1.本实用新型涉及一种管材生产领域,具体是一种多孔硅芯管生产线。
背景技术:
2.硅芯管是一种内壁带有硅胶质固体润滑剂的新型复合管道,密封性能好,耐化学腐蚀,工程造价低,广泛运用于高速公路,铁路等的光电缆通信网络系统。目前,多孔硅芯管在生产时,需要多台挤出机同步挤压,并分别生产出单独的硅芯管后,再通过排管器将它们按一定的排序进行并行汇集,然后在它们的外表面包覆外层护套管,从而制造出多孔硅芯管。其中,排管器的使用会增加生产成本,占用生产场地空间,同时排管器在使用时容易造成硅芯管排序出错或缠绕,工作稳定性差,而且还需要人工对它的工作情况进行观察,无法实现全自动生产需求。因此,有必要进一步改进。
技术实现要素:
3.本实用新型的目的旨在提供一种多孔硅芯管生产线,以克服现有技术中的不足之处。
4.按此目的设计的一种多孔硅芯管生产线,包括挤出机和管材模具,其特征在于:所述挤出机包括第一挤出机、第二挤出机和第三挤出机;所述管材模具包括内管模具和外管包覆模具。
5.所述第一挤出机、第二挤出机的挤料端分别与内管模具的进料端连通,并完成多个内管的同时挤出成型。
6.所述多个成型内管同时进入外管包覆模具内。
7.所述第三挤出机的挤料端与外管包覆模具的进料端连通,并完成多个成型内管的外层包覆。
8.所述内管模具设置有若干个,若干个内管模具按一定顺序排列设置、且之间的轴线相互平行。
9.本生产线还包括内管模具料盘;所述若干个内管模具按一定顺序排列在内管模具料盘上,并通过第一挤出机、第二挤出机的配合同时完成多个内管挤出成型。
10.所述多个内管成型后的排列方式与若干个内管模具在内管模具料盘上排列设置的方式相互对应,其中,多个内管成型后按一定排列方式同时进入外管包覆模具内。
11.所述第二挤出机对应内管模具设置有若干个,若干个第二挤出机的挤料端分别与若干个内管模具的进料端连通。
12.所述内管模具料盘对应若干个内管模具的进料端分别设置有连通孔;所述第一挤出机的挤料端分别通过连通孔与若干个内管模具的进料端连通。
13.所述若干个内管模具前端和侧部分别设置有进料端;所述若干个第二挤出机位于内管模具料盘外侧、且分别与内管模具侧部的进料端连通;所述第一挤出机位于内管模具料盘前端、且与内管模具前端的进料端连通。
14.所述外管包覆模具前端和侧部分别设置有进料端;所述多个内管成型后按一定排列方式同时经外管包覆模具前端的进料端进入外管包覆模具内;所述第三挤出机位于外管包覆模具外侧、且其挤料端与外管包覆模具侧部的进料端连通。
15.所述第一挤出机、第二挤出机和第三挤出机上分别设置有原料混合装置,并分别通过原料混合装置进行混料;所述内管模具与外管包覆模具之间依次设置有真空箱、加热箱;外管包覆模具后端依次设置有冷却箱、牵引机。
16.上述多孔硅芯管生产线的生产方法包括以下步骤:
17.一、内管混料;将若干份硅芯内管的专用料分别放置在第一挤出机、若干个第二挤出机的原料混合装置上,原料混合装置将若干份硅芯内管的专用料进行搅拌混合,并制成内管混合料,然后将内管混合料输入到第一挤出机和若干个第二挤出机内;
