅棒切磨一体机还包括:第一边皮卸料装置,用于将所述第一切割单元进行第一折面切割后产生的边皮予以卸载;第二边皮卸料装置,用于将所述第二切割单元进行第二折面切割后产生的边皮予以卸载。
23.在本技术第一方面的某些实施方式中,所述第一边皮卸料装置和第二边皮卸料装置中的任一者均包括:边皮提升单元,用于提升所述边皮以使得所述边皮顶端凸出所述已切割硅棒;边皮夹持转运单元,用于夹持边皮并将所述边皮予以转运。
24.在本技术第一方面的某些实施方式中,所述边皮夹持转运单元包括:夹持机构,用
于夹持或释放所述边皮的顶端;升降驱动机构,用于驱动所述夹持机构做升降移动以所述夹持机构将夹持的所述边皮脱离所述已切割硅棒。
25.在本技术第一方面的某些实施方式中,所述夹持机构包括:罩体,用于罩设于所述边皮;夹持组件,设于所述罩体内部;所述夹持组件与所述罩体主体之间形成供夹持所述边皮的夹持空间。
26.在本技术第一方面的某些实施方式中,所述罩体包括截面呈半圆形的弧形板;所述夹持组件包括两个正交的夹持件。
27.在本技术第一方面的某些实施方式中,所述夹持件为由气缸控制的活动压块,所述活动压块通过一摆臂与所述气缸的输出轴连接。
28.在本技术第一方面的某些实施方式中,所述第一边皮卸料装置和第二边皮卸料装置中的任一者还包括拨线机构,用于拨动对应的第一切割线锯或第二切割线锯朝向外侧扩张以避免第一切割线锯或第二切割线锯与所述已切割硅棒发生干涉。
29.在本技术第一方面的某些实施方式中,所述研磨装置包括:研磨支座,活动设于所述机座上;至少一对研磨磨具,对向设置于所述研磨支座上。
30.在本技术第一方面的某些实施方式中,所述研磨磨具包括:主轴;至少一研磨砂轮组件,设置于所述主轴的作业端。
31.在本技术第一方面的某些实施方式中,所述研磨砂轮组件包括粗磨砂轮、精磨砂轮、或粗磨砂轮与精磨砂轮的嵌套组合。
32.在本技术第一方面的某些实施方式中,所述研磨磨具包括:转动式底盘;双头主轴,设置于所述转动式底盘上,其第一端设有至少一个粗磨砂轮,其第二端设有至少一个精磨砂轮;转换电机,用于驱动所述转动式底盘进行转动以使所述双头主轴的第一端和第二端互换位置。
33.在本技术第一方面的某些实施方式中,所述研磨装置还包括至少一倒角磨具,所述倒角磨具设于所述研磨支座上,用于对已切割硅棒的棱边进行倒角或滚圆。
34.在本技术第一方面的某些实施方式中,所述倒角磨具包括倒角砂轮,所述倒角砂轮的轴心与已切割硅棒的轴心具有一偏移量。
35.在本技术第一方面的某些实施方式中,所述硅棒加工平台的切割区位和研磨区位之间呈180
°
分布,所述硅棒转换装置的旋转角度范围为
±
180
°
。
36.在本技术第一方面的某些实施方式中,所述硅棒加工平台的第一切割区位、第二切割区位以及研磨区位两两相邻之间呈120
°
分布,所述硅棒转换装置的旋转角度范围为
±
240
°
。
37.在本技术第一方面的某些实施方式中,所述硅棒加工平台还设有预处理区位,所述硅棒切磨一体机还包括硅棒移送装置,邻设于所述硅棒加工平台的预处理区位,用于将待加工的硅棒转移至所述硅棒加工平台的预处理区位或将所述预处理区位上的经加工后的硅棒转移出所述硅棒加工平台。
38.在本技术第一方面的某些实施方式中,所述硅棒加工平台的切割区位、研磨区位以及预处理区位两两相邻之间呈120
°
分布,所述硅棒转换装置的旋转角度范围为
±
240
°
;或者,所述硅棒加工平台的第一切割区位、第二切割区位、研磨区位以及预处理区位两两相邻之间呈90
°
分布,所述硅棒转换装置的旋转角度范围为
±
270
°
。
39.在本技术第一方面的某些实施方式中,所述硅棒转换装置包括:输送本体;硅棒定位机构,设置于所述输送本体上,用于对所述硅棒进行定位;转换驱动机构,用于驱动所述输送本体转动以带动所述硅棒定位机构所定位的硅棒在各个区位之间转换。
附图说明
40.本技术所涉及的实用新型的具体特征如所附权利要求书所显示。通过参考下文中详细描述的示例性实施方式和附图能够更好地理解本技术所涉及实用新型的特点和优势。对附图简要说明书如下:
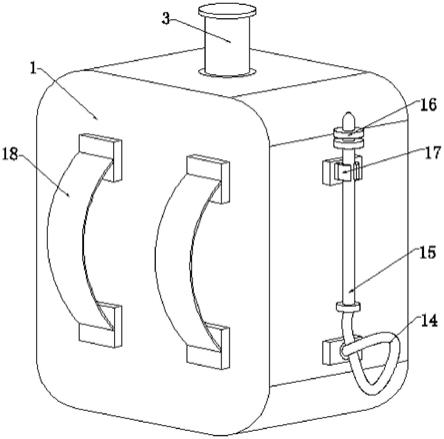
41.图1显示为本技术硅棒切磨一体机在一实施例中的结构示意图。
42.图2显示为本技术硅棒切磨一体机在一实施例中的俯视图。
43.图3显示为本技术硅棒切磨一体机中切割装置在一实施例中的俯视图。
44.图4显示为本技术硅棒切磨一体机中切割装置的第一切割单元的结构示意图。
45.图5显示为图3中切割装置在另一视角下的结构示意图。
46.图6显示为图3中切割装置的第一切割单元的俯视图。
47.图7显示为图6中的局部放大示意图。
48.图8显示为本技术硅棒切割一体机中第一边皮卸料装置和第二边皮卸载装置的状态一示意图。
49.图9显示为本技术硅棒切割一体机中第一边皮卸料装置和第二边皮卸载装置的状态二示意图。
50.图10和图11显示为第一边皮卸料装置中夹持机构的夹持组件与罩体配合夹持边皮的示意图。
具体实施方式
51.以下由特定的具体实施例说明本技术的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本技术的其他优点及功效。
52.在下述描述中,参考附图,附图描述了本技术的若干实施例。应当理解,还可使用其他实施例,并且可以在不背离本公开的精神和范围的情况下进行机械组成、结构、电气以及操作上的改变。下面的详细描述不应该被认为是限制性的,并且本技术的实施例的范围仅由公布的专利的权利要求书所限定。这里使用的术语仅是为了描述特定实施例,而并非旨在限制本技术。空间相关的术语,例如“上”、“下”、“左”、“右”、“下面”、“下方”、“下部”、“上方”、“上部”等,可在文中使用以便于说明图中所示的一个元件或特征与另一元件或特征的关系。
53.虽然在一些实例中术语第一、第二等在本文中用来描述各种元件或参数,但是这些元件或参数不应当被这些术语限制。这些术语仅用来将一个或参数件与另一个或参数进行区分。例如,第一方向可以被称作第二方向,并且类似地,第二方向可以被称作第一方向,而不脱离各种所描述的实施例的范围。
54.再者,如同在本文中所使用的,单数形式“一”、“一个”和“该”旨在也包括复数形式,除非上下文中有相反的指示。应当进一步理解,术语“包含”、“包括”表明存在所述的特征、步骤、操作、元件、组件、项目、种类、和/或组,但不排除一个或多个其他特征、步骤、操
作、元件、组件、项目、种类、和/或组的存在、出现或添加。此处使用的术语“或”和“和/或”被解释为包括性的,或意味着任一个或任何组合。因此,“a、b或c”或者“a、b和/或c”意味着“以下任一个:a;b;c;a和b;a和c;b和c;a、b和c”。仅当元件、功能、步骤或操作的组合在某些方式下内在地互相排斥时,才会出现该定义的例外。
55.在相关的针对硅棒的加工作业技术中,会涉及到例如开方切割、磨面、倒角等若干道工序。
56.一般地,现有的硅棒大多为圆柱形结构,通过硅棒开方设备对硅棒进行开方切割,使得硅棒在开方处理后截面呈类矩形(包括类正方形),而已切割硅棒整体呈类长方体形(也可包括类立方体形)。
57.以单晶硅棒为例,单晶硅棒的形成工艺可包括:先使用硅棒截断机对原初的长硅棒进行截断作业以形成多段短硅棒;截断完成后,又使用硅棒开方机对短硅棒进行开方作业形成截面呈类矩形的单晶硅棒。其中,使用硅棒截断机对原初的长硅棒进行截断作业以形成多段短硅棒的具体实现方式可参考例如为cn105856445a、cn105946127a、以及cn105196a等专利公开文献,使用硅棒开方机对短硅棒进行开方作业后形成截面呈类矩形的单晶硅棒的具体实施方式则可参考cn105818285a等专利公开文献。但单晶硅棒的形成工艺并不见限于前述技术,在可选实例中,单晶硅棒的形成工艺还可包括:先使用全硅棒开方机对原初的长硅棒进行开方作业以形成截面呈类矩形的长单晶硅棒;开方完成后,又使用硅棒截断机对开方切割后的长单晶硅棒进行截断作业形成短晶硅棒。其中,上述中使用全硅棒开方机对原初的长硅棒进行开方作业以形成呈类矩形的长单晶硅棒的具体实现方式可参考例如为cn003443a等专利公开文献。
58.在利用开方设备将圆柱形的单晶硅棒经开方切割形成类矩形的硅棒之后,可再利用研磨设备对类矩形的硅棒进行磨面、倒角(或滚圆)等作业。
59.本技术的发明人发现,在相关的针对硅棒的加工作业技术中,涉及的开方切割、研磨(例如磨面、倒角等)等加工装置是彼此分散及独立布置的,执行不同工序作业的硅棒的转换需要进行搬运调配及加工前的预处理,存在工序繁杂及效率低下等问题。
60.另外,在相关的开方切割装置中,多个切割轮多是要么分别设置在转轴上后通过安装支架固定,要么是其中的数个切割轮设置在同一主轴上后通过安装支架固定,一般地,一旦安装到位,各个切割轮的位置及相互关系就不会轻易变动。在某些情形下,为适应对不同尺寸的圆硅棒进行切割以形成相应尺寸的类长方体硅棒,需调整开方切割装置中的切割线,以改变切割线所形成的切割空间。或者,在某些情形下,当其中一个切割轮的线槽磨损后,需整体更换线槽,并且更换线槽需调整切割轮或其他部件(例如过渡轮等)的位置并还需再做校准。而现有开方切割装置中,要么无此调整机构,要么调整机构结构复杂,整个调整过程十分繁琐且效率低下。
61.有鉴于此,本技术提出了一种硅棒切磨一体机,包括机座、切割装置、研磨装置、以及硅棒转换装置,其中,所述切割装置包括切割单元和调距单元,所述切割单元包括两条正交的切割线锯,所述两条正交的切割线锯用于对所述切割区位处待切割硅棒进行切割以形成两个正交的侧面,所述调距单元用于调整所述切割单元中两条正交的切割线锯的切割位置,所述研磨装置用于对所述研磨区位处的已切割硅棒进行磨面及倒角。
62.本技术的硅棒切磨一体机,用于对硅棒进行开方切割及研磨多工序的一体化作
业。在实施例中,所述硅棒可例如为单晶硅棒,单晶硅棒即通过用直拉法或悬浮区熔法从熔体中生长出棒状单晶硅,例如在硅棒加工中常见的大约为5000mm(例如为5360mm的规格等)长度的单晶硅棒或者大约为800mm长度的单晶硅棒等,多晶硅即采用析出技术如化学气相沉积技术使硅在硅芯线表面析出的硅棒,但并不局限于此,在本技术的其他可能的实施例中,所述硅棒切磨一体机还可以被用于截断单晶硅棒,或者其他长条状且需要截断处理的硬质材料。
63.在本技术提供的任一实施例中,所述硅棒的端面是指代硅棒长度方向相对的两个面。例如对待切割的硅棒,其两个端面呈圆形或类圆形,所述硅棒的侧面为弧面;对于已切割的硅棒,其两个端面呈矩形或类矩形,所述硅棒的侧面即硅棒长度方向的通常呈矩形的四个侧面。
64.请参阅图1,显示为本技术硅棒切磨一体机在一实施例中的结构示意图,图2显示为本技术硅棒切磨一体机在一实施例中的俯视图。
65.本技术公开的硅棒开方设备,包括:机座,切割装置,研磨装置,以及硅棒转换装置。
66.所述机座作为硅棒切磨一体机的主体部件,用于提供硅棒加工平台,在一种示例中,所述机座的体积和重量均较大以提供更大的安装面以及更牢固的整机稳固度。应当理解,所述机座可作为硅棒切磨一体机中不同的执行加工作业的结构或部件的底座,机座的具体结构可基于不同的功能需求或结构需求变更。在一些示例中,所述机座包括用于承接所述硅棒切磨一体机中不同部件的固定结构或限位结构如底座、杆体、柱体、架体等均为本技术所述的机座。
67.同时,在一些示例中,所述机座可以为一体的底座,在另一些示例中,所述机座可以包括多个相独立的底座。
68.在图1和图2所示的实施例中,所述机座1具有硅棒加工平台,所述硅棒加工平台可根据硅棒加工作业的具体作业内容而划分为多个功能区位。例如,所述硅棒加工平台至少包括切割区位和研磨区位。所述硅棒加工平台的形状可依据机座确定,又或可依据机座以及切割装置的加工需要共同确定。
69.硅棒转换装置,设于所述硅棒加工平台上,用于将所述硅棒在切割区位和研磨区位之间进行转换。在图1和图2所示的实施例中,硅棒转换装置4设于所述硅棒加工平台的居中区域,用于将硅棒在所述硅棒加工平台上的各个功能区位之间转换。在一实施方式中,硅棒转换装置4旋转设置于所述硅棒加工平台上,硅棒转换装置4可进一步包括:输送本体,呈圆盘状、圆环状、方盘状或其他类似状;设于输送本体上的硅棒定位机构,用于对硅棒进行定位;转换驱动机构,用于驱动输送本体转动以带动硅棒定位机构及其所定位的硅棒转换位置。
70.在所述硅棒转换装置中,所述输送本体上设置的硅棒定位机构的数量可以根据硅棒切磨一体机的布局而有不同的变化。
71.例如,在某些实施方式中,所述硅棒加工平台可包括有第一加工区位和第二加工区位,为与这些功能区位相适配,输送本体上的硅棒定位机构的数量可设置为两个,每一个硅棒定位机构均可定位至少一个硅棒。进一步地,这两个硅棒定位机构两两之间所设置的角度也是与两个功能区位两两之间的角度分布相一致。如此,当某一个硅棒定位机构对应
于某一个功能区位时,必然地,另一个硅棒定位机构也是与另一个功能区位相对应。这样,在流水作业中,任一时刻,当每一个硅棒定位机构上均定位有至少一个硅棒且硅棒定位机构是与功能区位相对应时,则这些硅棒就位于对应的某一功能区位处执行着相应的加工作业,例如:位于第一加工区位的硅棒可进行第一加工作业,位于第二加工区位的硅棒可进行第二加工作业。
