1.本发明涉及含有微细化的纤维素纤维的聚烯烃树脂、特别是聚丙烯树脂组合物的制造方法。
背景技术:
2.通过将植物纤维精细地解开而得到的微细纤维状纤维素包含微纤维纤维素和纤维素纳米纤维,为约1nm~约数10μm的纤维直径的微细纤维。微细纤维状纤维素由于轻量且具有高强度和高弹性模量、低线性热膨胀系数,因此适合用作树脂组合物的增强材料。
3.微细纤维状纤维素通常以分散在水中的状态得到,难以与树脂等均匀地混合。因此,为了提高与树脂的亲和性、混和性,尝试了将纤维素原料进行化学改性。
4.例如,在专利文献1中,通过将纤维素原料和尿素进行加热处理,得到将纤维素的羟基的一部分用氨基甲酸酯基取代而得的纤维素原料,通过机械处理将其微细化,得到了微细纤维状纤维素。与以往的微细纤维状纤维素相比,通过该方法得到的微细纤维状纤维素的亲水性低,与极性低的树脂等的亲和性高,因此均匀性高地分散在树脂中,提供具有高强度的复合体。
5.但是,要求能够得到具有更高的弯曲弹性模量和高弯曲强度的树脂成形体的树脂组合物的制造方法。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2019
‑
1876号公报
技术实现要素:
9.发明所要解决的问题
10.本发明的目的在于,提供一种树脂组合物的制造方法,所述树脂组合物能够得到具有高弯曲弹性模量和高弯曲强度的树脂成形体。
11.用于解决问题的手段
12.本发明提供以下的(1)~(4)。
13.(1)一种树脂组合物的制造方法,具有如下第一混炼工序:将加权平均纤维长度(长度平均纤维长度)为0.20mm~1.50mm的纤维素纤维、增容树脂和尿素投入到混炼机中并进行混炼。
14.(2)如(1)所述的树脂组合物的制造方法,还具有如下第二混炼工序:将在上述第一混炼工序中得到的混炼物和稀释用树脂进行混炼。
15.(3)如(1)或(2)所述的树脂组合物的制造方法,其中,在上述第一混炼工序中,相对于上述纤维素纤维之中纤维素和半纤维素合计的纤维素纤维成分的量100重量%,投入到上述混炼机中的上述尿素的配合量为10重量%~100重量%。
16.(4)如(1)~(3)中任一项所述的树脂组合物的制造方法,其中,在上述第一混炼工
序中,相对于上述纤维素纤维、上述增容树脂和所述尿素的合计量,投入到上述混炼机中的上述纤维素纤维之中纤维素和半纤维素合计的纤维素纤维成分的配合量为35重量%~85重量%。
17.发明效果
18.根据本发明,能够提供一种树脂组合物的制造方法,所述树脂组合物能够得到高弯曲弹性模量且高弯曲强度的树脂成形体。
附图说明
19.[图1]为示出能够用于本发明的制造方法的粉碎机的概略的图。
具体实施方式
[0020]
以下,参照附图对本发明的树脂组合物的制造方法进行说明。在本发明中,“~”包含端值。即,“x~y”包含其两端的值x和y。
[0021]
本发明的树脂组合物的制造方法包括第一混炼工序,其中,将加权平均纤维长度(长度平均纤维长度)为0.20mm~1.50mm的纤维素纤维、增容树脂和尿素投入到混炼机中并进行混炼。
[0022]
(纤维素纤维)
[0023]
在本发明中使用的纤维素纤维的加权平均纤维长度(长度平均纤维长度)的范围在0.2mm~1.5mm内,优选在0.3mm~1.0mm的范围内。这样的纤维素纤维例如可以通过将纤维素原料进行粉碎或打浆而得到。
[0024]
(纤维素原料)
[0025]
