1.本实用新型涉及汽配件加工夹具领域,尤其是一种汽车发电机端盖加工固线夹安装孔工装。
背景技术:
2.汽车发电机端盖是汽车发电机的主要部件之一,而加工端盖固线夹安装孔是汽车发电机端盖加工中的重要工序,一旦汽车发电机端盖固线夹安装孔位置超差,就会出现汽车发电机到主机厂无法装配线束的失效现象。目前汽车发电机端盖固线夹安装孔加工通过工装用钻床加工。由于目前工装定位问题及端盖毛坯为盲孔,加工时需操作工对加工的位置进行调整后才可以正常作业,每批加工时都需要重新调整加工的位置,费时费力,且人工的调整也会存在失误。
技术实现要素:
3.本实用新型要解决上述现有技术的缺点,提供一种车发电机端盖加工固线夹安装孔工装用以解决上述问题。
4.本实用新型解决其技术问题采用的技术方案:这种汽车发电机端盖加工固线夹安装孔工装,包括底板、端盖安装件打孔导向件以及端盖限位件,端盖安装件设置在底板且在其前端面设置定位芯,并允许定位芯沿其自身轴线自转,打孔导向件设置在端盖安装件的上表面,并具有用以引导钻头进入的导向孔,端盖限位件设置在底板并位于定位芯的前端,其调节自身长度可改变端盖的打孔位置。
5.进一步完善,端盖安装件呈矩状并竖向设置于底板,底板具有沿自身竖向方向延伸的安装槽,并供端盖安装件安装于内。
6.进一步完善,端盖安装件的下表面通过两侧设置延伸块延长其下表面的横向宽度。
7.进一步完善,端盖安装件的上表面通过两侧设置直角过渡缩短其上表面的横向宽度。
8.进一步完善,端盖安装件背离定位芯的后端面还设有以端盖安装件的竖向中心线为中心左右对称分布的两个支撑销,支撑销呈l状其竖向端与端盖安装件连接、横向端与底板连接。
9.进一步完善,打孔导向件呈矩状,且其横向宽度与端盖安装件的上表面的横向宽度等长,打孔导向件的纵向宽度为两个端盖安装件的纵向宽度,并且其后端面与端盖安装件的后端面在同一水平面。
10.进一步完善,打孔导向件的前端面通过两侧设置直角过渡缩短其前端面的横向宽度。
11.进一步完善,导向孔内安装有钻套。
12.进一步完善,端盖限位件具有两个并左右分布,其包括限位块、限位杆以及锁紧螺
母,限位块安装于底板,限位杆沿限位块的横向方向移动,并通过锁紧螺母定位。
13.进一步完善,位于左端的端盖限位件高于位于右端的端盖限位件。
14.本实用新型有益的效果是:
15.本实用新型的具有端盖安装件、打孔导向件以及端盖限位件,端盖安装件具有定位芯,并且该定位芯可转动,这样不仅可与端盖实现快速连接,而且还可以通过转动端盖实现快速调整打孔位置,打孔导向件具有钻套,可快速定位和引导钻头进行加工,从而提高加工的精度,端盖限位件具有定位销以及锁紧螺母,可通过调节定位销横向方向的使用位置,从而实现快速确认端盖的打孔位置,锁紧螺母在锁紧后,往后加工同批次的端盖时无需再进行调节,可直接加工。
附图说明
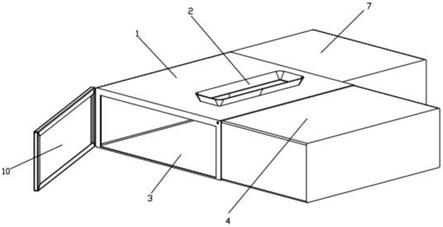
16.图1为本实用新型的结构示意图;
17.图2为本实用新型底板的结构示意图;
18.图3为本实用新型左侧的结构示意图;
19.图4为本实用新型打孔导向件的结构示意图;
20.图5为本实用新型的使用状态示意图;
21.图6为本实用新型的使用状态示意图。
具体实施方式
22.下面结合附图对本实用新型作进一步说明:
23.参照附图:这种汽车发电机端盖加工固线夹安装孔工装,包括底板1、端盖安装件2打孔导向件3以及端盖限位件4,端盖安装件2设置在底板1且在其前端面设置定位芯21,并允许定位芯21沿其自身轴线自转,打孔导向件3设置在端盖安装件2的上表面,并具有用以引导钻头进入的导向孔31,端盖限位件4设置在底板1并位于定位芯21的前端,其调节自身长度可改变端盖的打孔位置。
24.为了与端盖适配,端盖安装件2呈矩状并竖向设置于底板1,底板1具有沿自身竖向方向延伸的安装槽11,并供端盖安装件2安装于内,众所周知,端盖具有一定的长度,故将端盖安装件2设置成矩状,而且端盖的盖合面为平面,矩状的任一面也均为平面,在端盖安装于定位芯21时,端盖的盖合面可以与矩状的接触面贴合,从而使得端盖安装平稳性好,在后期打孔加工中,钻头进入的轨迹为直线,不会有偏移,方便快捷。