72.在某些实施方式中,所述硅棒加工平台可包括有第一加工区位、第二加工区位、以及第三加工区位,为与这些功能区位相适配,输送本体上的硅棒定位机构的数量可设置为三个,每一个硅棒定位机构均可定位至少一个硅棒。进一步地,这三个硅棒定位机构两两之间所设置的角度也是与三个功能区位两两之间的角度分布相一致。如此,当某一个硅棒定位机构对应于某一个功能区位时,必然地,其他两个硅棒定位机构也是与另两个功能区位相对应。这样,在流水作业中,任一时刻,当每一个硅棒定位机构上均定位有至少一个硅棒且硅棒定位机构是与功能区位相对应时,则这些硅棒就位于对应的某一功能区位处执行着相应的加工作业,例如:位于第一加工区位的硅棒可进行第一加工作业,位于第二加工区位的硅棒可进行第二加工作业,位于第三加工区位的硅棒可进行第三加工作业。在一种可选示例中,所述硅棒加工平台上的第一加工区位、第二加工区位、以及第三加工区位两两之间呈120
°
分布,因此,与之对应地,输送本体上的三个硅棒定位机构两两之间也呈120
°
分布。当然,硅棒定位机构的数量可根据实际需求加以变化而并非以此为限,例如,硅棒定位机构的数量可根据硅棒加工平台设置的功能区位的数量而定。
73.在某些实施方式中,所述硅棒加工平台包括有等待区位、第一加工区位、第二加工区位、以及第三加工区位,为与这些功能区位相适配,输送本体上的硅棒定位机构的数量可设置为四个,每一个硅棒定位机构均可定位至少一个硅棒。进一步地,这四个硅棒定位机构两两之间所设置的角度也是与四个功能区位两两之间的角度分布相一致。如此,当某一个硅棒定位机构对应于某一个功能区位时,必然地,其他三个硅棒定位机构也是分别与其他三个功能区位相对应。这样,在流水作业中,任一时刻,当每一个硅棒定位机构上均定位有至少一个硅棒且硅棒定位机构是与功能区位相对应时,则这些硅棒就位于对应的某一功能区位处执行着相应的加工作业,例如:位于等待区位的硅棒可进行预处理作业,位于第一加工区位的硅棒可进行第一加工作业,位于第二加工区位的硅棒可进行第二加工作业,位于第三加工区位的硅棒可进行第三加工作业。在一种可选实施例中,所述硅棒加工平台上的等待区位、第一加工区位、第二加工区位、以及第三加工区位两两之间呈90
°
分布,因此,与之对应地,输送本体上的四个硅棒定位机构两两之间也呈90
°
分布。当然,硅棒定位机构的数量可根据实际需求加以变化而并非以此为限,例如,硅棒定位机构的数量可根据硅棒加工平台设置的功能区位的数量而定。
74.在本实施例的硅棒切磨一体机中,至少包括切割装置和研磨装置,因此,在某些实施方式中,所述硅棒加工平台包括切割区位和研磨区位,其中,所述切割区位或研磨区位包括一个或多个区位。例如,所述切割区位可包括第一切割区位和第二切割区位,所述研磨区位可包括第一研磨区位和第二研磨区位。另外,所述硅棒加工平台还可包括等待区位。如图1和图2所示的实施例中,所述硅棒加工平台包括等待区位、第一切割区位、第二切割区位、以及研磨区位,输送本体上的硅棒定位机构的数量可设置为四个,所述等待区位、第一切割区位、第二切割区位、以及研磨区位两两之间呈90
°
分布,因此,输送本体上的四个硅棒定位
机构两两之间也呈90
°
分布。
75.在某些实施方式中,硅棒定位机构更可包括:旋转承载台、旋转压紧装置、升降驱动装置(图中未标示)、以及旋转驱动装置(图中未标示)。
76.旋转承载台设置于硅棒转换装置4中的输送本体上,用于承载硅棒100(200)并使得硅棒100(200)为竖立放置,即,硅棒100(200)的底部坐落于旋转承载台上。在本实施方式中,旋转承载台并在硅棒转换装置4中的输送本体转动时一并转动。在某些实施方式中,旋转承载台还可设计为可自转运动,例如旋转承载台相对于输送本体具有转轴以实现自转运动,如此,当旋转承载台承托了硅棒100(200)之后,旋转承载台及其上的硅棒100(200)可一同作转动。进一步地,旋转承载台中用于与硅棒接触的接触面具有阻尼,以提供能带动硅棒一定的摩擦力。旋转承载台与硅棒100(200)适配,在某些实施例中,旋转承载台可以是与硅棒100(200)的截面尺寸相适配的圆形承载台或方形承载台。
77.旋转压紧装置相对设置于旋转承载台的上方,用于顶压于硅棒100(200)的顶部以压紧硅棒100(200)。旋转压紧装置可进一步包括活动设置的支座以及设置于支座底部的顶压活动块。所述支座是活动设置于一中央安装架上,该中央安装架是位于输送本体的中央区域且跟随着输送本体一起转动。所述顶压活动块与硅棒100(200)适配,在一可选实施例中,所述顶压活动块可以是与硅棒100(200)的截面尺寸相适配的圆饼形压块或方形压块。更进一步地,旋转压紧装置中的所述顶压活动块轴转连接于所述支座并可相对所述支座而能作旋转运动。
78.在前述中可知,旋转承载台设计为能自转运动且旋转压紧装置中的所述顶压活动块轴转连接于所述支座,因此,旋转承载台或者所述顶压活动块可联动于一旋转驱动装置。在一种情形下,当旋转承载台联动于一旋转驱动装置时,由旋转承载台作为主动转动部件而所述顶压活动块则作为从动转动部件;在另一种情形下,当所述顶压活动块联动于一旋转驱动装置时,由所述顶压活动块作为主动转动部件而旋转承载台则作为从动转动部件。
79.在实际应用中,旋转压紧装置可与其下的旋转承载台相互配合,具体地,当将硅棒100(200)立式放置于旋转承载台上之后,由升降驱动装置驱动所述支座沿着中央安装架作下降运动直至支座上的所述顶压活动块抵压于硅棒100(200)的顶部。后续,在需要转动硅棒100(200)时,由旋转驱动装置驱动联动的旋转承载台或者所述顶压活动块转动,利用旋转承载台、硅棒100(200)、以及所述顶压活动块相互之间的摩擦力,顺势带动硅棒100(200)也一并转动,实现硅棒100(200)中作业面或作业区域的调整,从而使得对硅棒100中调整后的作业面或作业区域进行加工作业。硅棒100(200)的转动速度以及转动角度可由旋转驱动装置来控制。在具体实现方式上,升降驱动装置可例如为气缸或升降电机,旋转驱动装置则可例如为旋转电机。
80.进一步地,由上可知,在某些情形下,旋转承载台或所述顶压活动块可受控于旋转驱动装置而转动以带动硅棒100(200)转动来改变作业面或作业区域,有时,当硅棒100(200)转动到所需的作业面或作业区域时则需要停止作动并定位下来以接受相应功能区位中加工装置的加工作业。因此,在本技术中,所述硅棒定位机构若有必要还可配置一锁止机构。在一种实现方式中,可在中央安装架的底部且邻近旋转承载台处配置一承载台锁止机构(未在图式中显示),所述承载台锁止机构可包括锁止插销和与锁止插销连接的锁止气缸。在实际应用中,当需要锁定旋转承载台时,承载台锁止机构中的锁止气缸就驱动锁止插
销伸出并作用于旋转承载台的底部或颈部,确保旋转承载台稳固不动;待需要转动硅棒以改变作业面或作业区域时,再由所述承载台锁止机构中的锁止气缸驱动锁止插销收缩,解锁旋转承载台,从而使得旋转承载台能转动。
81.输送本体是受控于转换驱动机构的驱动而转动,通过输送本体的转动而实现输送本体上的硅棒定位机构及由硅棒定位机构所定位的硅棒100(200)在不同的功能区位之间进行转换。
82.在某些实施方式中,所述转换驱动机构进一步包括:转换齿带,设于输送本体的周侧;驱动电机及连接驱动电机而受驱动电机驱动的联动结构,设于机座1的硅棒加工平台上,所述联动结构包括与所述转换齿带相啮合的转动齿轮。如此,所述转动齿轮在所述驱动电机驱动下带动输送本体旋转以带动硅棒定位机构及其上的硅棒100(200)转换至其他功能区位完成输送,所述驱动电机可以为伺服电机。
83.在某些实施方式中,硅棒转换装置4还可包括锁止机构(未在图式中显示),用于锁定输送本体。例如,所述锁止机构可包括锁止插销和与锁止插销连接的锁止气缸,其中,锁止插销的数量可以是多个,均匀分布于输送本体边缘(例如,锁止插销的数量为四个,以90
°
角的方式均匀分布),在实际应用中,当需要将硅棒从某一加工区位转换至另一加工区位时,锁止气缸驱动锁止插销收缩,解锁输送本体,从而使得输送本体能旋转;当硅棒完成转换后,即将硅棒从某一加工区位转换至目标加工区位后,所述锁止机构中的锁止气缸就驱动锁止插销伸出并作用于输送本体,锁定输送本体。
84.如前所述,位于等待区位的硅棒可进行预处理作业。本技术所述硅棒切磨一体机还包括硅棒移送装置6,邻设于所述硅棒加工平台的等待区位,用于将待加工的硅棒100(200)转移至硅棒加工平台的等待区位或将等待区位上的经加工后的硅棒转移出硅棒加工平台。
85.硅棒移送装置6进一步包括:移送底座、硅棒平台、平台翻转机构。
86.如前所述,所述硅棒移送装置用于将待加工的硅棒100转移至硅棒加工平台的等待区位或将等待区位上的经加工后的硅棒200转移出硅棒加工平台,其中,硅棒100的截面为圆形,硅棒200的截面为方形。
87.在某些实施例中,提供专用于圆形硅棒100的第一硅棒移送装置和专用于方形硅棒200的第二硅棒移送装置。
88.在某些实施例中,提供可供用于圆形硅棒100和方形硅棒200的硅棒移送装置。
89.移送底座通过一滑移机构滑设于机座1上。在本实施例中,所述滑移机构可实现至少两个方向的滑移。例如,所述滑移机构包括支撑部、转换部、设于支撑部和转换部之间的第一方向滑移单元、设于转换部和移送底座之间的第二方向滑移单元,其中,所述第一方向滑移单元可包括第一方向滑轨、与第一方向滑轨对应的第一方向滑块或滑条、以及第一方向驱动源,所述第二方向滑移单元可包括第二方向滑轨、与第二方向滑轨对应的第二方向滑块或滑条、以及第二方向驱动源。
90.其中,第一滑轨、第一方向滑块或滑条、第二滑轨、第二方向滑块或滑条是以水平状态布设的,所述第一方向驱动源和所述第二方向驱动源中的任一者均可包括:滑移齿条以及与滑移齿条啮合的转动齿轮(未在图式中显示)和滑移驱动电机。以第一方向滑移单元,所述第一驱动源可驱动转换部及其上的移送底座通过第一方向滑块或滑条和第一方向
滑轨沿着第一方向滑移。以第二方向滑移单元,所述第二驱动源可驱动移送底座通过第二方向滑块或滑条和第二方向滑轨沿着第二方向滑移。
91.在某些示例中,所述第一方向可例如为左右方向(即图2和图3中的x轴方向),所述第二方向可例如为前后方向(即图2和图3中的y轴方向)。
92.硅棒平台活动设于移送底座上,用于横向(即,卧式)安置硅棒100(200)。在本实施例中,硅棒平台为一板状结构或框架结构,至少在硅棒平台的前后两端分别设置有至少一硅棒承托架,用于承托硅棒100(200)的前后两端,使得硅棒100(200)能横向安置。同时,在硅棒平台的左右两侧也可分别设置有止档结构,用于限制硅棒100(200)在左右方向上的移动。
93.我们知道,在后续加工作业中,需要将硅棒100从横卧状态(水平放置)转换为立起状态(竖直放置),因此,在本技术中,还可提供硅棒紧固机构,用于在硅棒转移过程中紧固硅棒(未在图式中显示)。在某些实施例中,所述硅棒紧固机构可包括紧固爪及控制所述紧固爪的紧固电机或紧固气缸。更进一步地,所述硅棒紧固机构中包括有至少两对紧固爪,至少两对紧固爪是分别对应于前述的两个硅棒承托架,即,一对紧固爪是对应于一个硅棒承托架且一对紧固爪中的两个紧固爪对向分列于硅棒承托架的左右两侧,每一个紧固爪上均配置有紧固电机或紧固气缸。在实际应用中,当硅棒100(200)横卧于硅棒平台时,紧固电机或紧固气缸就驱动各自对应的紧固爪朝向硅棒平台上的硅棒100(200),这样,多个通过至少两对紧固爪的配合,实现硅棒100(200)整体上的紧固。优选地,紧固爪与硅棒100(200)接触的抵压处可设置缓冲部件,以避免或减少对硅棒100(200)的损伤。
94.为使得将硅棒100从横卧状态(水平放置)转换为立起状态(竖直放置),硅棒移送装置6还包括平台翻转机构。所述平台翻转机构用于驱动硅棒平台相对移送底座翻转,使得硅棒100(200)竖直放置于硅棒转换装置4上。在本实施例中,所述平台翻转机构包括:安装架、移动架、翻转气缸或翻转电机、翻转齿条、以及翻转齿轮。所述安装架固设于移送底座上。在某些实施例中,所述安装架为一板状结构或框架结构。所述移动架活动架设于所述安装架的上方。在某些实施例中,所述移动架为一中空的板状结构或框架结构。进一步地,所述移动架中邻近硅棒转换装置4处的左右相对两侧分别设有翻转齿条,与之对应地,在硅棒平台中邻近硅棒转换装置4处的翻转端的左右相对两侧分别设有翻转齿轮,所述翻转齿轮对应的翻转齿条之上并与之啮合。所述翻转气缸或翻转电机用于驱动所述移动架相对于所述安装架移动。以翻转气缸为例,所述翻转气缸整体是布设于所述移动架的中空区域,具体地,所述翻转气缸中的气缸本体(例如包括缸筒及活塞)是设于所述安装架上,所述翻转气缸中的活塞杆是连接于所述移动架。在实际应用中,针对硅棒平台由水平状态翻转为竖直状态:翻转气缸作动,活塞杆伸展并推动移动架,使得移动架在推动下相对安装架而移动,移动架上的翻转齿条也跟着移动架移动,硅棒平台上与翻转齿条相啮合的翻转齿轮在翻转齿条的带动下转动,从而驱动硅棒平台进行翻转,最终实现硅棒平台由水平状态翻转为竖直状态。针对硅棒平台由竖直状态翻转为水平状态:翻转气缸作动,活塞杆收缩并拉动移动架,使得移动架在推动下相对安装架而移动,移动架上的翻转齿条也跟着移动架移动,硅棒平台上与翻转齿条相啮合的翻转齿轮在翻转齿条的带动下转动,从而驱动硅棒平台进行翻转,最终实现硅棒平台由竖直状态翻转为水平状态。
95.需补充的是:另外,为使得移动架能顺畅且平稳地相对安装架移动,安装架左右相
对两侧设有滑轨,而移动架的底部的左右相对两侧则设有供滑动于滑轨的滑块或滑条。当然,上述,仅为一示例性说明,并非用以限制本发明,例如,在其他实施例中,滑轨可改设于移动架上而滑块或滑条则改设于安装架上。再有,为避免或减少硅棒平台在翻转过程中对移动架、安装架或翻转气缸或翻转电机造成碰撞损伤(例如,硅棒平台从竖直状态翻转回复为水平状态时),可进一步在移动架或安装架上设置相对凸起的缓冲器。