在本发明中,纤维素原料是指以纤维素为主体的各种形态的材料,包含木质纤维素(nukp),可以例示纸浆(漂白或未漂白木浆、漂白或未漂白非木浆、精制棉绒、黄麻、马尼拉麻、洋麻等源自草本的纸浆等),通过乙酸菌等微生物生产的纤维素等天然纤维素,将纤维素溶解在铜氨溶液、吗啉衍生物等某种溶剂中然后进行再沉淀而得到的再生纤维素,以及通过对上述纤维素原料进行水解、碱水解、酶分解、炸碎处理、利用振动球磨机等的机械处理等而将纤维素解聚而得到的微细纤维素,各种纤维素衍生物等。
[0026]
需要说明的是,木质纤维素为构成植物的细胞壁的复合碳水化合物聚合物,主要由多糖类的纤维素、半纤维素和作为芳族聚合物的木质素构成。木质素的含量可以通过对作为原材料的纸浆等进行脱木质素或漂白来调节。
[0027]
在本发明中,在使用纸浆作为纤维素原料的情况下,可以为未打浆和打浆中的任一种,但优选使用进行了打浆处理的纸浆。由此,能够预期纸浆的比表面积增加、尿素反应量增加。作为打浆处理的程度,滤水度(c.s.f)优选为400ml以下,更优选为约100ml~约200ml。当滤水度超过400ml时,无法发挥其效果,当小于100ml时,由于由对纤维素纤维的损伤引起的短纤维化,在制成增强树脂时阻碍强度提高效果。另外,通过进行该打浆处理,在进行后述的清洗处理、干燥处理时,在加权平均纤维长度(长度平均纤维长度)的范围落入0.2mm~1.5mm、优选为0.3mm~1.0mm的范围的情况下,可以省略后述的粉碎工序。
[0028]
作为打浆处理的方法,例如可以列举使用公知的打浆机将纸浆纤维进行机械(力学)处理。作为打浆机,可以使用在将纸浆纤维进行打浆的情况下通常使用的打浆机,例如
为尼亚加拉式打浆机、pfi磨机、盘磨机、锥形磨浆机、球磨机、石臼型磨机、砂磨机、冲击式磨机、高压均质器、低压均质器、dyno磨机(
ダイノーミル
)、超声波磨机、坎达研磨机(
カンダグラインダ
)、磨碎机、振动磨机、切碎机、喷射磨机、破碎机、家庭用榨汁机搅拌机、研钵。其中,优选为尼亚加拉式打浆机、盘磨机、锥形磨浆机,进一步优选为盘磨机、锥形磨浆机。
[0029]
(脱水)
[0030]
在清洗处理中,可以根据需要进行脱水。作为脱水法,也可以通过使用螺旋压力机的加压脱水法、利用挥发等的减压脱水法等实施,但从效率的方面出发,优选离心脱水法。脱水优选进行至溶剂中的固体成分为约10%~约60%。
[0031]
(干燥)
[0032]
在本发明中使用的纤维素纤维在上述脱水工序之后,根据需要在用于将要实施的粉碎工序之前实施干燥处理。干燥处理例如可以使用微波干燥机、送风干燥机、真空干燥机进行,但优选滚筒干燥机、桨叶干燥机、诺塔混合机(
ナウターミキサー
)、带有搅拌叶片的间歇干燥机等能够在搅拌的同时进行干燥的干燥机。干燥优选进行至纤维素纤维的含水率为约1%~约5%。
[0033]
本发明的特征之一在于,通过与纤维素纤维和增容树脂一起同时添加尿素而进行的混炼。由该操作引起的聚烯烃树脂中的纤维素纤维所带来的强度提高现象的机理目前还不清楚,但通过如下地考察能够说明其中的一部分。即,认为尿素在温度超过135℃的状态下分解为氨和异氰酸,通过将尿素与纤维素纤维同时混炼,通过混炼从纤维素纤维内部新出现的未改性羟基与所产生的异氰酸反应,促进氨基甲酸酯键的生成,推测与不进行尿素处理的纤维素纤维相比,疏水性提高。此外认为,通过与具有酸酐的增容树脂同时进行熔融混炼,促进通过尿素处理新引入到纤维素纤维的表面上的氨基与增容树脂所具有的羧酸的离子键,能够更牢固地形成纤维素纤维与增容树脂的复合体。