18.二、内管成型:第一挤出机、若干个第二挤出机分别将内管混合料挤出至若干个内管模具内,并通过若干个内管模具的作用同时完成多个内管挤出成型;
19.在这一过程中,原料混合装置重复步骤一的动作,不断将新的内管混合料输入到第一挤出机和若干个第二挤出机内,如此避免第一挤出机、若干个第二挤出机因缺乏内管混合料导致内管中断的问题;
20.三、内管冷却定型:多个内管挤出成型后按一定排列方式进入真空箱内,并通过真空箱的作用进行抽空、冷却、且定型;
21.四、内管加热:多个内管经真空箱抽空、冷却、且定型后按一定排列方式同时进入加热箱,并通过加热箱的作用进行加热;
22.五、外管混料;将若干份硅芯外管的专用料放置在第三挤出机的原料混合装置上,原料混合装置将若干份硅芯外管的专用料进行搅拌混合,并制成外管混合料,然后将外管混合料输入到第三挤出机内;
23.六、外管包覆:多个内管经加热箱加热后按一定排列方式同时经外管包覆模具前端的进料端进入外管包覆模具内,而且第三挤出机将外管混合料挤出至外管包覆模具内,并对多个内管进行包覆,再从外管包覆模具的出料端挤出;
24.在这一过程中,原料混合装置重复步骤五的动作,不断将新的外管混合料输入到第三挤出机内,如此避免第三挤出机因缺乏外管原料导致外管中断的问题;
25.七、成品冷却定型:包覆了外管的多个内管进入冷却箱内,并通过真空箱的作用进行冷却定型,并完成多孔硅芯管;
26.八、牵引盘管:多孔硅芯管成品在牵引机的作用下进行牵引,并最终盘绕成卷。
27.本实用新型通过上述结构的改良,利用第一挤出机、第二挤出机、内管模具的配合,从而完成多个内管的同时挤出成型,由于多个内管可以同时挤出成型,因为使多个内管之间能够按一定顺序进行排列、且出料,并同时进入外管包覆模具内,随后再利用第三挤出机、外管包覆模具的配合,从而完成多个成型内管的外层包覆,由于多个内管能够直接进入外管包覆模具内,因此可以减少现有技术需要另外增加排管器对多个内管进行排列的问题,降低生产成本,同时还能减少生产线的占用空间,并且由于多个内管从内管模具出来后已经完成位置排列,所以可以有效地解决了现有技术的多个内管因排管器工作稳定性差,容易出现排序错误或缠绕的问题,以提高成品的合格率,同时多个内管的挤出成型、外管包覆均能全自动的运行,以减少人工成本的投入。
28.综合而言,其具有结构简单合理,性能优异,占地面积小,生产成本低,成品合格率高等特点,同时生产过程全自动化、智能化进行,实用性强。
附图说明
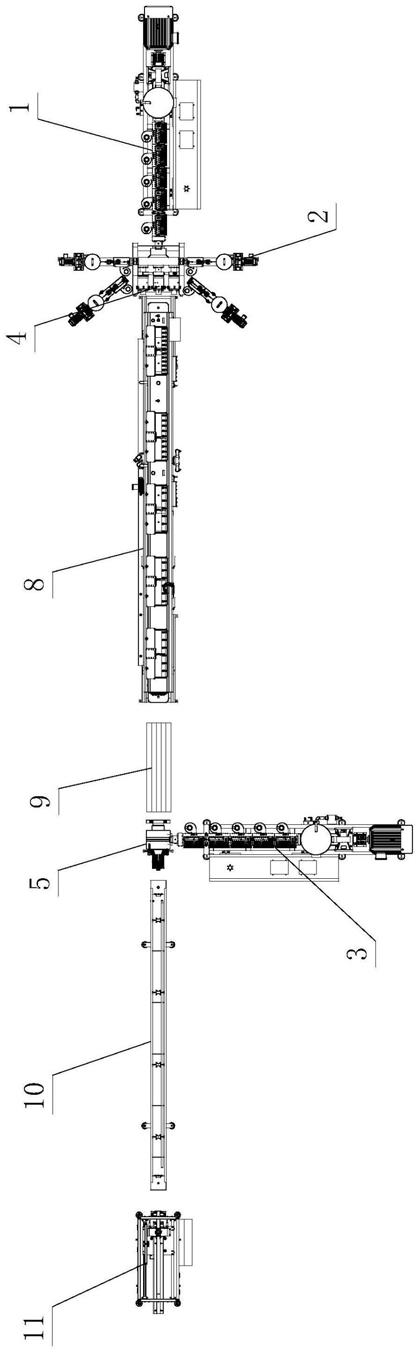
29.图1为本实用新型一实施例的生产线布局示意图(俯视)。
30.图2为本实用新型一实施例的生产线布局示意图(正视)。
31.图3、图4为本实用新型一实施例的挤出机结构示意图。
32.图5为本实用新型一实施例的第二挤出机、内管模具、内管模具料盘结构示意图。
33.图6为本实用新型一实施例的内管模具、内管模具料盘结构示意图。
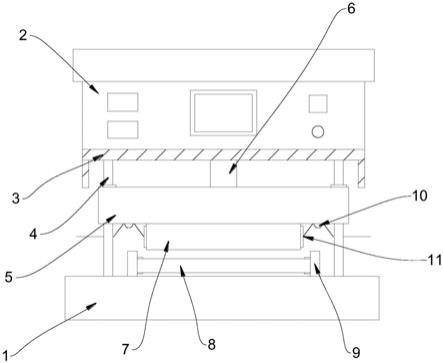
34.图7、图8为本实用新型一实施例的真空箱结构示意图。