96.硅棒移送装置6还可包括升降机构。所述升降机构设于硅棒平台上,用于对翻转后硅棒100(200)进行升降运动。在本实施例中,所述升降机构可包括滑轨或滑杆以及升降电机或升降气缸,其中,为能实现硅棒100(200)的升降运动,硅棒承托架是通过滑轨或滑杆而设置于硅棒平台上(硅棒紧固机构是安装连接于硅棒承托架),升降电机或升降气缸则控制硅棒承托架(连同硅棒紧固机构)进行升降运动,从而带动硅棒100(200)实现升降。仍以升降气缸为例,升降气缸整体是布设于硅棒平台的中部,具体地,升降气缸中的气缸本体(例如包括缸筒及活塞)是设于硅棒平台上,升降气缸中的活塞杆是连接于硅棒承托架。在实际应用中,升降气缸作动,活塞杆作伸缩(伸展或收缩)并推拉(推动或拉动)硅棒承托架,使得硅棒承托架在推拉下相对安装架而上下移动,硅棒承托架上的硅棒100(200)也跟着硅棒承托架而上下移动。
97.前述的硅棒移送装置6仅为一示例性说明,但并不以此为限,硅棒移送装置仍可作其他的变化。
98.在某些实施例中,所述硅棒移送装置可包括:换向载具、设于换向载具上的硅棒夹具、以及用于驱动换向载具作换向运动的换向驱动机构。
99.所述换向载具为用于设置硅棒移送装置中其他各类部件的主体装置,其他各类部件主要可包括硅棒夹具,但并不以此为限,其他部件还可例如为机械结构、电气控制系统及数控设备等。在本实施例中,所述换向载具可包括底座、与底座相对的顶架、以及设于底座和顶架之间的支撑架构。另外,所述换向载具另一重要作用在于通过换向运动以支持硅棒夹具的换向转换。所述换向载具可例如通过一换向驱动机构作换向运动。利用所述换向驱动机构,可驱动换向载具作换向运动以令换向载具上的硅棒夹具夹持待加工的硅棒100并将其由装卸区转运至对应于等待区位,或,夹持对应于等待区位上的已加工的硅棒200并将其由等待区位转运至装卸区。
100.在具体实现方式上,使得换向载具实现换向运动的换向驱动机构可包括转动轴和转动电机,换向载具通过转动轴轴连接于其下的安装基础结构。在实施转向运动时,则启动转动电机,驱动转动轴转动以带动换向载具作转动实现换向运动。前述驱动转动轴转动可设计为单向转动也可设计为双向转动,所述单向转动可例如为单向顺时针转动或单向逆时针转动,所述双向转动则可例如为实现顺时针转动和逆时针转动。另外,驱动转动轴转动的角度可根据硅棒移送装置的实际构造而设定。再者,换向载具中的底座可采用圆盘结构、矩形盘或椭圆盘,其中央位置与转动轴连接,但底座的形状并不限于此,在其他实施例中,底座也可采用其他形状。
101.在换向载具上设置有硅棒夹具,用于夹持相应的硅棒。例如,在某些实施例中,在换向载具的某一安装面上设有硅棒夹具,硅棒夹具可包括至少两个硅棒夹持件,其中,至少两个硅棒夹持件为间隔设置。该硅棒夹具中的硅棒夹持件可用于夹持圆硅棒(即,待加工的硅棒)兼方形硅棒(即,已加工硅棒)。这样,通过驱动换向载具作换向运动,使得换向载具上
的硅棒夹具在装卸区与等待区位之间转换以转运待加工的硅棒以及在等待区位与装卸区之间转换以转运已加工的硅棒。于实际的应用中,换向载具作换向运动的转动角度是根据装卸区与等待区位之间的位置关系而定。在某些实施方式中,所述装卸区与所述等待区位为相对设置,硅棒移送装置位于两者之间,因此,换向载具被换向驱动机构驱动作180
°
角转动。在某些实施方式中,所述装卸区与所述等待区位呈90
°
角设置,则,换向载具被换向驱动机构驱动作90度角转动。不过,不论怎么说,装卸区与等待区位之间的位置关系无特定的限制,它们的设置顺序以及相互间的设置角度仍可作其他的变化,只要各个工位之间确保不会产生不必要干扰的话,如此,换向载具的转动方向及转动角度也会作适应性调整。
102.在某些实施方式中,无论是待加工的硅棒还是已加工的硅棒均为竖立放置,因此,硅棒夹具中的至少两个硅棒夹持件为上下间隔设置。任一个硅棒夹持件更可包括:夹臂安装座和两个夹臂,其中,夹臂安装座是设于换向载具上,至少两个夹臂是活动设于夹臂安装座上。这两个夹臂左右对称设置,两个夹臂可构成一个供夹持单晶圆硅棒或硅方体的夹持空间。额外地,利用硅棒夹持件更可兼具定中心调节的作用。一般情形下,硅棒夹持件中的夹臂在夹合状态下,两个夹臂所构成的夹持空间的中心是与待加工的硅棒和已加工的硅棒的中心相重合的。因此,当利用硅棒夹持件去夹持竖立放置的待加工的硅棒或已加工的硅棒时,硅棒夹持件中的两个夹臂收缩,由夹臂抵靠于待加工的硅棒或已加工的硅棒。在夹臂收缩并夹合待加工的硅棒或已加工的硅棒的过程中,待加工的硅棒或已加工的硅棒被两旁的两个夹臂所推动并朝向夹持空间的中央区域移动,直至待加工的硅棒或已加工的硅棒被硅棒夹持件中的两个夹臂夹紧住,此时,待加工的硅棒或已加工的硅棒的中心就可位于硅棒夹持件的夹持空间的中心。
103.为使得硅棒夹持件中的至少两个夹臂能顺畅且稳固地夹持住不同尺寸规格的待加工的硅棒或已加工的硅棒,硅棒夹持件中的各个夹臂中的至少一个为可调节设计。以两个夹臂为例,两个夹臂中的至少一个为活动式设计(两个夹臂中的一个或两个为活动式设计),从而可调整两个夹臂之间的夹持间距。
104.另外,本技术硅棒移送装置中的硅棒夹具还可有其他的变化。例如,硅棒移送装置可配置有两个硅棒夹具,这两个硅棒夹具可分别设置于换向载具中相对的两个安装面上。且,这两个硅棒夹具可以是相同的也可以是不同的。在两个硅棒夹具为相同的实施例中,这两个硅棒夹具用于夹持圆硅棒兼方形硅棒。在两个硅棒夹具为不相同的实施例中,两个硅棒夹具中的一个硅棒夹具用于夹持圆硅棒,另一个硅棒夹具用于夹持方形硅棒。
105.再有,本技术中的硅棒移送装置6更可提供至少一个方向上的移动。例如,所述硅棒移送装置还可包括前后方向的进退机构,所述进退机构可包括:进退导轨和进退电机,其中,进退导轨为沿前后方向设置,换向载具的底座可通过滑块枕于进退导轨上,如此,在需要调整换向载具的位置时,由所述进退电机驱动换向载具沿着进退导轨进退。
106.本技术硅棒切磨一体机还包括定位检测装置。在本实施例中,所述定位检测装置(未在图式中显示)用于对位于所述等待区位上的硅棒100进行棱线检测和中心定位。
107.所述定位检测装置进一步包括:棱线检测单元和轴心调节单元。
108.在某些实施例中,所述棱线检测单元包括接触式检测机构、旋转机构以及与所述接触式检测机构和所述旋转机构电性连接的检测控制器,所述接触式检测结构用于通过与所述硅棒的棱线接触而向检测控制器发送通断信号,所述旋转机构用于根据所述检测控制
器的控制调整所述硅棒的位置。
109.硅棒定位机构的数量可根据实际需求加以变化而并非以此为限,例如,硅棒定位机构的数量可根据硅棒加工平台设置的功能区位的数量而定。
110.在某些实施方式中,硅棒定位机构更可包括:旋转承载台、
111.在某些实施例中,所述轴心调节单元用于将硅棒100的轴心定位于所述预处理区的中心,包括夹持机构,所述夹持机构用于形成夹持所述硅棒的夹持空间并且所述夹持空间的中心与所述预处理区的中心相重合。
112.在具体实现方式上,所述夹持机构可包括至少两个夹持件,每一个夹持件可包括至少两个夹臂。
113.鉴于硅棒的截面为圆形,在某些示例中,所述夹持件整体而言为圆形工件夹具,组成所述夹持件的夹臂为对称设计的两个,单个夹臂设计为具有弧形夹持面,较佳地,单个夹臂的弧形夹持面要超过硅棒100四分之一的圆弧,这样,由两个夹臂所组成的夹持件的弧形夹持面要超过硅棒100二分之一的圆弧。当然,夹臂中的弧形夹持面上还可额外增设缓冲垫,用于避免在夹持硅棒的过程中造成对硅棒表面的损伤,起到保护硅棒的良好效果。一般情形下,所述夹持件中的夹臂在夹合状态下,两个夹臂所构成的夹持空间的中心是与硅棒100的中心相重合的。因此,当利用夹持件去夹持待处理区位上竖立放置的硅棒100时,所述夹持件中的两个夹臂收缩,由夹臂中的弧形夹持面抵靠于硅棒。在夹臂收缩并夹合硅棒100的过程中,硅棒100被两旁的两个夹臂所推动并朝向夹持空间的中央区域移动,直至硅棒100被夹持件中的夹臂夹紧住,此时,硅棒100的中心就可位于夹持件的夹持空间的中心。
114.当待加工的硅棒100被硅棒移送装置6移送至硅棒加工平台的等待区位并经过预处理之后,即可由硅棒转换装置4将硅棒由等待区位转换至其他加工区位。
115.所述切割装置,用于对硅棒进行开方切割作业,以将截面呈圆形的硅棒切割为截面呈类矩形的方硅棒。
116.所述切割装置包括切割单元,所述切割单元包括两条正交的切割线锯,用于对所述切割区位处待切割硅棒进行切割以形成两个正交的侧面。
117.在某些实施例中,所述硅棒切磨一体机包括一切割装置,所述切割装置包括一切割单元,与之对应地,所述硅棒加工平台包括一切割区位。在利用所述切割装置对硅棒进行开方切割作业时,先利用切割单元对所述切割区位处的待切割硅棒进行第一折面切割,形成两个正交的侧面,再转换所述待切割硅棒的位置或转换所述切割单元的位置,后利用所述切割单元对所述切割区位处的待切割硅棒进行第二折面切割,形成两个正交的侧面,使得所述待切割硅棒的截面呈类矩形。
118.在某些实施例中,所述硅棒切磨一体机包括两个切割装置,其中,每一个所述切割装置包括至少一切割单元,例如,所述硅棒切磨一体机包括第一切割装置和第二切割装置,其中,第一切割装置包括第一切割单元,第二切割装置包括第二切割单元,与之对应地,所述硅棒加工平台包括与第一切割装置对应的第一切割区位和与第二切割装置对应的第二切割区位。在对硅棒进行开方切割作业时,先利用第一切割装置中的第一切割单元对所述第一切割区位处的待切割硅棒进行第一折面切割,形成两个正交的侧面,再将所述待切割硅棒的位置由第一切割区位转换至第二切割区位,后利用第二切割装置中的第二切割单元对所述第二切割区位处的待切割硅棒进行第二折面切割,形成两个正交的侧面,使得所述
待切割硅棒的截面呈类矩形。
119.在某些实施例中,所述硅棒切磨一体机包括一切割装置,所述切割装置包括第一切割单元和第二切割单元,与之对应地,所述硅棒加工平台包括与第一切割单元对应的第一切割区位和与第二切割单元对应的第二切割区位。在对硅棒进行开方切割作业时,先利用第一切割单元对所述第一切割区位处的待切割硅棒进行第一折面切割,形成两个正交的侧面,再将所述待切割硅棒的位置由第一切割区位转换至第二切割区位,后利用第二切割单元对所述第二切割区位处的待切割硅棒进行第二折面切割,形成两个正交的侧面,使得所述待切割硅棒的截面呈类矩形。
120.在图1和图2所示的实施例中,所述硅棒切磨一体机包括一切割装置2,所述切割装置2更包括第一切割单元和第二切割单元。切割装置2设于机座1上,用于对硅棒加工平台的第一切割区位上的硅棒100进行第一折面切割以及对硅棒加工平台的第二切割区位上的硅棒100进行第二折面切割,形成截面呈类矩形的硅棒。其中,所述第一折面切割和所述第二折面切割中的任一者是指对所述硅棒进行切割以形成两个正交的侧面。
121.结合图1至图3,在所述硅棒切磨一体机中,切割装置2包括:切割架21、切割支座22、第一切割单元23、以及第二切割单元25。
122.切割架21设于机座1上。在本实施例中,切割架21为柱状结构或框架结构,作为切割装置2的支撑主体,可向切割装置2中的其他部件提供支撑。
123.切割支座22可通过一升降机构可升降地设于切割架21上。在某些实施方式中,所述升降机构可包括有由升降电机、升降导轨、以及升降滑块等可实现切割支座22进行垂向移动的机构,其中,升降导轨垂向设置于切割架21上,所述升降滑块设置于切割支座22的背部且与升降导轨相配合,为使得切割支座22可实现稳定升降于机座1的安装结构,可采用双导轨设计,即,采用两个升降导轨,这两个升降导轨并行设置。在所述升降电机(该升降电机可例如为伺服电机)驱动下,可实现切割支座22借助升降导轨和所述升降滑块相对于切割架21和机座1作升降运动。
124.在本实施例中,由于切割支座22可供配置第一切割单元23和第二切割单元25,即,第一切割单元23和第二切割单元25共用切割支座22。因此,在本实施例中,一方面,切割装置2中的切割架21和切割支座22设于第一切割区位和第二切割区位之间的居中位置。另一方面,切割支座22作了特别的设计。如图1至图5所示,本实施例中的切割支座22可包括支座主体和位于支座主体相对两旁侧的第一支座侧翼和第二支座侧翼。
125.第一切割单元23设于切割支座22的第一旁侧,用于对所述硅棒加工平台的第一切割区位上的硅棒100进行第一折面切割。
126.在本实施例中,如前所述,切割支座22包括支座主体和位于支座主体相对两旁侧的第一支座侧翼和第二支座侧翼,因此,第一切割单元23即安装于切割支座22的第一支座侧翼处。具体地,第一切割单元23包括设于第一支座侧翼上的第一线架231、设于第一线架231上的多个第一切割轮233、以及第一切割线235,第一切割线235依序绕设于多个第一切割轮233形成两条正交的第一切割线锯。
127.于实际的应用中,第一切割单元23可至少包括四个第一切割轮233,这四个第一切割轮233可组合成两个正交的第一切割轮组,即,由沿着m轴相对设置两个第一切割轮组成一个第一切割轮组,由沿着n轴的两个第一切割轮组就组成一对第一切割轮组,其中,m轴与
n轴正交。具体地,第一切割单元23包括两个正交的第一切割轮组,其中,一个第一切割轮组包括前后(沿m轴)设置的两个第一切割轮233,另一个第一切割轮组包括前后(沿n轴)设置的两个第一切割轮233。
128.第一切割线235依序绕设于第一切割单元23中的各个第一切割轮233后形成第一切割线网。于实际的应用中,第一切割线235依序绕设于第一切割单元23中的四个第一切割轮233后形成两条相互正交的第一切割线锯,构成第一切割线网。具体地,第一切割线235绕设于一个第一切割轮组中前后(沿m轴)设置的两个第一切割轮233后形成一条第一切割线锯,第一切割线235绕设于另一个第一切割轮组中前后(沿n轴)设置的两个第一切割轮233后形成另一条第二切割线锯。如此,这两条相互正交的第一切割线锯配合形成呈“γ”字型的第一切割线网。