[0034]
从提高弯曲弹性模量的观点以及抑制由于尿素的配合量过多而导致纤维凝聚、弯曲强度降低的观点考虑,相对于纤维素纤维中所含的纤维素和半纤维素合计的纤维素纤维成分的量(以下有时将其称为“纤维素量”)100重量%,用于实现如上所述的机理所需要的尿素的配合量优选为10重量%~100重量%,更优选为20重量%~100重量%,进一步优选为30重量%~70重量%。
[0035]
(增容树脂)
[0036]
本发明的特征之一在于,通过与纤维素纤维、尿素一起同时添加增容树脂而进行的混炼。增容树脂起到提高亲水性的纤维素纤维与疏水性的作为聚烯烃的稀释用树脂的均匀混合、粘附性的作用。作为在本发明中使用的增容树脂(以下有时称为“母料用树脂”),是在聚丙烯、聚乙烯等聚烯烃链上具有马来酸、琥珀酸、戊二酸等能够形成酸酐的低分子量的二元羧酸的高分子树脂,其中,优选将加成了马来酸的马来酸酐改性聚丙烯(mapp)、马来酸酐改性聚乙烯(mape)分别与聚丙烯、聚乙烯一起使用。
[0037]
作为决定增容树脂特征的要素,有二元羧酸的加成量和作为母材的聚烯烃树脂的重均分子量。二元羧酸的加成量多的聚烯烃树脂提高与纤维素那样的亲水性高分子的相容性,但在加成的过程中导致树脂的分子量变小,成形物的强度降低。作为最佳的平衡,二元羧酸的加成量为20mgkoh/g~100mgkoh/g,进一步优选为45mgkoh/g~65mgkoh/g。在加成量少的情况下,在树脂中与尿素的离子键量变少。另外,在加成量多的情况下,由于树脂中的
羧基彼此的氢键等引起的自凝聚、由过度的加成反应引起的作为母材的烯烃树脂的分子量的减小,无法达到作为增强树脂的强度。聚烯烃树脂的分子量优选为35000~250000,进一步优选为50000~100000。在分子量小于该范围的情况下,树脂的强度降低,在大于该范围的情况下,熔融时的粘度大幅升高,混炼时的操作性降低,并且成为成形不良的原因。
[0038]
相对于纤维素量,具有上述特征的增容树脂的添加量优选为10重量%~70重量%,进一步优选为20重量%~50重量%。认为,当添加量超过70重量%时,源自尿素的异氰酸向纤维素纤维的引入受到阻碍、促进了增容剂与尿素的复合体的形成,无法发挥本发明的效果。
[0039]
另外,增容树脂可以单独使用一种,也可以以两种以上的混合树脂的形式使用。
[0040]
(第一混炼工序预处理
‑
粉碎工序)
[0041]
在本发明中,可以在后述的第一混炼工序之前设置粉碎工序。通过使用在粉碎工序中被粉碎的纤维素纤维,在投入到混炼机中时,纤维素纤维的纤维块成为被适度解开的状态,能够抑制投入口(斜槽部)中的搭桥(堵塞)、纸浆向螺杆的咬入不良的发生。
[0042]
将可以用于本发明的粉碎工序的粉碎机的概略示于图1。图1所示的粉碎机2具有:主体6,所述主体6具有用于投入待粉碎材料的投入口4;固定刀8,所述固定刀8固定在主体6上;转刀12,所述转刀12具有刀片12a,所述转刀12将从投入口4投入的待粉碎材料引入粉碎室10中;筛网14,所述筛网14调节粉碎的材料的排出粒度。
[0043]
在本发明的粉碎工序中,从粉碎机2的投入口4投入干燥状态的纤维素纤维的絮状块3。所投入的纤维素纤维的絮状块3被转刀12引入粉碎室10中,通过在转刀12的刀片12a与固定刀8之间作用的剪切力而被粉碎。此外,转刀12的整体在将纤维素纤维按压在筛网14上的同时进行粉碎,当小于筛网14的孔径时,从粉碎机2排出。筛网14的孔径以上的纤维素纤维被转刀12抬起,反复进行粉碎。