25.为了增加端盖安装件2的安装稳定性,端盖安装件2的下表面通过两侧设置延伸块22延长其下表面的横向宽度,延长端盖安装件2的下表面的长度后,使得端盖安装件2与底座1之间的接触面积大,且安装槽11的长度是与端盖安装件2的下表面的长度匹配,使得端盖安装件2下端的承受能力更好,工装在打孔阶段所表现的稳定性也更好。
26.为了减少工装的使用面积,端盖安装件2的上表面通过两侧设置直角过渡缩短其上表面的横向宽度,如此一来可以去除端盖安装件2不必要的部分,还可以适当减轻端盖安装件2的重量,同时还可以减轻端盖安装件2下端的承重压力,从而减小打孔时造成的作用力。
27.为了进一步增加端盖安装件2的安装稳定性,端盖安装件2背离定位芯21的后端面
还设有以端盖安装件2的竖向中心线为中心左右对称分布的两个支撑销5,支撑销5呈l状其竖向端与端盖安装件2连接、横向端与底板1连接,支撑销5作用于端盖安装件2的后端面时,可以给予端盖安装件2一个后端支撑力,同时支撑销5具有两个,两个的目的是为了端盖安装件2两侧所得到的支撑力可以均匀,从而使得端盖安装件2的安装稳定性更好,在加工时抵抗钻孔所带来的作用力能力更好,从而也使得打孔质量高,不会出现孔位置偏差、孔内径不均匀的情况。
28.为了方便打孔导向件3的安装,打孔导向件3呈矩状,且其横向宽度与端盖安装件2的上表面的横向宽度等长,打孔导向件3的纵向宽度为两个端盖安装件2的纵向宽度,并且其后端面与端盖安装件2的后端面在同一水平面,因为端盖安装件2同样为矩状,其任一面均为平面,故为了匹配端盖安装件2,打孔导向件3也呈矩状,与端盖安装件2可以贴面接触,方便安装,两者的连接通过螺栓实现,简单方便,而且稳定性好,同时打孔导向件3的横向宽度是两个端盖安装件2的横向宽度,如此的设置是因为端盖是安装在定位芯21,即端盖是处于端盖安装件2的前端,这样一来导向孔31就可以位于端盖的上方,钻头在穿过导向孔31时可以直接落在端盖,方便快捷。
29.为了减少工装的使用面积,打孔导向件3的前端面通过两侧设置直角过渡缩短其前端面的横向宽度,如此一来可以去除打孔导向件3不必要的部分,还可以适当减轻打孔导向件3的重量,同时还可以减轻端盖安装件2下端的承重压力,从而减小打孔时造成的作用力。
30.进一步完善,导向孔31内安装有钻套31
‑
a,可以提高刀具在加工过程中的刚性和防止加工中的振动,从而提高加工的精度。
31.为了能够更加方便以及精准的定位到打孔位置,端盖限位件4具有两个并左右分布,其包括限位块41、限位杆42以及锁紧螺母43,限位块41安装于底板1,限位杆42沿限位块41的横向方向移动,并通过锁紧螺母43定位,首先调节好限位杆42的横向方向的位置,然后通过锁紧螺母43进行定位,保持限位杆42在与端盖接触时不会向作用力方向移动,这样一来端盖在随定位芯21转动并将所需打孔的位置定位到钻头下时,可以实现快速、精准的定位,并在锁紧螺母43锁紧后,往后加工同批次的端盖时无需再进行调节,可直接加工,同时通过限位杆42抵于端盖,可以降低端盖在打孔加工中的抖动,从而使得打孔质量高。
32.进一步完善,位于左端的端盖限位件4高于位于右端的端盖限位件4,如此的设置是考虑到端盖所需打孔的位置不一样,即右端的端盖限位件4在作用于端盖时,打孔位置在于端盖的正中心,可以将可以降低限位杆42抵于端盖的位置偏下(即接近端盖下端端头),这样可以降低端盖在打孔阶段时的抖动,左端的端盖限位件4在作用于端盖时,打孔位置位于正中心的左侧并具有的夹角,该夹角与限位杆42在横向方向的使用位置相关,夹角越大,限位杆42抵于端盖的端头距离右端的端盖限位件4就越远,转动端盖后,使得左侧的打孔位置的中心与钻头的中心在同一中心,端盖的下端也随着转动向左侧太高,从而实现与左端的端盖限位件相抵。
33.虽然本实用新型已通过参考优选的实施例进行了图示和描述,但是,本专业普通技术人员应当了解,在权利要求书的范围内,可作形式和细节上的各种各样变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。