129.当然,第一切割单元23并不以图1至图3所示的实施例为限,其在其他实施例中仍可作其他的变化。
130.在本实施例中,第一切割单元23还可包括过渡轮234,用于实现第一切割线235的过渡导向。所述过渡轮234可以不限于一个,其可设于第一线架231和/或第一支座侧翼上,例如,在某些实施方式中,某些过渡轮234可设于第一线架231上,在某些实施方式中,某些过渡轮234可设于第一支座侧翼上,在某些实施方式中,某些过渡轮234可设于第一线架231上,某些过渡轮234可设于第一支座侧翼上。
131.另外,在某些实施方式中,第一切割单元23还可包括设于第一线架231和/或第一支座侧翼上的张力轮,用于进行第一切割线235的张力调整。
132.第二切割单元25设于切割支座22的第二旁侧,用于对所述硅棒加工平台的第二加工区位上的硅棒100进行第二折面切割。
133.在本实施例中,如前所述,切割支座22包括支座主体和位于支座主体相对两旁侧的第一支座侧翼和第二支座侧翼,因此,第二切割单元25即安装于切割支座22的第二支座侧翼处。具体地,第二切割单元25包括设于第二支座侧翼上的第二线架251、设于第二线架251上的多个第二切割轮253、以及第二切割线255,第二切割线255依序绕设于多个第二切割轮253形成两条正交的第二切割线锯。
134.于实际的应用中,第二切割单元25可至少包括四个第二切割轮253,这四个第二切割轮253可组合成两个正交的第二切割轮组,即,由沿着m轴相对设置两个第二切割轮组成一个第二切割轮组,由沿着n轴的两个第二切割轮组就组成一对第二切割轮组,其中,m轴与n轴正交。具体地,第二切割单元25包括两个正交的第二切割轮组,其中,一个第一切割轮组包括前后(沿m轴)设置的两个第一切割轮253,另一个第一切割轮组包括前后(沿n轴)设置的两个第一切割轮253。
135.第二切割线255依序绕设于第二切割单元25中的各个第二切割轮253后形成第二切割线网。于实际的应用中,第二切割线255依序绕设于第二切割单元25中的四个第二切割轮253后形成两条相互正交的第二切割线锯,构成第二切割线网。具体地,第二切割线255绕设于一个第二切割轮组中前后(沿m轴)设置的两个第二切割轮253后形成一条第二切割线锯,第二切割线255绕设于另一个第二切割轮组中前后(沿n轴)设置的两个第二切割轮253后形成另一条第二切割线锯。如此,这两条相互正交的第二切割线锯配合形成呈“γ”字型的第二切割线网。
136.当然,第二切割单元25并不以图1至图4所示的实施例为限,其在其他实施例中仍可作其他的变化。
137.在本实施例中,第二切割单元25还可包括过渡轮254,用于实现第二切割线255的过渡导向。所述过渡轮254可以不限于一个,其可设于第一线架231和/或第一支座侧翼上,例如,在某些实施方式中,某些过渡轮254可设于第二线架251上,在某些实施方式中,某些过渡轮254可设于第二支座侧翼上,在某些实施方式中,某些过渡轮254可设于第二线架251上,某些过渡轮254可设于第二支座侧翼上。
138.另外,在某些实施方式中,第二切割单元25还可包括设于第二线架251和/或第二支座侧翼上的张力轮,用于进行第二切割线255的张力调整。
139.在某些实施例中,所述第一切割线和所述第二切割线为同一切割线。所述切割装置还包括收放线单元。例如,所述收放线单元可包括放线筒和收线筒,所述放线筒和收线筒可设于机座或切割架上。
140.在如图1的实施例中,第一切割单元23中的第一切割线235和第二切割单元25中的第二切割线255可为同一条切割线。在此情形下,所述共用的切割线依序绕设于第一切割单元23中的多个第一切割轮233(和过渡轮)形成两条正交的第一切割线锯之后再转移至旁侧的第二切割单元处以依序绕设于第二切割单元25中的多个第二切割轮253(和过渡轮)后形成两条正交的第二切割线锯。因此,在该实施例中,切割支座22上还设有位于第一切割单元23和第二切割单元25之间、供该共用的切割线绕设的一个或多个导向轮。具体地,在图4所示的实施例中,在切割支座22中位于第一切割单元23和第二切割单元25之间的支座本体221上设置有供该共用的切割线绕设的中间过渡轮26。
141.另外,在如图1所示的实施例中,所述切割装置还包括收放线单元。例如,所述收放线单元可包括放线筒和收线筒,所述放线筒和收线筒可设于机座1上且位于切割架21的相对两侧,用于收放控制所述共用的切割线。
142.第一切割单元23和第二切割单元25共用同一条切割线,可简化切割单元结构(例如省去一套放线筒和收线筒),具有很好的整体性,简化绕线的流程,提升效率,并能更好地控制两个切割单元的线张力等。
143.在某些实施例中,所述切割装置中的第一切割单元和第二切割单元为各自独立的部件,则,所述切割装置还包括与第一切割单元配合的第一收放线单元、以及与第二切割单元配合的第二收放线单元,其中,所述第一收放线单元包括设于机座或切割架上的第一放线筒和第一收线筒,用于收放控制所述第一切割线,所述第二收放线单元包括机座或切割架上的第二放线筒和第二收线筒,用于收放控制所述第二切割线。
144.当然,除了采用收放线单元之外,切割线仍可作其他的变化。
145.在某些实施例中,所述切割装置中的第一切割单元和第二切割单元为各自独立的部件,其中,对于第一切割单元,第一切割线绕于多个第一切割轮、第一过渡轮以形成首尾相接的第一闭环切割线,对于第二切割单元,第二切割线绕于多个第二切割轮、第二过渡轮以形成首尾相接的第二闭环切割线。第一闭环切割线和第二闭环切割线在被运行以执行切割的过程中可避免切割线的加速、减速过程对切割精度造成影响,使得切割精度提高,有益于简化后续工序。
146.在某些实施例中,第一切割单元中的第一切割线和第二切割单元中的第二切割线
可为同一条切割线。在此情形下,所述共用的切割线绕于所述多个第一切割轮、第一过渡轮、中间过渡轮、多个第二切割轮及第二过渡轮以形成首尾相接的闭环切割线。所述闭环切割线在被运行以执行切割的过程中可避免切割线的加速、减速过程对切割精度造成影响,使得切割精度提高,有益于简化后续工序。
147.当利用图2所示实施例中的切割装置2对硅棒加工平台的第一切割区位上的硅棒和第二切割区位上的硅棒进行切割时,驱动切割支座22相对切割架21下降,由切割支座22左右两侧的第一切割单元23和第二切割单元25同时对对应的第一切割区位上的硅棒和第二切割区位上的硅棒进行切割,其中,第一切割单元23对第一切割区位上的硅棒进行第一折面切割(第一切割单元23设有呈“γ”字型的两条正交的第一切割线锯),第二切割单元25对第二切割区位上的硅棒进行第二折面切割(第二切割单元25设有呈“γ”字型的两条正交的第二切割线锯)。由此可知,在本实施例中,切割装置2中的第一切割单元23和第二切割单元25共用切割支座22,通过驱动该共用的切割支座22作升降运动,可使得其上的第一切割单元23和第二切割单元25在同一时间内分别对第一切割区位上的硅棒进行第一折面切割和对第二切割区位上的硅棒进行第二折面切割。切割装置2整体上结构简单,控制便利,能提高硅棒切割效率及质量。
148.需注意的是,在本实施例中,第一切割单元23中对待切割硅棒进行第一折面切割时两条正交的第一切割线锯的交点位于待切割硅棒的截面内(包括交点位于截面圆周上的情况),第二切割单元25中对待切割硅棒进行第二折面切割时两条正交的第二切割线锯的交点位于待切割硅棒的截面内(包括交点位于截面圆周上的情况),从而使得形成的已切割硅棒获得尽可能大的截面(后续切片后得到的硅片表面积较大),减少后续研磨(例如磨面及倒角等)作业中材料的损耗,提高硅材料的利用率。
149.通过上述切割装置2,对待切割硅棒100执行第一切割作业(由第一切割单元23对硅棒100进行第一折面切割)和第二切割作业(由第二切割单元25对待切割硅棒100进行第二折面切割)之后,形成方形的硅棒(即,截面呈类矩形体的硅棒)。
150.在本技术的硅棒切磨一体机中,所述切割装置还包括调距单元。在如图1和图2所示的实施例中,所述切割装置包括切割架21、切割支座22、第一切割单元23、以及第二切割单元25之外,还包括第一调距单元53和第二调距单元55。其中,第一调距单元53设于切割支座22的第一支座侧翼,用于调整所述第一切割单元的位置;第二调距单元55设于切割支座22的第二支座侧翼,用于调整所述第二切割单元的位置。
151.当所述待切割硅棒置放于硅棒定位机构上其位置固定,通过调距单元调整相应切割单元的位置,即可调整所述切割单元21中至少一切割线锯的切割位置,可用以实现对硅棒的切割量控制,从而可根据生产工艺要求对不同尺寸的待切割硅棒进行切割和/或切割出不同尺寸的已切割硅棒。
152.以第一切割单元为例,通过第一调距单元调整第一切割单元的位置,即可调整所述第一切割单元21中至少一第一切割线锯的切割位置。以第二切割单元为例,通过第二调距单元调整第二切割单元的位置,即可调整所述第二切割单元21中至少一第二切割线锯的切割位置。
153.因此,在某些实施例中,所述第一调距单元包括第一线架调整机构,所述第一线架调整机构用于调整所述第一线架及其上的多个第一切割轮和第一过渡轮的位置,所述第二
调距单元包括第二线架调整机构,所述第二线架调整机构用于调整所述第二线架及其上的多个第二切割轮和第二过渡轮的位置。
154.结合图3和图4,图3显示为本技术硅棒切磨一体机中切割装置在一实施例中的俯视图,图4显示为本技术硅棒切磨一体机中切割装置的第一切割单元的结构示意图。
155.如图3和图4所示,所述第一调距单元包括第一线架调整机构53,第一线架调整机构53用于调整第一线架231及其上的多个第一切割轮233和第一过渡轮234的位置。所述调整第一线架231及其上的多个第一切割轮233和第一过渡轮234的位置可例如为驱动第一线架231及其上的多个第一切割轮233和第一过渡轮234沿x轴移动,使得第一切割单元中两条正交的第一切割线通过沿x轴移动而改变改变位置。例如,利用第一线架调整机构53驱动第一线架231及其上的多个第一切割轮233和第一过渡轮234沿x轴朝向硅棒转换装置4移动,可使得第一切割单元23中两条正交的第一切割线朝向硅棒转换装置4上的待切割硅棒移动,可增大对待切割硅棒的切割量或可对尺寸较小的待切割硅棒进行切割。利用第一线架调整机构53驱动第一线架231及其上的多个第一切割轮233和第一过渡轮234沿x轴背离硅棒转换装置4移动,可使得第一切割单元23中两条正交的第一切割线背离硅棒转换装置4上的待切割硅棒移动,可减小对待切割硅棒的切割量或可对尺寸较大的待切割硅棒进行切割。
156.类似地,所述第二调距单元包括第二线架调整机构55,第二线架调整机构55用于调整第二线架251及其上的多个第二切割轮253和第二过渡轮254的位置。所述调整第二线架251及其上的多个第二切割轮253和第二过渡轮254的位置可例如为驱动第二线架251及其上的多个第二切割轮253和第二过渡轮254沿y轴(所述y轴与x轴正交)移动,使得第二切割单元中两条正交的第二切割线通过沿x轴移动而改变改变位置。例如,利用第二线架调整机构55驱动第二线架251及其上的多个第二切割轮253和第二过渡轮254沿y轴朝向硅棒转换装置4移动,可使得第二切割单元25中两条正交的第二切割线朝向硅棒转换装置4上的待切割硅棒移动,可增大对待切割硅棒的切割量或可对尺寸较小的待切割硅棒进行切割。利用第二线架调整机构55驱动第二线架251及其上的多个第二切割轮253和第二过渡轮254沿y轴背离硅棒转换装置4移动,可使得第二切割单元25中两条正交的第二切割线背离硅棒转换装置4上的待切割硅棒移动,可减小对待切割硅棒的切割量或可对尺寸较大的待切割硅棒进行切割。
157.在某些实施例中,所述第一线架调整机构可包括第一丝杆和第一电机,其中,所述第一丝杆与第一线架关联,利用第一电机驱动第一丝杆正反转来驱动第一线架沿x轴前后移动。例如,第一电机驱动第一丝杆正转,驱动第一线架沿x轴朝向硅棒转换装置移动;第一电机驱动第一丝杆反转,驱动第一线架沿x轴背离硅棒转换装置移动。
158.类似地,所述第二线架调整机构可包括第二丝杆和第二电机,其中,所述第二丝杆与第二线架关联,利用第二电机驱动第二丝杆正反转来驱动第二线架沿y轴前后移动。例如,第二电机驱动第二丝杆正转,驱动第二线架沿y轴朝向硅棒转换装置移动;第二电机驱动第二丝杆反转,驱动第二线架沿y轴背离硅棒转换装置移动。
159.如图4所示,所述第一线架调整机构53可包括第一丝杆531、第一同步带533、以及第一电机535,其中,所述第一丝杆531与第一线架231关联,第一丝杆531通过第一同步带533与第一电机535的输出轴关联,利用第一电机535驱动第一丝杆531正反转来驱动第一线
架沿x轴前后移动。例如,第一电机535驱动第一丝杆531正转,驱动第一线架231沿x轴朝向硅棒转换装置移动;第一电机535驱动第一丝杆531反转,驱动第一线架231沿x轴背离硅棒转换装置移动。类似地,所述第二线架调整机构55可包括第二丝杆551、第二同步带553、以及第二电机555,其中,所述第二丝杆551与第二线架251关联,第二丝杆551通过第二同步带553与第二电机555的输出轴关联,利用第二电机555驱动第二丝杆551正反转来驱动第二线架沿y轴前后移动。例如,第二电机555驱动第二丝杆551正转,驱动第二线架251沿y轴朝向硅棒转换装置移动;第二电机555驱动第二丝杆551反转,驱动第二线架251沿y轴背离硅棒转换装置移动。在图4所示的实施例中,线架调整机构中的丝杆和电机之间通过同步带关联,可相对于丝杆与电机直连的方式,可节省机构在直线上(例如x轴或y轴)布局空间,结构更为紧凑。