[0044]
在此,在本发明中,优选使用孔径为1mm以上且5mm以下、优选孔径为3mm以上且5mm以下的筛网14。当筛网的孔径过小时,通过该筛网得到的纤维素纤维的平均纤维长度变得过短,因此所得到的成形体的弯曲强度变低。另外,当筛网孔径过大时,平均纤维长度长,絮状块的量增加,因此发生由向混炼机的咬入性差引起的操作性的降低、在所得到的成形体中未解纤纤维量增加从而强度降低。以这样的方式得到的纤维素纤维的加权平均纤维长度(长度平均纤维长度)优选为约0.20mm~约1.5mm,进一步优选为0.3mm~1.0mm。
[0045]
从减轻混炼时的干燥负荷的观点考虑,在粉碎工序中粉碎的纤维素纤维优选使用干燥的纤维。向粉碎机2中投入之前的阶段的干燥后的纤维素纤维通常为絮状的纤维块。
[0046]
作为能够在本发明的粉碎工序中使用的粉碎机,例如可以列举horai株式会社制造的ugo3
‑
280xkft。
[0047]
(第一混炼工序)
[0048]
在本发明的第一混炼工序中,将加权平均纤维长度为0.20mm~1.50mm、优选为0.30mm~1.00mm的纤维素纤维、增容树脂和尿素同时投入到混炼机中并进行熔融混炼。纤维素纤维的加权平均纤维长度(长度平均纤维长度)可以使用纤维测试仪(l&w公司制造)等进行测定。在投入到混炼机中时,可以使用市售的各种进料器、侧进料器。在将增容树脂和尿素预先粉末化的情况下,可以在投入前利用市售的混合机等将纤维素纤维、增容树脂和尿素混合后投入。即使在增容树脂等未粉末化的情况下,例如也可以通过准备如粒料用进
料器和纤维素纤维用进料器那样的多台进料器来进行投入。在第一混炼工序中,相对于纤维素纤维、增容树脂和尿素的合计量,投入到混炼机中的纤维素纤维之中纤维素纤维成分的配合量优选为35重量%~85重量%,更优选为40重量%~75重量%。
[0049]
(混炼机)
[0050]
作为在本发明的第一混炼工序中使用的混炼机,优选在能够将增容树脂和尿素熔融混炼的基础上还促进纤维素纤维的纳米化的混炼力强的混炼机,优选使用双螺杆混炼机、四螺杆混炼机等多螺杆混炼机,并且优选为在构成螺杆的部分中包含多个捏合部、转子等的构成。只要能够确保与上述同等的混炼力,则例如可以使用台辊(bench roll)、班伯里混炼机、捏合机、行星式搅拌机等混炼机。
[0051]
熔融混炼的设定温度可以根据所使用的增容树脂的熔融温度来调节。在使用适合于本发明的马来酸酐改性聚丙烯作为增容树脂的情况下,为了促进尿素的分解,优选为135℃以上,进一步优选为使具有能够形成酸酐的二元羧酸残基的增容树脂熔融并且一部分末端因脱水而闭环的160℃以上。通过上述温度设定,由尿素生成异氰酸,与纤维素纤维上的未改性羟基形成氨基甲酸酯键。由此,能够实现将氨基引入到纤维素纤维上,并且能够促进与增容树脂的离子性相互作用。另外,通过上述温度,该增容树脂中二元羧酸残基闭环而成为酸酐,由此引起与纤维素纤维的酯化反应,能够形成更牢固的树脂复合物。另一方面,当混炼温度超过200℃时,作为母材的聚丙烯树脂开始劣化,强度降低。
[0052]
在本发明中,在第一混炼工序中将投入到混炼机中的纤维素纤维、增容树脂和尿素熔融混炼,通过在该熔融混炼时产生的剪切力,至少一部分纤维素纤维被解纤,制备了含有纤维素纳米纤维的树脂组合物。
[0053]
纤维素纳米纤维优选为纤维直径为约1nm~约1000nm、长径比为100以上的微细纤维。根据本发明的树脂组合物中上述纤维素纳米纤维可以过半,在树脂组合物中可以含有未解纤的纤维。