35.图9、图10为本实用新型一实施例的牵引机结构示意图。
具体实施方式
36.下面结合附图及实施例对本实用新型作进一步描述。
37.参见图1
‑
图10,本多孔硅芯管生产线,包括挤出机和管材模具;所述挤出机包括第一挤出机1、第二挤出机2和第三挤出机3;所述管材模具包括内管模具4和外管包覆模具5。
38.所述第一挤出机1、第二挤出机2的挤料端分别与内管模具4的进料端连通,并完成多个内管的同时挤出成型。
39.所述多个成型内管同时进入外管包覆模具5内。
40.所述第三挤出机3的挤料端与外管包覆模具5的进料端连通,并完成多个成型内管的外层包覆。
41.具体地讲,所述内管模具4设置有若干个,若干个内管模具4按一定顺序排列设置、且之间的轴线相互平行。
42.本生产线还包括内管模具料盘6;所述若干个内管模具4按一定顺序排列在内管模具料盘6上,并通过第一挤出机1、第二挤出机2的配合同时完成多个内管挤出成型。
43.所述多个内管成型后的排列方式与若干个内管模具4在内管模具料盘6上排列设置的方式相互对应,其中,多个内管成型后按一定排列方式同时进入外管包覆模具5内。
44.所述第二挤出机2对应内管模具4设置有若干个,若干个第二挤出机2的挤料端分别与若干个内管模具4的进料端连通。
45.所述内管模具料盘6对应若干个内管模具4的进料端分别设置有连通孔;所述第一挤出机1的挤料端分别通过连通孔与若干个内管模具4的进料端连通。
46.所述若干个内管模具4前端和侧部分别设置有进料端;所述若干个第二挤出机2位于内管模具料盘6外侧、且分别与内管模具4侧部的进料端连通;所述第一挤出机1位于内管模具料盘6前端、且与内管模具4前端的进料端连通。
47.所述外管包覆模具5前端和侧部分别设置有进料端;所述多个内管成型后按一定排列方式同时经外管包覆模具5前端的进料端进入外管包覆模具5内;所述第三挤出机3位于外管包覆模具5外侧、且其挤料端与外管包覆模具5侧部的进料端连通。
48.所述第一挤出机1、第二挤出机2和第三挤出机3上分别设置有原料混合装置7,并分别通过原料混合装置7进行混料;所述内管模具4与外管包覆模具5之间依次设置有真空
箱8、加热箱9;外管包覆模具5后端依次设置有冷却箱10、牵引机11。
49.即本生产线按生产流程依次设置有第一挤出机1、内管模具4、真空箱8、加热箱9、外管包覆模具5、冷却箱10和牵引机11。
50.第二挤出机2设置在内管模具4外侧,其能够挤出熔融的硅芯内管材料,并通过硅芯内管挤出模头挤出至内管模具4内,最后从内管模具4挤出、且成型为硅芯内管。
51.第三挤出机3设置在外管包覆模具5外侧,其能够挤出熔融的硅芯外管材料,并通过硅芯外管挤出模头挤出至外管包覆模具5内,再包覆在多个成型内管外表面,最后从外管包覆模具5挤出、且成型为多孔硅芯管。
52.即上述的挤出机结构如图3、图4所示,它们均设置有工作台12,工作台上设置有机头体13,机头体13一端通过流通套连接有挤出模头14,机头体13上端连接有原料混合装置7,机头体13另一端设置有驱动电机15,内部则设置有与驱动电机15驱动连接的推送螺杆。