160.在如图4所示的实施例中,第一线架调整机构还可包括设于第一线架231上的第一导轨537,利于第一线架231沿x轴移动的顺畅性,类似地,第二线架调整机构还可包括设于第二线架251上的第二导轨557,利于第二线架251沿y轴移动的顺畅性。
161.所述第一线架调整机构和第二线架调整机构仍可作其他的变化,例如,所述第一线架调整机构或第二线架调整机构可包括:滑移齿条、与滑移齿条啮合的转动齿轮、以及与转动齿轮关联的滑移驱动电机。
162.在某些示例中,所述至少一切割单元还包括至少一过渡轮,每一个过渡轮具有至少两个导线槽;其中,通过所述至少一调距机构驱动所述至少一切割单元中多个切割轮沿第二方向移动时,所述至少一切割单元中的至少一过渡轮与多个切割轮保持相对静止。
163.所述第一调距单元包括第一线架调整机构,第一线架调整机构用于调整所述第一线架及其上的多个第一切割轮和第一过渡轮的位置;所述第二切割单元包括:第二线架、设于所述第二线架上的多个第二切割轮和第二过渡轮、以及第二切割线,所述第二切割线绕于所述多个第二切割轮及第二过渡轮以形成两条正交的第二切割线锯;所述第二调距单元包括第二线架调整机构,第二线架调整机构用于调整所述第二线架及其上的多个第二切割轮和第二过渡轮的位置。
164.在第一切割单元或第二切割单元中,每一第一切割轮233上具有至少两个切割线槽,不同切割线槽相互平行,相邻两个切割线槽之间具有一切割线槽间距。不同的相邻两个切割线槽之间的切割线槽间距不作限制,其可以是相同的(即,等间距),也可以是不同的。例如,所述第一切割轮具有4个切割线槽,分别为1#切割线槽、2#切割线槽、3#切割线槽、4#切割线槽,1#切割线槽和2#切割线槽之间具有1#切割线槽间距,2#切割线槽和3#切割线槽之间具有2#切割线槽间距,3#切割线槽和4#切割线槽之间具有3#切割线槽间距。在某些情形下,1#切割线槽间距、2#切割线槽间距、3#切割线槽间距相同。在某些情形下,1#切割线槽间距、2#切割线槽间距、3#切割线槽间距不完全相同,例如,1#切割线槽间距、2#切割线槽间距、以及3#切割线槽间距中的两个相同一个不同,例如,1#切割线槽间距、2#切割线槽间距、以及3#切割线槽间距中的三个均不相同。
165.以第一切割单元为例,当所述第一切割线213变换绕于所述第一切割轮233上的切割线槽,则可利用第一线架调整机构调整所述第一线架上第一切割轮的位置。
166.例如,如图7所示,假设在初始时刻,第一切割线235是绕于第一切割轮233最外侧的一个切割线槽,当要将第一切割线235变换绕于所述第一切割轮233上的切割线槽时,例
如,要将第一切割线235的绕设位置由最外侧的一个切割线槽变换绕于其他切割线槽,则要根据最外侧的一个切割线槽与目标位置的切割线槽之间的间距确定第一切割轮233沿x轴的移动距离,如此,即可利用第一线架调整机构驱动第一线架及其上的第一切割轮和第一过渡轮沿x轴朝向硅棒转换装置移动与确定的移动距离对应距离,后续,将第一切割线235绕于目标位置的切割线槽,在绕设完成后,第一切割单元23中两条正交的第一切割线锯所形成的切割空间未作变化,即,切割量不变,如此,实现了第一切割线的换槽。当然,当利用第一线架调整机构驱动第一线架及其上的第一切割轮和第一过渡轮沿x轴朝向硅棒转换装置移动与确定的移动距离不是对应的,那么将第一切割线235绕于目标位置的切割线槽,在绕设完成后,第一切割单元23中两条正交的第一切割线锯所形成的切割空间会有所变化,即,切割量发生变化,这样,既实现了切割线换槽又实现了切割量调整。在上述描述中,第一切割线要换槽的原因包括但不限于原切割线槽因长期使用发生了达到需要更换程度的磨损。另外,要根据起始位置的切割线槽与目标位置的切割线槽之间的间距确定第一切割轮233沿x轴的移动距离是与第一切割轮中各切割线槽与x轴的关系来定的。在图6所示的实施例中,第一切割轮中切割线槽平面与x轴呈45
°
角,因此第一切割轮中起始位置的切割线槽与目标位置的切割线槽之间的间距与沿x轴的移动距离的关系满足勾股定理,即,两个切割线槽之间的间距与沿x轴的移动距离之比为
167.另外,在第一切割单元中,由于所述第一过渡轮与第一切割轮相对静止,当利用第一线架调整机构调整所述第一线架上第一切割轮的位置时,为使得第一切割线绕于位置变换后的第一切割轮233的切割线槽后的第一切割线锯与第一切割线绕于第一过渡轮的部分仍同处于同一平面(所述平面可例如为垂向面)内,所述第一过渡轮可作不同的设计。
168.在某些实施例中,所述第一过渡轮具有至少两个导向线槽,不同导向线槽相互平行,相邻两个导向线槽之间具有一导向线槽间距。不同的相邻两个导向线槽之间的导向线槽间距不作限制,其可以是相同的(即,等间距),也可以是不同的。例如,所述第一过渡轮具有4个导向线槽,分别为1#导向线槽、2#导向线槽、3#导向线槽、4#导向线槽,1#导向线槽和2#导向线槽之间具有1#导向线槽间距,2#导向线槽和3#导向线槽之间具有2#导向线槽间距,3#导向线槽和4#导向线槽之间具有3#导向线槽间距。在某些情形下,1#导向线槽间距、2#导向线槽间距、3#导向线槽间距相同。在某些情形下,1#导向线槽间距、2#导向线槽间距、3#导向线槽间距不完全相同,例如,1#导向线槽间距、2#导向线槽间距、以及3#导向线槽间距中的两个相同一个不同,例如,1#导向线槽间距、2#导向线槽间距、以及3#导向线槽间距中的三个均不相同。
169.在某些实施方式中,所述第一过渡轮中导向线槽的数量与第一切割轮中切割线槽的数量相同,且,所述第一过渡轮中各个导向线槽间距与所述第一切割轮中对应的各个切割线槽间距保持一致。例如,所述第一切割轮具有4个切割线槽,分别为1#切割线槽、2#切割线槽、3#切割线槽、4#切割线槽,1#切割线槽和2#切割线槽之间具有1#切割线槽间距,2#切割线槽和3#切割线槽之间具有2#切割线槽间距,3#切割线槽和4#切割线槽之间具有3#切割线槽间距,与之类似地,所述第一过渡轮具有4个导向线槽,分别为1#导向线槽、2#导向线槽、3#导向线槽、4#导向线槽,1#导向线槽和2#导向线槽之间具有1#导向线槽间距,2#导向线槽和3#导向线槽之间具有2#导向线槽间距,3#导向线槽和4#导向线槽之间具有3#导向线槽间距,其中,1#切割线槽间距与1#导向线槽间距相同,2#切割线槽间距与2#导向线槽间距
相同,3#切割线槽间距与3#导向线槽间距相同,4#切割线槽间距与4#导向线槽间距相同,在配置第一切割线轮和第一过渡轮时,只需将第一切割轮中的1#切割线槽与第一过渡轮中的1#导向线槽对齐即可确保2#切割线槽与2#导向线槽、3#切割线槽与3#导向线槽、4#切割线槽与4#导向线槽都对齐。
170.在此实现方式中,在利用第一线架调整机构调整所述第一线架上第一切割轮的位置时,所述第一线架上的第一过渡轮也随第一切割轮同步调整,将第一切割线变换绕于所述第一切割轮上的切割线槽时,所述第一切割线实质上也变换了绕于所述第一过渡轮上的导向线槽,并仍能确保第一切割线绕于第一切割轮上的切割线槽后的第一切割线锯与第一切割线绕于第一过渡轮上的过渡线槽后的部分仍同处于同一垂向面内。
171.在某些实施方式中,虽然所述第一过渡轮中具有至少两个导向线槽,但,由于以下一种或多种原因,例如,所述第一过渡轮中导向线槽的数量与第一切割轮中的切割线槽的数量不相同,或者,所述第一过渡轮中各个导向线槽之间的导向线槽间距与所述第一切割轮中各个切割线槽之间的切割线槽间距不一致,或者,第一切割轮和第一过渡轮配置安装的问题,未使得所述第一过渡轮中的导向线槽与所述第一切割轮中切割线槽完全对齐,此时,单纯通过第一线架调整机构调整时,不能确保所述第一过渡轮与第一切割轮相对静止。
172.在某些实施例中,所述第一过渡轮仅具有一导向线槽,单纯通过第一线架调整机构调整时,不能确保所述第一过渡轮与第一切割轮相对静止。另外,所述导线线槽可具有一更替的导线线槽衬套,在长时间使用磨损后,可替换新的投入使用。
173.由上可知,在某些状况下,单纯通过第一线架调整机构调整时,不能确保所述第一过渡轮与第一切割轮相对静止。有鉴于此,在某些实施例中,所述第一调距单元除第一线架调整机构之外还包括第一校准机构,所述第一校准机构用于驱动所述第一过渡轮相对所述第一切割轮移动,以使所述第一过渡轮中经第一切割线绕设的当前导线槽从对应于所述第一切割轮的第一切割线槽调整至对应于所述第一切割轮的第二切割线槽。
174.在某些实施例中,所述第一校准机构包括相互啮合的两个齿条,两个齿条分别设于第一切割轮和第一过渡轮上,通过两个齿条的相互移动,可驱动第一过渡轮与第一切割轮的相对移动。例如,在图6和图7所示的实施例中,所述第一校准机构83包括相互啮合的第一齿条831和第二齿条833,其中,第一齿条831对应关联于第一切割轮233,第二齿条833对应关联于第一过渡轮234,所述第一齿条831对应关联于第一切割轮233可例如所述第一齿条831设置于第一线架231上,所述第二齿条833对应关联于第一过渡轮234可例如所述第二齿条833设置于用于安装第一过渡轮的支架2344上。
175.所述第一齿条还可设有与第一切割轮中切割线槽的位置对应的切割线槽标识,与之对应地,所述第二齿条还可设有与第一过渡轮中导向线槽的位置对应的导向线槽标识。在如图5所示的实施例中,假设第一切割轮233中具有若干个切割线槽,例如为1个或多个,以8个为例,则所述第一齿条831上设有与第一切割轮233中切割线槽的位置对应的切割线槽标识,例如为标号“1、2、3、4、5、6、7、8”,其中,标号“1”与1#切割线槽对应,标号“2”与2#切割线槽对应,
……
,标号“7”与7#切割线槽对应,标号“8”与8#切割线槽对应。假设第一过渡轮234中具有若干个切割线槽,例如为1个或多个,以1个为例,则所述第二齿条833上设有与第一过渡轮中导向线槽的位置对应的导向线槽标识,例如为标号“0”。当第二齿条833上的导线槽标识与第一齿条831上切割线槽标识对应上了,就说明所述导线槽标识对应的第一
过渡轮234上的某一导线槽与所述切割线槽标识对应的第一切割轮233上的某一切割线槽是对齐的,例如,第二齿条833上的导向线槽标识“0”与第一齿条831上的切割线槽标识“5”对齐,则表明第一过渡轮234上的导线槽与第一切割轮233上的第五个切割线槽是对齐的。假设要使得第一过渡轮234上的导线槽与第一切割轮233上的第五个切割线槽对齐,驱动第一过渡轮234所在的支架2344相对第一线架231移动,此时,支架2344上的第二齿条833与第一线架231上的第一齿条831也发生相对移动,直至第二齿条833上的导向线槽标识“0”与第一齿条831上的切割线槽标识“5”对齐,则上的导向线槽标识“0”与第一齿条831上的切割线槽标识“5”对齐,则停止支架2344的移动,此时,第一过渡轮234上的导线槽与第一切割轮233上的第五个切割线槽对齐,完成校准作业。其中,所述驱动第一过渡轮234所在支架2344的实现方式可采用相应的驱动机构操作也可由操作人员手动操作,以采用驱动机构为例,所述驱动机构可配置在第一过渡轮234所在的支架2344上,用于驱动支架2344相对第一线架移动。
176.后,即可将第一切割线绕于位置变化后的第一切割轮233的切割线槽以及第一过渡轮234的导向槽上,从而使得第一切割线绕于位置变换后的第一切割轮233的切割线槽后的第一切割线锯与第一切割线绕于第一过渡轮的部分仍同处于同一平面(所述平面可例如为垂向面)内。
177.由上可知,通过所述第一调距单元中的第一线架调整机构驱动第一线架231及其上的多个第一切割轮233和第一过渡轮234沿x轴朝向或背离硅棒转换装置4移动,可使得第一切割单元23中两条正交的第一切割线朝向或背离硅棒转换装置4上的待切割硅棒移动,可调整对待切割硅棒的切割量或适用于不同尺寸的待切割硅棒;额外地,利用所述第一调距单元中的第一校准机构驱动第一过渡轮234与第一切割轮233的相对移动,使得所述第一过渡轮中经第一切割线绕设的当前导线槽从对应于所述第一切割轮的第一切割线槽调整至对应于所述第一切割轮的第二切割线槽,确保第一过渡轮与第一切割轮的相对静止。
178.关于与第二切割单元相关的第二调距单元,在某些实施例中,所述第二调距单元可包括第二线架调整机构,在某些实施例中,如图3所示,所述第二调距单元可包括第二线架调整机构55和第二校准机构85。关于第二线架调整机构、或者第二线架调整机构和第二校准机构的应用及其工作原理可参见前述第一线架调整机构、或者第一线架调整机构和第一校准机构的描述,在此不再赘述。
179.在本实施例中,根据前述可知,硅棒经开方切割后会形成边皮,为了不妨碍线切割装置的上升,需要及时对边皮卸料,针对边皮的卸料,一般的边皮卸料方式大多还是由操作人员手工操作将边皮脱离于已开方硅棒并将其搬离出硅棒开方设备,不仅效率低下,且在搬运过程中会使得边皮与已开方硅棒发生碰撞而增加已开方硅棒损伤的风险。有鉴于此,本技术硅棒切磨一体机还包括边皮卸料装置,所述边皮卸料装置用于将线切割装置对硅棒进行开方切割后形成的边皮予以卸料,即,在本实施例中,所述第一切割单元还包括第一边皮卸料装置,所述第一边皮卸料装置用于将所述第一切割单元对所述硅棒进行第一折面切割后形成的边皮予以卸料;所述第二切割单元还包括第二边皮卸料装置,所述第二边皮卸料装置用于将所述第二切割单元对所述硅棒进行第二折面切割后形成的边皮予以卸料。
180.如图1和图2所示,本技术硅棒切割一体机还包括与第一切割单元23对应的第一边皮卸料装置73、以及第二切割单元25对应的第二边皮卸料装置75。
181.请参阅图8和图9,其中,图8显示本技术硅棒切割一体机中第一边皮卸料装置和第二边皮卸载装置的状态一示意图,图9显示本技术硅棒切割一体机中第一边皮卸料装置和第二边皮卸载装置的状态二示意图。
182.由于第一边皮卸料装置和第二边皮卸料装置结构相同,故在此,仅以其中的第一边皮卸料装置为例进行说明。