[0054]
(第二混炼工序)
[0055]
本发明的树脂组合物的制造方法还可以包括第二混炼工序,其中,将在上述第一混炼工序中得到的混炼物和稀释用树脂混炼。在包括第二混炼工序的情况下,可以使用通过第一混炼工序制作的混炼物作为母料。
[0056]
(稀释用树脂)
[0057]
作为稀释用树脂,可以添加热塑性树脂,所述热塑性树脂以聚乙烯、聚丙烯(以下也记为“pp”)、乙烯
‑
丙烯共聚物、聚异丁烯、聚异戊二烯、聚丁二烯等聚烯烃树脂为主要成分,根据目的而具有与聚烯烃树脂相对同等程度的疏水性,并且熔融温度为约100℃~约200℃。作为可以添加的热塑性树脂的例子,可以列举:聚苯乙烯、聚偏二氯乙烯、氟树脂、(甲基)丙烯酸类树脂、聚酰胺(pa、尼龙树脂)、聚酯、聚乳酸、聚乙醇酸、乳酸与酯的共聚树脂、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物(abs树脂)、聚碳酸酯、聚苯醚、(热塑性)聚氨酯、聚缩醛、乙烯基醚树脂、聚砜类树脂、纤维素类树脂(三乙酰化纤维素、二乙酰化纤维素等)等。
[0058]
在使用mapp作为增容树脂(母料用树脂)的情况下,优选使用聚丙烯作为稀释用树脂。
[0059]
在使用在第一混炼工序中得到的混炼物作为母料的情况下,通过在母料中加入稀释用树脂并进行熔融混炼,能够得到还包含稀释用树脂的树脂组合物。在加入稀释用树脂
并进行熔融混炼的情况下,可以将两种成分在室温下不加热而混合,然后进行熔融混炼,也可以在加热的同时混合并进行熔融混炼。
[0060]
作为加入稀释用树脂并进行熔融混炼的情况下的混炼机,可以使用与在上述第一混炼工序中使用的混炼机相同的混炼机。另外,熔融混炼温度可以根据在第一混炼工序中使用的增容树脂进行调节。熔融混炼时的加热设定温度优选为热塑性树脂供应商推荐的最低加工温度
±
约10℃。在使用聚丙烯作为稀释用树脂的情况下,优选将熔融混炼温度设定为140℃~230℃,更优选设定为160℃~200℃。通过将混合温度设定在该温度范围内,能够将纤维素纤维和树脂均匀地混合。
[0061]
通过本发明的制造方法制造的树脂组合物还可以配合例如表面活性剂;淀粉类、海藻酸等多糖类;明胶、动物胶、酪蛋白等天然蛋白质;鞣质、沸石、陶瓷、金属粉末等无机化合物;着色剂;增塑剂;香料;颜料;流动调节剂;流平剂;导电剂;防静电剂;紫外线吸收剂;紫外线分散剂;除臭剂、抗氧化剂等添加剂。作为任选的添加剂的含有比例,可以在不损害本发明的效果的范围内适当含有。
[0062]
(树脂组合物)
[0063]
通过本发明的制造方法得到的树脂组合物可以为在第一混炼工序中得到的混炼物(母料),也可以为在将第一混炼工序中得到的混炼物(母料)和稀释用树脂进行混炼的第二混炼工序中得到的树脂组合物。
[0064]
根据本发明,能够提供能够得到高弯曲弹性模量且高弯曲强度的树脂成形体的树脂组合物的制造方法。
[0065]
实施例
[0066]
以下,列举实施例对本发明进一步详细地说明,但本发明不限于这些实施例。
[0067]
(弯曲弹性模量和弯曲强度的测定)
[0068]
将在实施例和比较例中得到的树脂组合物投入到造粒机中,得到了粒料状的树脂成形体。将粒料状的树脂成形体150g投入到小型成形机(xplore instruments公司制造“mc15”)中,在加热筒(料筒)的温度200℃、金属模具温度为40℃的条件下成形出棒试验片。对于(厚度4mm,平行部长度80mm)所得到的试验片使用精密万能试验机(岛津制作所株式会社制造“autograph ag