53.由于生产过程中,各挤出机生产出来的管道处于高温状态,其存有容易变形的问题,因此在内管模具4、外管包覆模具5外端分别设置有真空箱8、冷却箱10。
54.真空箱8结构如图7、图8所示,其内设置有管材定径套16,管材定径套16的周围设置有冷却水管17,其内部通有循环的冷却水,外侧设置有循环泵18和连接管19,连接管19分别与冷却水管17、循环泵18连通。多个成型内管进入真空箱8内后,在管材定径套16内部进行定型,通过对真空箱8进行抽真空,使得多个成型内管在定径套16内膨胀而定型。
55.同样的,冷却箱10内部通有循环的冷却水,当高温管道从各冷却箱10的内部穿过时,冷却水能够给管道迅速降温,从而达到给管道降温定型的目的。
56.牵引机11结构如图9、图10所示,其包括牵引机本体20和牵引机出口端的支架21,支架21上固定有呈中空状的套筒22,套筒22内滑移连接有滑移件23,滑移件23伸出套筒22、且伸出套筒22的一端固定连接有用于支撑管材的支撑组件。多孔硅芯管支撑在支撑组件上,并通过滑移件、套筒的配合进行牵引。
57.上述多孔硅芯管生产线的生产方法包括以下步骤:
58.一、内管混料;将若干份硅芯内管的专用料分别放置在第一挤出机1、若干个第二挤出机2的原料混合装置7上,原料混合装置7将若干份硅芯内管的专用料进行搅拌混合,并制成内管混合料,然后将内管混合料输入到第一挤出机1和若干个第二挤出机2内;
59.二、内管成型:第一挤出机1、若干个第二挤出机2分别将内管混合料挤出至若干个内管模具4内,并通过若干个内管模具4的作用同时完成多个内管挤出成型;
60.在这一过程中,原料混合装置7重复步骤一的动作,不断将新的内管混合料输入到第一挤出机1和若干个第二挤出机2内,如此避免第一挤出机1、若干个第二挤出机2因缺乏内管混合料导致内管中断的问题;
61.三、内管冷却定型:多个内管挤出成型后按一定排列方式进入真空箱8内,并通过真空箱8的作用进行抽空、冷却、且定型;
62.四、内管加热:多个内管经真空箱8抽空、冷却、且定型后按一定排列方式同时进入加热箱9,并通过加热箱9的作用进行加热;
63.五、外管混料;将若干份硅芯外管的专用料放置在第三挤出机3的原料混合装置7上,原料混合装置7将若干份硅芯外管的专用料进行搅拌混合,并制成外管混合料,然后将外管混合料输入到第三挤出机3内;
64.六、外管包覆:多个内管经加热箱9加热后按一定排列方式同时经外管包覆模具5前端的进料端进入外管包覆模具5内,而且第三挤出机3将外管混合料挤出至外管包覆模具5内,并对多个内管进行包覆,再从外管包覆模具5的出料端挤出;
65.在这一过程中,原料混合装置7重复步骤五的动作,不断将新的外管混合料输入到第三挤出机3内,如此避免第三挤出机3因缺乏外管原料导致外管中断的问题;
66.七、成品冷却定型:包覆了外管的多个内管进入冷却箱10内,并通过真空箱8的作用进行冷却定型,并完成多孔硅芯管;
67.八、牵引盘管:多孔硅芯管成品在牵引机11的作用下进行牵引,并最终盘绕成卷。
68.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。