183.一般地,所述第一边皮卸料装置可包括边皮提升单元和边皮夹持转运单元,其中,所述边皮提升单元用于提升所述边皮以使所述边皮的顶端凸出于已切割的硅棒,所述边皮夹持转运单元用于夹持边皮并将所述边皮予以转运。
184.所述边皮提升单元包括顶升件。如图8和9所示,所述第一边皮卸料装置73中边皮提升单元包括顶升件7311(所述第一边皮卸料装置75中边皮提升单元包括顶升件7511),所述顶升件7311设于第一切割单元中的第一线架231上,所述顶升件7311可被一伸缩部件驱动可作伸缩运动,所述顶升件7311受控作伸展运动后托住所述边皮的底部以顶升所述边皮。
185.在某些实施例中,所述顶升件包括抵靠板和承托板,所述抵靠板自所述承托板的底部向上延伸出,进一步地,所述抵靠板更可为与边皮的弧形表面相适配的弧形板,当所述抵靠板抵靠于边皮时,能与边皮的弧形表面充分接触,所述抵靠板与边皮接触的部位为圆滑设计或者在所述抵靠板中要有与边皮接触的内表面增设缓冲垫。所述承托板用于承托住边皮的底部,进一步地,所述承托板更可为与边皮的底面相适配弓形板。在其他实施例中,作为承托板的弓形板的弦边还可增设凸块,以可增加与边皮的底面的接触面积。
186.在某些实施例中,伸缩部件可例如为带有伸缩杆的气缸,其中,所述伸缩杆可通过连接结构与顶升件中的所述承托板连接,所述气缸可驱动所述伸缩杆以带动顶升件作伸缩运动。这里,所述顶升件作伸缩运动包括所述顶升件的收缩运动和所述顶升件的伸展运动,其中,所述顶升件的收缩运动具体指的是所述气缸驱动所述伸缩杆收缩以带动所述顶升件远离所述边皮,所述顶升件的伸展运动具体指的是所述气缸驱动所述伸缩杆伸展以带动所述顶升件靠近所述边皮。当然,前述伸缩部件也可采用其他实现方式,例如,所述伸缩部件也可例如为带有丝杠的伺服电机,所述丝杠与所述顶升件相连,由所述伺服电机的驱动所述丝杠转动以带动相连的所述顶升件作伸缩运动,例如,驱动所述丝杠正向转动带动所述顶升件作收缩运动及驱动所述丝杠逆向转动带动所述顶升件作伸展运动,或者,驱动所述丝杠正向转动带动所述顶升件作伸展运动及驱动所述丝杠逆向转动带动所述顶升件作收缩运动。关于第一边皮卸料装置的具体结构及其实现方式,可参考例如为cn208148230u等专利公开文献。
187.于实际应用中,在初始状态下,所述伸缩杆带动顶升件处于收缩状态,第一切割单元被驱动随着切割支座下降以使得第一切割单元中的第一切割线段对位于第一加工区位上的硅棒进行第一折面切割,直至第一切割线段贯穿硅棒,完成对硅棒的第一折面切割并形成边皮,此时,边皮提升单元已跟随第一线架下降至底部,所述气缸驱动所述伸缩杆伸展以带动所述顶升件靠近所述边皮直至所述顶升件中的抵靠板与所述边皮接触并实现抵靠,后续,第一切割单元被驱动跟随切割支座上升,边皮提升单元跟随切割支座上升,带动边皮相对已进行一次切割的硅棒发生上升位移,使得边皮的顶端凸出于硅棒,当边皮的顶端相较于硅棒凸出部分满足设定条件时,则可控制切割支座停止上升,如此,边皮的顶端即可作
为进行抓取的着力部位,使得边皮被抓取卸料,然后,所述气缸驱动所述伸缩杆收缩以带动所述顶升件回到初始状态的同时控制切割支座带动第一切割单元和边皮提升单元继续上升至硅棒上方以备执行下一次切割作业。
188.在其他实施例中,所述边皮提升单元可包括吸附件和驱动所述吸附件作伸缩运动的伸缩部件,所述吸附件受控于所述伸缩部件而抵靠于边皮并吸附住边皮。所述吸附件更可包括抵靠板和吸附元件。所述抵靠板可例如为与所述边皮的弧形表面相适配的弧形板,当所述抵靠板抵靠于所述边皮时,能与所述边皮的弧形表面充分接触。所述吸附元件可例如为真空吸盘,多个真空吸盘可布设于所述抵靠板中要与所述边皮接触的接触面上。所述伸缩部件可例如为带有伸缩杆的气缸或是带有丝杠的伺服电机,以带有伸缩杆的气缸为例,所述伸缩杆可通过连接结构与所述顶升件中的抵靠板连接,所述气缸可驱动所述伸缩杆收缩以带动所述抵靠板远离所述边皮,所述气缸可驱动所述伸缩杆伸展以带动所述抵靠板靠近所述边皮并在所述抵靠板与所述边皮接触后由所述吸附元件吸附住所述边皮。后续,切割支座被驱动上升,所述边皮提升单元和第一切割单元跟随切割支座上升,所述边皮提升单元利用吸附力可带动边皮相对硅棒发生上升位移,使得所述边皮的顶端凸出于硅棒。
189.在某些实施方式中,所述第一边皮卸料装置还可包括拨线机构,用于拨动对应的第一切割线锯或第二切割线锯朝向外侧扩张以避免第一切割线锯或第二切割线锯与所述已切割硅棒发生干涉。例如,所述拨线机构可包括:拨线件和用于驱动拨线件平移的拨线驱动源,或者,拨线件和通过传动件驱动所述拨线件以沿一弧线路径摆动的转动电机。关于拨线机构的具体结构及其实现方式,可参考例如为cn109129947a等专利公开文献。
190.另外,所述边皮卸料装置还可包括边皮夹持转运单元,设于机座的上方,用于夹持住所述边皮的顶端并拉升所述边皮以脱离硅棒。
191.在某些实施例中,所述边皮夹持转运单元包括:夹持机构,用于夹持或释放所述边皮的顶端;升降驱动机构,用于驱动所述夹持机构做升降移动以所述夹持机构将夹持的所述边皮脱离所述已切割硅棒。
192.所述升降驱动机构于驱动所述夹持机构作升降移动以所述夹持机构将夹持的所述边皮脱离所述已切割硅棒。所述升降机构可包括升降导向结构和升降驱动源,所述升降导向结构可沿垂向设置;所述升降驱动源与所述夹持机构关联,用于驱动所述夹持机构沿所述升降导向结构作升降运动。
193.如图8和图9所示,第一边皮卸料装置中的升降机构735包括升降导向结构7351和升降驱动源7353,其中,所述升降导向结构7351可例如为垂向设置的升降导杆,其数量可以为一个或多个,所述升降驱动源7353则可例如为带有同步带7355的伺服电机,在实际应用中,与所述夹持机构保持联动的活动基础结构7330(例如为活动块或活动板)活动设于升降导杆7351上且通过同步带7355与伺服电机7353保持联动。利用伺服电机正转或反转通过同步带7355驱动所述活动基础结构7330及其关联的加持机构沿升降导杆7351的设置方向作升降运动。关于第二边皮卸料装置,所述第二边皮卸料装置中的升降机构755包括升降导向结构7551和升降驱动源7553,其中,所述升降导向结构7551可例如为垂向设置的升降导杆,其数量可以为一个或多个,所述升降驱动源7553则可例如为带有同步带7555的伺服电机。
194.所述升降驱动机构中的升降导向结构和升降驱动源仍可有其他变化,例如,在其
他实施例中,在所述升降驱动机构中,所述升降导向结构可例如为升降杆,所述升降驱动源可例如为升降气缸,所述升降杆与夹持机构相连,利用升降气缸可控制所述升降杆伸缩以带动夹持机构作升降运动。在另外的实施例中,在所述升降驱动机构中,所述升降导向结构可例如为升降导杆或升降导轨,所述升降驱动源可例如为带有丝杆组件的伺服电机,所述丝杆组件与夹持机构(例如,所述丝杆组件与一活动基础结构关联,所述活动基础结构与夹持机构关联)相连,利用电机驱动丝杆组件升降以带动夹持机构作升降运动。
195.所述夹持机构可包括罩体和设置于所述罩体内部的夹持组件。如图10和图11所示,仍以第一边皮卸料装置为例,所述夹持机构733可包括罩体7331和夹持组件,其中,夹持组件,设于所述罩体内部;所述夹持组件与所述罩体主体之间形成供夹持所述边皮的夹持空间。
196.在某些实施例中,所述夹持组件可包括可伸缩的夹持件,所述可伸缩的夹持件设于所述罩体内部,所述夹持件与所述罩体之间形成供夹持所述边皮的夹持空间。在实施例中,所述罩体7331用于罩设于边皮,所述罩体的可罩入尺寸要略大于待切割硅棒的截面圆。在本实施例中,所述第一切割单元23包括两条正交的第一切割线锯,第二切割单元25包括两条正交的第二切割线锯,经第一切割单元23对硅棒进行切割后会形成两个呈90
°
角的边皮,经第二切割单元25对硅棒进行切割后会形成两个呈90
°
角的边皮,因此,所述罩体7331包括截面呈半圆形的弧形板,所述夹持组件包括两个正交的夹持件7333,所述两个正交的夹持件7333与所述两个正交的侧面对应。所述夹持件7333受控于一驱动源7335,利用所述驱动源7335可驱动夹持件7333作动,从而使得夹持件7333靠近或远离所述罩体7331。在某些实施例中,所述夹持件7333可例如为活动压块或摆臂,所述驱动源7335可例如为气缸,所述活动压块或摆臂直接与所述气缸的输出轴连接或通过连杆组件与所述气缸的输出轴连接,所述气缸可驱动所述活动压块或摆臂作动。例如,在一种情形下,由作为驱动源7335的气缸驱动作为夹持件7333的活动压块或摆臂朝向罩体7331摆动,通过所述夹持件7333和罩体7331夹持住位于它们之间的边皮101(可另请参阅图10和图11,显示为夹持组件与罩体配合夹持边皮的示意图)。在一种情形下,由作为驱动源7335的气缸驱动作为夹持件7333的活动压块或摆臂背向罩体7331摆动,增加所述夹持件7333和罩体7331之间的夹持空间,可释放原先被夹持的边皮101。
197.所述夹持组件的结构并不以此为限,在其他实施例中,所述夹持组件包括弧形板和可伸缩的夹持件,所述夹持件与所述弧形板之间形成供夹持所述边皮的夹持空间。
198.所述边皮夹持转运单元还可包括沿至少一方向移动的转运机构。所述转运机构可包括:导向结构和转运驱动源,所述导向结构沿至少一方向设置。在某些实施例中,如图8和图9所示,所述导向结构可沿一方向设置,第一边皮卸料装置73中的导向结构7371沿x轴设置,第二边皮卸料装置75中的导向结构7571沿y轴设置(如图2所示)。在图8和图9所示的实施例中,所述导向结构7371可例如为齿轨结构,所述驱动源7373为带有一驱动齿轮7375的伺服电机,其中,所述驱动齿轮7375与伺服电机7373的输出轴连接且所述驱动齿轮7375与所述齿轨结构7371啮合,利用所述伺服电机7373驱动所述驱动齿轮7375正转或反转以带动夹持组件及其所夹持的边皮沿齿轨结构7371的设置方向移动。
199.所述转运机构中的导向结构和转动驱动源仍可有其他变化,例如,在其他实施例中,所述导向结构也可例如滑轨结构,所述转运驱动源可例如为带有转运丝杆的伺服电机。
利用伺服电机驱动所述转运丝杆正转或反转以带动夹持组件及其所夹持的边皮沿滑轨结构的设置方向移动。
200.当应用前述的第一边皮卸料装置将所述第一切割单元对所述硅棒进行第一折面切割后形成的边皮予以卸料时,先驱动所述顶升件7311作伸展运动后托住所述边皮的底部以顶升所述边皮101,使得边皮101的顶部被顶升后凸出于硅棒100(或硅棒200),如图8所示;之后,控制所述夹持机构733移动至边皮处并驱动所述夹持机构733夹持住凸起的边皮101并通过升降驱动机构驱动夹持机构733及其所夹持的边皮101上升直至边皮101脱离硅棒100(或硅棒200),其中,边皮101脱离硅棒100(或硅棒200)指的是边皮101的底端要高于硅棒100(或硅棒200)的顶端,如图9所示;再利用转运机构,驱动所述夹持机构733及其所夹持的边皮101沿预设的导向结构移动以转运至边皮卸载区,在边皮卸载区将边皮101予以卸料。整个过程,操作便利,提高边皮卸载效率且不会造成对硅棒产生损伤。
201.在图1和图2所示的硅棒切磨一体机中,切割装置2包括:切割架21、切割支座22、第一切割单元23、以及第二切割单元25。但并不以此为限,在其他实施例中,本技术硅棒切磨一体机的切割装置仍可作其他变化。
202.在某些实施例中,所述切割装置可包括设于所述硅棒加工平台的第一切割区位的第一切割装置和设于所述硅棒加工平台的第二切割区位的第二切割装置,其中,第一切割装置和第二切割装置为两个独立的装置。
203.所述第一切割装置包括:第一切割架、第一切割支座、以及第一切割单元。
204.所述第一切割架设于机座上。所述第一切割架为柱状结构或框架结构,作为第一切割装置的支撑主体,可向第一切割装置中的其他部件提供支撑。
205.第一切割支座活动升降于所述第一切割架。在某些实施方式中,第一切割支座可通过升降机构活动升降于所述第一切割架。所述升降机构可包括有由升降电机、升降导轨、以及升降滑块等可实现第一切割支座进行垂向移动的机构,其中,升降导轨垂向设置于第一切割架上,所述升降滑块设置于第一切割支座的背部且与升降导轨相配合,为使得第一切割支座可实现稳定升降于机座的安装结构,可采用双导轨设计,即,采用两个升降导轨,这两个升降导轨并行设置。在所述升降电机(该升降电机可例如为伺服电机)驱动下,可实现第一切割支座借助升降导轨和所述升降滑块相对于第一切割架和机座作升降运动。
206.第一切割单元可至少包括四个第一切割轮,这四个第一切割轮可组合成两个正交的第一切割轮组,即,由沿着m轴相对设置两个第一切割轮组成一个第一切割轮组,由沿着n轴的两个第一切割轮组就组成一对第一切割轮组,其中,m轴与n轴正交。具体地,第一切割单元包括两个正交的第一切割轮组,其中,一个第一切割轮组包括前后(沿m轴)设置的两个第一切割轮,另一个第一切割轮组包括前后(沿n轴)设置的两个第一切割轮。
207.第一切割线依序绕设于第一切割单元中的各个第一切割轮后形成第一切割线网。于实际的应用中,第一切割线依序绕设于第一切割单元中的四个第一切割轮后形成两条相互正交的第一切割线锯,构成第一切割线网。具体地,第一切割线绕设于一个第一切割轮组中前后(沿m轴)设置的两个第一切割轮后形成一条第一切割线锯,第一切割线绕设于另一个第一切割轮组中前后(沿n轴)设置的两个第一切割轮后形成另一条第二切割线锯。如此,这两条相互正交的第一切割线锯配合形成呈“γ”字型的第一切割线网。
208.当然,在某些实施例中,第一切割单元中第一切割轮和第一切割线锯的设置位置、
方向、以及数量等也可作其他变化。
209.所述第二切割装置包括:第二切割架、第二切割支座、以及第二切割单元。