‑
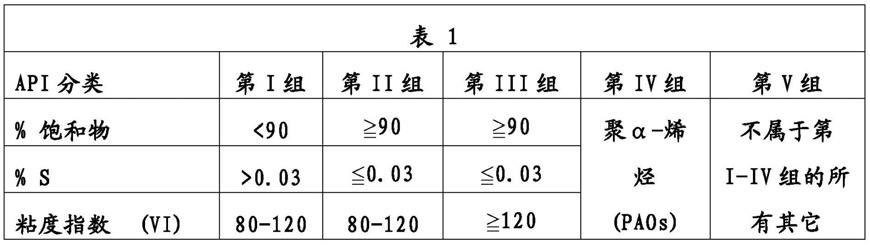
xplus”),以试验速度10mm/分钟、标点间距离64mm测定弯曲弹性模量和弯曲强度。将在将测定值中作为稀释树脂的pp的弯曲弹性模量值和弯曲强度值设定为100时各样品的测定值的比率设定为增强率,将其结果示于表1。在弯曲弹性模量方面为130以上,在弯曲强度方面为118以上时,表示强度优异。
[0069]
(在母料和树脂组合物的制造中使用的混炼机和运转条件)
[0070]
technovel株式会社制造,“mfu15tw
‑
45hg
‑
nh”双螺杆混炼机螺杆直径:15mm,l/d:45,处理速度:300g/小时
[0071]
螺杆转速以200rpm运转。
[0072]
(实施例1)
[0073]
(纤维素纤维的制备)
[0074]
将未进行打浆处理的含水针叶树未漂白牛皮纸浆(nukp)20kg(固体成分10kg)投入到搅拌器(日本焦炭工业株式会社制造,“fm150l”)中,然后开始搅拌,在80℃下进行减压脱水。利用红外水分计测定所得到的纤维素纤维的含水率。含水率为2.5重量%。另外,利用
纤维测试仪(l&w公司制造)测定纤维素纤维的纤维长度而得到的加权平均纤维长度为1.00mm。
[0075]
(在母料和树脂组合物的制造中使用的材料)
[0076]
(a)纤维素纤维
[0077]
(b)增容树脂(母料用树脂)
[0078]
·
马来酸酐改性聚丙烯(mapp):(东洋纺株式会社制造,toyo tac pma
‑
h1000p:二元羧酸的加成量57mgkoh/g)
[0079]
(c)尿素:(和光纯药工业公司制造)
[0080]
(d)稀释用树脂
[0081]
·
聚丙烯(pp):(日本聚丙烯株式会社制造,pp ma04a)
[0082]
(母料的制造)
[0083]
将上述纤维素纤维(作为绝对干燥物为22g,其中纤维素和半纤维素合计的纤维素量:20g)、粉末状的增容树脂(mapp:6g)和粉末状的尿素(6g:相对于纤维素量为30%的配合量)放入聚乙烯制的袋中,摇动并混合。使用附属于前述双螺杆混炼机的进料器(technovel株式会社制造)将所得到的混合物34g投入到混炼机中,在180℃下进行混炼,制造了母料。
[0084]
(树脂组合物的制造)
[0085]
以源自纤维素纤维的纤维素纤维成分的量成为树脂(增容树脂和稀释用树脂)、纤维素纤维和尿素的合计量的10%的配比将所得到的母料和稀释用树脂(pp)混合,并利用上述双螺杆混炼机在180℃下进行混炼,得到了树脂组合物。
[0086]
(实施例2)
[0087]
除了将尿素的配合量改为14g(相对于纤维素量为70%的配合量)以外,与实施例1同样地进行母料的制造和树脂组合物的制造。
[0088]
(实施例3)
[0089]
除了将尿素的配合量改为20g(相对于纤维素量为100%的配合量)以外,与实施例1同样地进行母料的制造和树脂组合物的制造。
[0090]
(实施例4)
[0091]
(纤维素纤维的制备)
[0092]
将进行打浆处理直至csf成为150ml的含水针叶树未漂白牛皮纸浆(nukp)20kg(固体成分10kg)投入到搅拌器(日本焦炭工业株式会社制造,“fm150l”)中,然后开始搅拌,在80℃下进行减压脱水。利用红外水分计测定所得到的纤维素纤维的含水率。含水率为2.5重量%。另外,利用纤维测试仪(l&w公司制造)测定纤维素纤维的纤维长度而得到的加权平均纤维长度为0.31mm。