210.所述第二切割架设于机座上。所述第二切割架为柱状结构或框架结构,作为第二切割装置的支撑主体,可向第二切割装置中的其他部件提供支撑。
211.第二切割支座活动升降于所述第二切割架。在某些实施方式中,第二切割支座可通过升降机构活动升降于所述第二切割架。所述升降机构可包括有由升降电机、升降导轨、以及升降滑块等可实现第二切割支座进行垂向移动的机构,其中,升降导轨垂向设置于第二切割架上,所述升降滑块设置于第二切割支座的背部且与升降导轨相配合,为使得第二切割支座可实现稳定升降于机座的安装结构,可采用双导轨设计,即,采用两个升降导轨,这两个升降导轨并行设置。在所述升降电机(该升降电机可例如为伺服电机)驱动下,可实现第二切割支座借助升降导轨和所述升降滑块相对于第一切割架和机座作升降运动。
212.第二切割单元可至少包括四个第二切割轮,这四个第二切割轮可组合成两个正交的第二切割轮组,即,由沿着m轴相对设置两个第二切割轮组成一个第二切割轮组,由沿着n轴的两个第二切割轮组就组成一对第二切割轮组,其中,m轴与n轴正交。具体地,第二切割单元包括两个正交的第二切割轮组,其中,一个第一切割轮组包括前后(沿m轴)设置的两个第一切割轮,另一个第一切割轮组包括前后(沿n轴)设置的两个第一切割轮。
213.第二切割线依序绕设于第二切割单元中的各个第二切割轮后形成第二切割线网。于实际的应用中,第二切割线依序绕设于第二切割单元中的四个第二切割轮后形成两条相互正交的第二切割线锯,构成第二切割线网。具体地,第二切割线绕设于一个第二切割轮组中前后(沿m轴)设置的两个第二切割轮253后形成一条第二切割线锯,第二切割线绕设于另一个第二切割轮组中前后(沿n轴)设置的两个第二切割轮后形成另一条第二切割线锯。如此,这两条相互正交的第二切割线锯配合形成呈“γ”字型的第二切割线网。
214.当然,在某些实施例中,第二切割单元中第二切割轮和第二切割线锯的设置位置、方向、以及数量等也可作其他变化。
215.研磨装置3设于机座1上,用于对硅棒加工平台的研磨区位上的已完成开方切割的方形的硅棒进行研磨作业。在本实施例中,所述研磨作业包括磨面及倒角。
216.研磨装置3具有容纳空间,用于接纳通过硅棒转换装置4从第二切割区位转换至研磨区位上的已完成开方切割的硅棒。研磨装置3主要包括研磨支座31和至少一对研磨磨具33,至少一对研磨磨具33对向设置于研磨支座31上,用于对位于研磨区位处的已完成开方切割的硅棒进行研磨作业。
217.在本实施例中,已完成开方切割的硅棒的截面呈方形(硅棒整体呈类矩形体),具有四个竖切面和四个连接棱面,因此,磨具33为相对设置的至少一对,两者间留有供容纳硅棒200的容纳空间,当硅棒200被转换至研磨区位上且位于所述至少一堆磨具33之间的容纳空间之后,这至少一对研磨磨具33即可接触硅棒200中相对的一对竖切面或一对连接棱面,然后上、下活动进行研磨。
218.其中,研磨支座,活动设于所述机座上。在本实施例中,研磨支座31可通过第一滑移机构滑设于机座1。所述滑移机构可实现至少一个方向的滑移。例如,所述第一滑移机构可实现研磨支座31沿第一方向(如图2所示的沿x轴方向)滑移。具体地,所述第一滑移机构可包括第一方向滑轨、与第一方向滑轨对应的第一方向滑块或滑条、以及第一方向驱动源。
所述第一方向驱动源可例如为驱动电机。
219.磨具33可通过一第二滑移机构滑设于研磨支座31。
220.在某些实施例中,研磨装置3中的至少一对研磨磨具33为独立设置。以一对研磨磨具33为例,两个磨具33分别通过各自的第二滑移机构滑设于研磨支座31,其中,所述第二滑移机构可实现至少两个方向的滑移。具体地,所述第二滑移机构可包括第一方向滑移单元和第二方向滑移单元,其中,第一方向滑移单元即为升降滑移单元,包括设于研磨支座31上的升降导轨、设于一活动安装架上的升降滑块或滑条、以及升降驱动源。所述升降驱动源可例如为驱动电机。第二方向滑移单元则包括设于所述活动安装架上的第二方向导轨(所述第二方向即为如图2所示的y轴方向)、设于磨具33上的第二方向滑块或滑条、以及第二方向驱动源。所述第二方向驱动源可例如为驱动电机。
221.在某些实施例中,研磨装置3中的至少一对研磨磨具33为联合设置。以一对研磨磨具33为例,这两个磨具33通过第二滑移机构滑设于研磨支座31,其中,所述第二滑移机构可实现至少两个方向的滑移。具体地,所述第二滑移机构可包括第一方向滑移单元和第二方向滑移单元,其中,第一方向滑移单元即为升降滑移单元,包括设于研磨支座31上的升降导轨、设于一共用活动安装架上的升降滑块或滑条、以及升降驱动源。所述升降驱动源可例如为驱动电机。这两个磨具33通过第二方向滑移单元滑设于所述共用活动安装架上,所述第二方向滑移单元则包括设于所述共用活动安装架上的第二方向导轨(所述第二方向即为如图2所示的y轴方向)、设于磨具33上的第二方向滑块或滑条、以及第二方向驱动源。所述第二方向驱动源可例如为驱动电机。
222.在本实施例中,研磨支座31可通过第一滑移机构滑设于机座1,实现研磨支座31的进退,即,靠近硅棒或远离硅棒。磨具33可通过第二滑移机构滑设于研磨支座31,所述第二滑移机构可包括第一方向滑移单元和第二方向滑移单元,如此,磨具33可通过第一方向滑移单元滑设于研磨支座31,实现磨具33的升降,磨具33还可通过第二方向滑移单元滑设于研磨支座31,实现磨具33的进退,即,靠近硅棒或远离硅棒,控制硅棒的研磨量。
223.在某些实施例中,所述研磨磨具可包括主轴和至少一砂轮,其中,至少一砂轮设置于所述主轴的作业端。
224.在某些实施方式中,所述研磨装置中的每个磨具为双头结构。具体地,每个磨具包括:转动式底盘;设置于转动式底盘上的双头主轴,所述双头主轴的第一端设有粗磨砂轮,双头主轴的第二端设有精磨砂轮;驱动电机,用于驱动转动式底盘进行转动以使双头主轴中的粗磨砂轮和精磨砂轮调换位置。在实际应用中,在研磨时,先利用研磨装置中至少一对研磨磨具中双头主轴的粗磨砂轮对已完成开方切割的硅棒进行粗磨作业,之后,驱动转动式底盘进行转动以使双头主轴中的粗磨砂轮和精磨砂轮调换位置,利用研磨装置中至少一对研磨磨具中双头主轴的精磨砂轮对已完成开方切割的硅棒进行精磨作业。其中,所述粗磨作业可包括对已完成开方切割的硅棒的竖切面进行粗磨面以及连接棱面进行粗倒角,所述精磨作业可包括对已完成开方切割的硅棒的竖切面进行精磨面以及连接棱面进行精倒角。
225.在某些实施方式中,所述研磨装置中的每个磨具为双头结构。具体地,每个磨具包括:转动式底盘;设置于转动式底盘上的双头主轴,所述双头主轴的第一端设有粗磨砂轮,双头主轴的第二端设有精磨砂轮;驱动电机,用于驱动转动式底盘进行转动以使双头主轴
中的粗磨砂轮和精磨砂轮调换位置。在实际应用中,在研磨时,先利用研磨装置中至少一对研磨磨具中双头主轴的粗磨砂轮对已完成开方切割的硅棒进行粗磨作业,之后,驱动转动式底盘进行转动以使双头主轴中的粗磨砂轮和精磨砂轮调换位置,利用研磨装置中至少一对研磨磨具中双头主轴的精磨砂轮对已完成开方切割的硅棒进行精磨作业。其中,所述粗磨作业可包括对已完成开方切割的硅棒的竖切面进行粗磨面以及连接棱面进行粗倒角,所述精磨作业可包括对已完成开方切割的硅棒的竖切面进行精磨面以及连接棱面进行精倒角。
226.在某些实施方式中,所述研磨装置中的每个磨具包括相互嵌套的粗磨砂轮和精磨砂轮。例如,所述粗磨砂轮嵌套于所述精磨砂轮之内,或者,所述,所述精磨砂轮嵌套于所述粗磨砂轮之内。
227.例如,所述研磨磨具包括磨头座以及设于磨头座上的粗磨砂轮和精磨砂轮,其中,所述粗磨砂轮嵌套于所述精磨砂轮之内,所述精磨砂轮要大于所述粗磨砂轮,所述精磨砂轮为圆形且中间为空(即,圆环结构),所述粗磨砂轮则可以是圆形结构或者所述粗磨砂轮可以是圆形且中间为空(即,圆环结构)。其中,所述精磨砂轮的磨粒尺寸要小于所述粗磨砂轮的磨粒尺寸,所述精磨砂轮的磨粒密度要大于所述粗磨砂轮的磨粒密度。
228.当所述研磨磨具包括粗磨砂轮和精磨砂轮时,利用所述研磨磨具可对第一硅棒夹具或第二硅棒夹具所夹持的硅棒进行粗磨作业及精磨作业。因此,所述粗磨砂轮和所述精磨砂轮中的至少一个设有伸缩驱动机构。例如,当所述粗磨砂轮嵌套于所述精磨砂轮之内时,所述粗磨砂轮可设置一个伸缩驱动机构,在进行粗磨作业时,利用所述伸缩驱动机构驱动所述粗磨砂轮伸出并凸出于所述精磨砂轮,以利用所述凸出的粗磨砂轮对硅棒进行粗磨作业,而在进行精磨作业时,利用所述伸缩驱动机构驱动所述粗磨砂轮收缩并凹陷于所述精磨砂轮,以利用所述精磨砂轮对硅棒进行精磨作业。或者,当所述粗磨砂轮嵌套于所述精磨砂轮之内时,所述精磨砂轮可设置一个伸缩驱动机构,在进行粗磨作业时,利用所述伸缩驱动机构驱动所述精磨砂轮收缩并凹陷于所述粗磨砂轮,以利用所述粗磨砂轮对硅棒进行粗磨作业,而在进行精磨作业时,利用所述伸缩驱动机构驱动所述精磨砂轮伸出并凸出于所述粗磨砂轮,以利用所述凸出的精磨砂轮对硅棒进行精磨作业。
229.例如,所述精磨砂轮嵌套于所述粗磨砂轮之内,所述粗磨砂轮要大于所述精磨砂轮,所述粗磨砂轮为圆形且中间为空(即,圆环结构),所述精磨砂轮则可以是圆形结构或者所述精磨砂轮可以是圆形且中间为空(即,圆环结构)。其中,所述精磨砂轮的磨粒尺寸要小于所述粗磨砂轮的磨粒尺寸,所述精磨砂轮的磨粒密度要大于所述粗磨砂轮的磨粒密度。
230.当所述研磨磨具包括粗磨砂轮和精磨砂轮时,利用所述研磨磨具可对第一硅棒夹具或第二硅棒夹具所夹持的硅棒进行粗磨作业及精磨作业。因此,所述粗磨砂轮和所述精磨砂轮中的至少一个设有伸缩驱动机构。例如,当所述精磨砂轮嵌套于所述粗磨砂轮之内时,所述粗磨砂轮可设置一个伸缩驱动机构,在进行粗磨作业时,利用所述伸缩驱动机构驱动所述粗磨砂轮伸出并凸出于所述精磨砂轮,以利用所述凸出的粗磨砂轮对硅棒进行粗磨作业,而在进行精磨作业时,利用所述伸缩驱动机构驱动所述粗磨砂轮收缩并凹陷于所述精磨砂轮,以利用所述精磨砂轮对硅棒进行精磨作业。或者,当所述精磨砂轮嵌套于所述粗磨砂轮之内时,所述精磨砂轮可设置一个伸缩驱动机构,在进行粗磨作业时,利用所述伸缩驱动机构驱动所述精磨砂轮收缩并凹陷于所述粗磨砂轮,以利用所述粗磨砂轮对硅棒进行
粗磨作业,而在进行精磨作业时,利用所述伸缩驱动机构驱动所述精磨砂轮伸出并凸出于所述粗磨砂轮,以利用所述凸出的精磨砂轮对硅棒进行精磨作业。
231.在某些实施方式中,所述研磨装置包括研磨磨具和倒角磨具,其中,所述研磨磨具包括主轴以及至少一研磨砂轮组件,设置于所述主轴的作业端,所述倒角磨具设于所述研磨支座上,用于对已切割硅棒的棱边进行倒角或滚圆。
232.在本实施例中,如图2所示,研磨装置3主要包括研磨支座31、至少一对研磨磨具33、以及倒角磨具35,至少一对研磨磨具33对向设置于研磨支座31上,用于对位于研磨区位处的已完成开方切割的硅棒进行研磨作业,所述倒角磨具35设于研磨支座31上,用于对已切割硅棒的棱边进行倒角或滚圆。
233.所述倒角磨具可包括倒角砂轮。
234.在某些实施方式中,所述倒角磨具35可随着研磨磨具33一同移动,例如,沿x轴进退、沿y轴移动、以及沿垂向升降移动中的一种移动方式或多种移动方式的组合。
235.在某些实施例中,所述倒角磨具35可独立配置相应的倒角磨具进退机构和/或倒角磨具平移机构,所述倒角磨具进退机构用于驱动所述倒角磨具沿x轴进退,所述倒角磨具平移机构用于驱动所述倒角磨具沿y轴移动。
236.在实际应用中,可驱动倒角磨具沿重垂线方向移动以令所述倒角磨具接触硅棒棱边,驱动所述已切割硅棒沿其轴心线旋转以令硅棒棱边接触倒角磨具而实现滚圆,又或,驱动已切割硅棒沿其轴心线转动预设角度,以令硅棒棱边接触倒角磨具或者驱动倒角磨具进退以接触硅棒棱边从而实现倒角。
237.另外,所述倒角砂轮的轴心与已切割硅棒的轴心具有一偏移量。如图2所示,作为倒角磨具35的倒角砂轮的轴心与已切割硅棒的轴心(即,所述硅棒移送装置中硅棒夹具的夹持中心)具有一偏移量,从而可使得倒角砂轮的弦边部分与已切割硅棒接触,尽可能获得大的接触面积,提高倒角或滚圆的工作效率。
238.需说明的是,上述仅为示例性说明,并非用于限制本技术的保护范围,例如,在针对作为研磨装置的研磨作业描述中,是先执行硅棒的磨面作业后执行硅棒的倒角作业,但并不以此为限,在其他实施方式中,先执行硅棒的倒角作业后执行硅棒的磨面作业也是可行的,仍应属于本技术的保护范围。
239.后续,硅棒200经研磨装置3研磨作业后,则由硅棒转换装置4将硅棒200自研磨区位转换至等待区位,并再由硅棒装卸装置将经加工后的硅棒自硅棒加工平台的等待区位卸载。当然,在卸载硅棒200之前,如有必要,在等待区位,可由检测装置对经加工作业之后的硅棒200进行检测,例如,利用平整度检测仪对硅棒进行平面平整度检测。利用平整度检测仪,一方面,可通过对硅棒200的平面平整度检测来检验硅棒经过各个加工作业后是否符合产品要求,以确定各个加工作业的效果;另一方面,通过对硅棒200的平面平整度检测,也能间接获得各个加工装置中加工部件的磨损状况,以利于实时进行校准或修正,甚至维修或更换。
240.再有,在本技术切磨一体机中,在一可选实施例中,还可包括硅棒清洗装置。所述硅棒清洗装置可设于机座上,用于对硅棒进行及清洗。针对硅棒清洗装置而言,一般,硅棒经上述加工作业后,作业过程中产生的切割碎屑会附着于硅棒表面,因此,必要时,需要对硅棒进行必要的清洗。一般地,所述硅棒清洗装置包括有清洗刷头及与所述清洗刷头配合
的清洗液喷洒装置,在清洗时,由所述清洗液喷洒装置对着硅棒喷洒清洗液,同时,由电机驱动清洗刷头作用于硅棒,完成清洗作业。在实际应用中,所述清洗液可例如为纯水,所述清洗刷头可例如为旋转式刷头。
241.还有,本技术切磨一体机,特别需要指出的是,若切磨一体机对相应的加工作业装置作了增减,那么硅棒加工平台上的功能区位以及输送本体上的硅棒定位机构的数量及其位置关系均需作相应调整。
242.在某些实施例中,假设,硅棒多工位加工机省去了等待区位,硅棒转换装置也相应减少一个硅棒定位机构。进一步地,优选地,这三个硅棒定位机构两两之间所设置的角度也是与三个功能区位两两之间的角度分布相一致。如此,当某一个硅棒定位机构对应于某一个功能区位时,其他两个个硅棒定位机构也是分别与其他两个功能区位相对应。这样,在流水作业中,任一时刻,当每一个硅棒定位机构上均定位有一个硅棒且硅棒定位机构是与功能区位相对应时,则这些硅棒就位于对应的某一功能区位处执行着相应的加工作业。在一种可选实施例中,所述硅棒加工平台上的三个功能区位两两之间呈120
°
分布,因此,与之对应地,为圆盘形或圆环形的输送本体上的四个硅棒定位机构两两之间也呈120
°
分布。
243.还有,本技术切磨一体机,特别需要指出的是,若切磨一体机增设了相应的加工作业装置,那么硅棒加工平台上的功能区位以及输送本体上的硅棒定位机构的数量及其位置关系均需作相应调整。假设,硅棒多工位加工机增设了一个加工作业装置,硅棒加工平台上也会相应增设一个功能区位且硅棒转换装置也相应增加一个硅棒定位机构。进一步地,优选地,这五个硅棒定位机构两两之间所设置的角度也是与五个功能区位两两之间的角度分布相一致。如此,当某一个硅棒定位机构对应于某一个功能区位时,其他四个硅棒定位机构也是分别与其他四个功能区位相对应。这样,在流水作业中,任一时刻,当每一个硅棒定位机构上均定位有一个硅棒且硅棒定位机构是与功能区位相对应时,则这些硅棒就位于对应的某一功能区位处执行着相应的加工作业。在一种可选实施例中,所述硅棒加工平台上的五个功能区位两两之间呈72
°
分布,因此,与之对应地,为圆盘形或圆环形的输送本体上的四个硅棒定位机构两两之间也呈72
°
分布。
244.本技术公开的硅棒切磨一体机,集合了切割装置和研磨装置,可利用硅棒转换装置能将硅棒在各个加工装置之间有序且无缝地进行转移,并利用切割装置对硅棒进行开方切割以形成方形的硅棒以及利用研磨装置对开方切割后的方形的硅棒进行研磨,从而完成硅棒的开方及研磨多工序的一体化作业,提高生产效率及产品加工作业的品质。
245.本技术公开了一种硅棒切磨方法,应用于一硅棒切磨一体机中,所述硅棒切磨一体机包括具有硅棒加工平台的机座,所述硅棒加工平台设有切割区位和研磨区位,所述硅棒切磨一体机还包括切割装置、研磨装置以及硅棒转换装置,所述切割装置包括所述切割单元和调距单元。
246.本技术公开的硅棒切磨方法可包括如下步骤:
247.令硅棒转换装置将第一硅棒转换至切割区位,令切割装置中的切割单元对切割区位上的第一硅棒进行切割以形成两个正交的侧面,以将第一硅棒切割成截面呈矩形的硅棒;其中,所述切割装置中调距单元的切割位置由调距单元根据切割任务调整的;
248.令硅棒转换装置转动第一预设角度以将第一硅棒由切割区位转换至研磨区位以及将第二硅棒转换至切割区位,令研磨装置对研磨区位上的第一硅棒进行磨面及倒角,在
此阶段,令切割装置中的切割单元对切割区位上的第二硅棒进行切割以形成两个正交的侧面,以将第二硅棒切割成截面呈矩形的硅棒。
249.本技术公开的硅棒切磨方法,应用于前述的硅棒切磨一体机中,在执行硅棒切磨作业时,可令硅棒切割装置中的调距单元根据硅棒切割任务调整切割单元的切割位置以适应不同规格尺寸的硅棒,令硅棒转换装置将硅棒在各个加工装置之间有序且无缝地进行转移并令切割装置对硅棒进行两次折面切割以形成方形的硅棒以及令研磨装置对开方切割后的方形的硅棒进行研磨,从而完成硅棒的开方及研磨多工序的一体化作业,提高生产效率及产品加工作业的品质。
250.在某些实施例中,如图1所示,所述硅棒切磨一体机包括具有硅棒加工平台的机座,所述硅棒加工平台设有等待区位、第一切割区位、第二切割区位、以及研磨区位,所述硅棒切磨一体机还包括切割装置、研磨装置以及硅棒转换装置,所述硅棒加工平台的等待区位、第一切割区位、第二切割区位以及研磨区位两两相邻之间呈90
°
分布。在本实施例中,假设依照等待区位、第一切割区位、第二切割区位、以及研磨区位的顺序的走向被定义为正向。
251.本技术硅棒切磨方法可至少包括如下步骤:
252.步骤s101,令所述切割装置中的调距单元根据切割任务调整的所述切割装置中调距单元的切割位置。
253.步骤s103,将第一硅棒装载于等待区位,对所述第一硅棒进行预处理。在本实施例中,在步骤s101中,利用硅棒移送装置将待加工的第一硅棒转移至硅棒加工平台的等待区位。
254.关于利用硅棒移送装置将待加工的第一硅棒转移至硅棒平台的等待区位的具体方式可参见前文描述,在此不再赘述。
255.另外,所述预处理可包括利用定位检测装置对位于所述等待区位上的第一硅棒进行棱线检测和中心定位。
256.步骤s105,令硅棒转换装置转动第一预设角度以将第一硅棒由等待区位转换至第一切割区位,令切割装置中的第一切割单元对第一切割区位上的第一硅棒进行第一折面切割,在此阶段,将第二硅棒装载于等待区位并对所述第二硅棒进行预处理。
257.在步骤s105中,由于所述等待区位与所属第一切割区位之间呈90
°
,因此,所述令硅棒转换装置转动的第一预设角度即是令硅棒转换装置正向转动90
°
。
258.令硅棒转换装置4正向转动90
°
,将待加工的第一硅棒由等待区位转换至第一切割区位。
259.如此,可利用切割装置2中的第一切割单元23对第一切割区位上的第一硅棒进行切割。
260.当利用切割装置2中的第一切割单元23对第一切割区位上的第一硅棒进行切割时,结合图1,驱动切割支22相对切割架21下降,由切割支座22其中一侧的第一切割单元23对第一切割区位上的第一硅棒进行第一折面切割(第一切割单元23设有呈“γ”字型的第一切割线网)。
261.至于将第二硅棒装载于等待区位并对第二硅棒进行预处理,则可参考步骤s103中针对第一硅棒的描述,在此不再赘述。
262.步骤s107,令硅棒转换装置转动第一预设角度以将第一硅棒由第一切割区位转换至第二切割区位以及将第二硅棒由等待区位转换至第一切割区位,令切割装置对所述第二切割区位上的第一硅棒进行第二折面切割以及对第一切割区位上的第二硅棒进行第一折面切割,在此阶段,将第三硅棒装载于等待区位对所述第三硅棒进行预处理。
263.在步骤s107中,由于所述硅棒加工平台的等待区位、第一切割区位以及第二切割区位依序相差90
°
,因此,所述令硅棒转换装置转动的第一预设角度即是令硅棒转换装置正向转动90
°
。
264.令硅棒转换装置4正向转动90
°
,将第一硅棒由第一切割区位转换至第二切割区位以及将第二硅棒由等待区位转换至第一切割区位。
265.如此,可利用切割装置2对硅棒加工平台的第二切割区位上的第一硅棒和第一切割区位上的第二硅棒进行切割。
266.当切割装置2对硅棒加工平台的第一切割区位上的第二硅棒和第一切割区位上的第二硅棒100进行切割时,结合图1,驱动切割支座22相对切割架21下降,由切割支座22左右两侧的第一切割单元23和第二切割单元25同时对对应的第一切割区位上的第二硅棒和第二切割区位上的第一硅棒进行切割,其中,第一切割单元23对第一切割区位上的第二硅棒进行第一折面切割(第一切割单元23设有呈“γ”字型的第一切割线网),第二切割单元25对第二切割区位上的第一硅棒进行第二折面切割(第二切割单元25设有呈“γ”字型的第二切割线网)。其中,需注意的是,在利用第二切割单元25对第二切割区位上的第一硅棒进行第二折面切割之前,由于前述折面切割的问题,还需利用硅棒转换装置6中的硅棒定位机构带动第一硅棒正向或逆向转动180
°
,以调整切割面。如此,位于第二切割区位上的第一硅棒经第二切割单元25进行第二折面切割之后,就形成整体呈方形的硅棒。
267.至于将第三硅棒装载于等待区位对第三硅棒进行预处理,则可参考步骤s103中针对第一硅棒的描述,在此不再赘述。
268.步骤s109,令硅棒转换装置转动第一预设角度以将第一硅棒由第二切割区位转换至研磨区位、将第二硅棒由第一切割区位转换至第二切割区位、将第三硅棒由等待区位转换至第一切割区位,令研磨装置对研磨区位上的第一硅棒进行磨面及倒角,在此阶段,令切割装置对所述第二切割区位上的第二硅棒进行第二折面切割以及对第一切割区位上的第三硅棒进行第一折面切割,同时,将第四硅棒装载于等待区位对所述第四硅棒进行预处理。
269.在步骤s109中,由于所述硅棒加工平台的等待区位、第一切割区位、第二切割区位以及研磨区位依序相差90
°
,因此,所述令硅棒转换装置转动的第一预设角度即是令硅棒转换装置正向转动90
°
270.令硅棒转换装置4正向转动90
°
,将第一硅棒由第二切割区位转换至研磨区位、将第二硅棒由第一切割区位转换至第二切割区位、将第三硅棒由等待区位转换至第一切割区位。
271.如此,可利用研磨装置3对硅棒加工平台的研磨区位上的第一硅棒进行研磨作业。关于利用研磨装置3对硅棒加工平台的研磨区位上的第一硅棒进行研磨作业的具体方式可参见前文描述,在此不再赘述。
272.同时,可利用切割装置2对硅棒加工平台的第一切割区位上的第三硅棒和第二切割区位上的第二硅棒进行切割。
273.当利用切割装置2对硅棒加工平台的第一切割区位上的第三硅棒和第二切割区位上的第二硅棒进行切割时,结合图1,驱动切割支座22相对切割架21下降,由切割支座22左右两侧的第一切割单元23和第二切割单元25同时对对应的第一切割区位上的第三硅棒和第二切割区位上的第二硅棒进行切割,其中,第一切割单元23对第一切割区位上的第三硅棒进行第一折面切割(第一切割单元23设有呈“γ”字型的第一切割线网),第二切割单元25对第二切割区位上的第二硅棒进行第二折面切割(第二切割单元25设有呈“γ”字型的第二切割线网)。其中,需注意的是,在利用第二切割单元25对第二切割区位上的第二硅棒进行第二折面切割之前,由于前述折面切割的问题,还需利用硅棒转换装置6中的硅棒定位机构带动第二硅棒正向或逆向转动180
°
,以调整切割面。如此,位于第二切割区位上的第二硅棒经第二切割单元25进行第二折面切割之后,就形成整体呈方形的硅棒。
274.至于将第四硅棒装载于等待区位对第四硅棒进行预处理,则可参考步骤s103中针对第一硅棒的描述,在此不再赘述。
275.步骤s111,令硅棒转换装置转动第二预设角度以将第一硅棒由研磨区位转换至等待区位、将第二硅棒由第二切割区位转换至研磨区位、将第三硅棒由第一切割区位转换至第二切割区位、将第四硅棒由等待区位转换至第一切割区位,将第一硅棒从等待区位卸载并装载第五硅棒,对所述第五硅棒进行预处理,在此阶段,令研磨装置对研磨区位上的第二硅棒进行磨面及倒角,令切割装置对所述第二切割区位上的第三硅棒进行第二折面切割以及对第一切割区位上的第四硅棒进行第一折面切割。
276.在步骤s111中,由于所述硅棒加工平台的等待区位、第一切割区位、第二切割区位以及研磨区位依序相差90
°
,因此,所述令硅棒转换装置转动的第一预设角度即是令硅棒转换装置正向转动90
°
或者逆向转动270
°
。其中,令硅棒转换装置逆向转动270
°
,可使得硅棒转换装置回到初始位置,可释放正向旋转过程中缠绕的线缆。
277.令硅棒转换装置4逆向(即图2中逆时针箭头)转动270
°
,将第一硅棒由研磨区位转换至等待区位、将第二硅棒由第二切割区位转换至研磨区位、将第三硅棒由第一切割区位转换至第二切割区位、以及将第四硅棒由等待区位转换至第一切割区位。
278.如此,可利用硅棒移送装置6将等待区位上的经加工后的第一硅棒转移出所述硅棒加工平台,并将待加工的第五硅棒108转移至所述硅棒加工平台的等待区位。
279.同时,利用研磨装置3对硅棒加工平台的研磨区位上的第二硅棒进行研磨作业。关于利用研磨装置3对硅棒加工平台的研磨区位上的第二硅棒进行研磨作业的具体方式可参见前文描述,在此不再赘述。
280.同时,可利用切割装置2对硅棒加工平台的第一切割区位上的第四硅棒和第二切割区位上的第三硅棒进行切割。
281.当利用切割装置2对硅棒加工平台的第一切割区位上的第四硅棒和第二切割区位上的第三硅棒进行切割时,结合图1,驱动切割支座22相对切割架21下降,由切割支座22左右两侧的第一切割单元23和第二切割单元25同时对对应的第一切割区位上的第四硅棒和第二切割区位上的第三硅棒进行切割,其中,第一切割单元23对第一切割区位上的第四硅棒进行第一折面切割(第一切割单元23设有呈“γ”字型的第一切割线网),第二切割单元25对第二切割区位上的第三硅棒进行第二折面切割(第二切割单元25设有呈“γ”字型的第二切割线网)。其中,需注意的是,在利用第二切割单元25对第二切割区位上的第三硅棒进行
第二折面切割之前,由于前述折面切割的问题,还需利用硅棒转换装置4中的硅棒定位机构带动第三硅棒正向或逆向转动180
°
,以调整切割面。如此,位于第二切割区位上的第三硅棒经第二切割单元25进行第二折面切割之后,就形成整体呈方形的硅棒。
282.通过前述的硅棒切磨方法,能将硅棒在各个加工装置之间有序且无缝地进行转移,并同时能对硅棒进行开方切割以形成方形的硅棒以及对开方切割后的方形的硅棒进行研磨,从而完成硅棒的开方及研磨多工序的一体化作业,提高生产效率及产品加工作业的品质。
283.上述实施例仅例示性说明本技术的原理及其功效,而非用于限制本技术。任何熟悉此技术的人士皆可在不违背本技术的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本技术所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本技术的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。