[0093]
除了使用以如上的方式得到的纤维素纤维以外,与实施例1同样地操作而进行母料的制造和树脂组合物的制造。
[0094]
(实施例5)
[0095]
除了将尿素的配合量设定为14g(相对于纤维素量为70%的配合量)以外,与实施例4同样地进行母料的制造和树脂组合物的制造。
[0096]
(实施例6)
[0097]
除了将尿素的配合量设定为2g(相对于纤维素量为10%的配合量)以外,与实施例
1同样地进行母料的制造和树脂组合物的制造。
[0098]
(比较例1)
[0099]
除了未配合尿素以外,与实施例1同样地进行母料的制造和树脂组合物的制造。
[0100]
(比较例2)
[0101]
将实施例1的纤维素纤维(作为绝对干燥物为22g)、代替增容树脂的粉末状pp(6g)和粉末状尿素(6g:相对于纤维素量为30%的配合量)放入聚乙烯制的袋中,摇动并混合。使用附属于前述双螺杆混炼机的进料器(technovel株式会社制造)将所得到的混合物34g投入到混炼机中,在180℃下混炼,制造了包含纤维素纤维和pp的混炼物。
[0102]
以源自纤维素纤维的纤维素纤维成分的量成为树脂(代替mapp、增容树脂而使用的pp和稀释用树脂(pp))、纤维素纤维和尿素的合计量的10%的配比将所得到的混炼物、mapp和稀释用树脂(pp)混合,并利用上述双螺杆混炼机在180℃下进行混炼,得到了树脂组合物。需要说明的是,将mapp和pp(代替增容树脂使用的pp和作为稀释用树脂使用的pp的合计)的配合比率设定为3:83。
[0103]
(比较例3)
[0104]
以源自纤维素纤维的纤维素纤维成分的量成为树脂、纤维素纤维和尿素的合计量的10%的配比将在比较例2中得到的包含纤维素纤维和pp的混炼物和稀释用树脂(pp)混合,并利用上述双螺杆混炼机在180℃下进行混炼,得到了树脂组合物。
[0105]
(比较例4)
[0106]
除了未配合尿素以外,与实施例4同样地进行母料的制造和树脂组合物的制造。
[0107]
(比较例5)
[0108]
将进行打浆处理直至csf成为150ml的纤维素纤维(作为绝对干燥物为22g,其中纤维素和半纤维素合计的纤维素量:20g)、粉末状的尿素(6g:相对于纤维素量,配合量为30%的配合量)放入聚乙烯制的袋中,摇动并混合。使用附属于前述双螺杆混炼机的进料器(technovel株式会社制造)将所得到的混合物28g投入到混炼机中,在180℃下进行混炼,但由于混炼机的电流超过上限,产生了异常噪声,因此终止了混炼。
[0109][0110]
如表1所示,根据具有本发明的将纤维素纤维、增容树脂和尿素投入到混炼机中并进行混炼的第一混炼工序的树脂组合物的制造方法,通过尿素的添加份数相对于纤维素量
100重量%为10重量%~100重量%的添加,能够得到提供弯曲弹性模量提高的优异成形体的树脂组合物。另外,通过尿素的添加份数相对于纤维素量100重量%为10重量%~30重量%的添加,能够得到提供弯曲强度提高的优异成形体的树脂组合物。另外可知,该效果通过所使用的纸浆的打浆,弯曲弹性模量进一步提高。另一方面,可知在不添加尿素的比较例1、4中,提高效果小。另外,可知在不与尿素同时添加增容树脂的比较例2、3中,强度提高效果小。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。