1.本发明属于餐厨垃圾处理技术领域,尤其涉及一种餐厨垃圾处理设备多方位加热装置及多方位加热方法。
背景技术:
2.餐厨垃圾是一种含水率高易腐烂、有机质含量高、油脂含量高的垃圾,不仅具有危害性,也具有资源性。在对其经过妥善的处理和加工后,餐厨垃圾也可以转化为新的资源。目前餐厨垃圾处理技术主要有填埋法、厌氧发酵法、好氧发酵法等。填埋处理方式会降低填埋场的使用年限,厌氧发酵法存在沼气沼液的处理问题,且工艺复杂。微生物好氧发酵法工艺简单易操作,是处理餐厨垃圾比较妥善的方式。
3.现有的餐厨垃圾好氧发酵设备以微生物好氧发酵技术为核心,包括预处理设备和由发酵仓、换气系统等组成的好氧发酵设备两部分。但是现有的餐厨垃圾处理设备存在着预处理不彻底、降解效率低、能耗高等问题。餐厨垃圾中含有的油脂是影响预处理发酵效果的重要原因。在寒冷环境下,餐厨垃圾中的油水会发生凝固,造成油脂的去除率降低。
4.目前,公开的申请号为202020927274.6的实用新型专利提出一种餐厨垃圾处理设备,包括设置在箱体内部的粉碎装置、脱水装置、油水分离器、生物发酵仓、空气净化装置,能够同时对餐厨垃圾进行粉碎和肥料化处理,再通过控制箱和移动终端通讯连接。
5.申请号为202020071109.5的实用新型专利则提出一种餐厨垃圾发酵用高温加热装置,包括搅拌仓和油路。搅拌仓的外壁为带有夹层腔的双层结构,夹层腔中设置有隔条将夹层腔分割为s型的油路腔。出油管和进油管连接加热油箱,进油管上设置有导热油泵。餐厨垃圾放到搅拌仓内进行搅拌发酵,导热油泵启动,将加热油箱内加热油通过进油管泵入发酵仓油路腔内,然后在油路腔内循环流动后再经出油管回流到加热油箱内,如此循环加热,实现发酵仓内温度的保持。
6.申请号为201510442827.2的发明专利公开了厨余和餐厨垃圾物理处理装置,在预处理台下方依次设有油水分离仓、电控室、以及出料仓。将厨余和餐厨垃圾倒放在预处理台上后,操作控制面板与按钮,先使油水分离仓内的水加热容器工作,将自来水加热,打开预处理台上的喷淋装置,加热后的自来水开始清洗餐厨垃圾。
7.但是,以上公开的技术方案都是针对餐厨垃圾处理装置的某个组件进行加热,且加热时未考虑根据餐厨的实时处理进展对温度进行相应的反馈调整。
8.因此,如何实现对餐厨垃圾处理设备的多方位加热协同智能调控成为本领域亟待解决的技术问题。
技术实现要素:
9.针对上述现有技术中存在的缺陷,本发明的目的在于提供一种餐厨垃圾处理设备多方位加热装置及多方位加热方法,为餐厨垃圾处理设备进行全系统能量补给,以解决餐厨垃圾处理设备存在的预处理不彻底、降解效率低、能耗高等问题。
10.第一方面,本发明提供一种用于餐厨垃圾处理设备的多方位加热装置,包括:好氧发酵仓、与所述好氧发酵仓一侧连接的预处理设备、加热设备和控制设备,所述加热设备包括发酵仓加热组件、喷淋加热组件和加热器;所述发酵仓加热组件用于对所述好氧发酵仓底部加热,所述喷淋加热组件与所述预处理设备连通,用于提供餐厨垃圾水洗用水,所述加热器与所述发酵仓加热组件和所述喷淋加热组件连通;所述控制设备用于通过接收所述好氧发酵仓和所述发酵仓加热组件的温度信息控制所述加热器,通过接收所述喷淋加热组件的温度信息控制所述喷淋温度。
11.进一步的,所述发酵仓加热组件包括设置于所述好氧发酵仓底部外壁的发酵仓夹套、进油管、出油管和设置在所述出油管上的热油泵;所述发酵仓夹套与所述好氧发酵仓底部外壁形密封容腔,所述密封容腔中设有交错布置的隔板,所述隔板用于将所述密封容腔分隔为s型通道。
12.好氧发酵仓外部集中加热导热油,并设置循环泵进行导热油的强制循环,提高导热油的流动性和换热效率;导热油夹层腔设置为s通道,提高导热油加热均匀性。
13.进一步的,所述发酵仓加热组件还包括设置在所述出油管上的膨胀槽,所述膨胀槽上设有注油口和排气口,所述出油管的导热油直接进入所述热油泵或者经过所述膨胀槽后再进入所述热油泵。
14.设置膨胀槽能使发酵仓夹套和大气连通,以作缓冲容器,避免导热油因温度过高膨胀,导致发酵仓夹套和加热器产生变形。
15.进一步的,所述喷淋加热组件包括水预热器、连通所述加热器和所述水预热器的水预热器油管、连通所述水预热器和所述预处理设备的喷淋管,所述水预热器油管上设置控温比例阀。
16.进一步的,所述预处理设备包括粉碎机和脱水机,所述喷淋管通过喷淋泵分别与所述粉碎机和所述脱水机连接,用于在预处理过程中为所述粉碎机内餐厨垃圾的喷淋水洗和所述脱水机的反冲洗传送预热的水。
17.通过水预热器加热后的水在预处理环节对餐厨垃圾进行喷淋热水洗,对餐厨垃圾进行预加热,改善因餐厨垃圾进入发酵仓造成的温度下降问题,同时改善低温寒冷情况下餐厨垃圾中油脂凝结的问题。
18.进一步的,所述控制设备包括控制面板、设置于所述好氧发酵仓内的第一温度传感器、所述发酵仓加热组件中的第二温度传感器和所述喷淋加热组件中的第三温度传感器;所述控制面板与所述第一温度传感器、第二温度传感器、第三温度传感器和所述加热器通信连接;所述控制面板内置plc系统,所述plc系统用于根据读取的所述第一温度传感器和/或所述第二温度传感器的输出信号控制所述加热器;所述plc系统还用于根据所述第三温度传感器的输出信号调节所述控温比例阀的开度,以及用于根据所述预处理设备中餐厨垃圾的进料量控制喷淋模式。
19.进一步的,所述plc系统包括pid控制模块,所述pid控制模块用于当所述第一温度传感器监测到的温度低于第一温度区间和/或所述第二温度传感器监测到的温度低于第二
温度区间时,通过固态继电器控制启动所述加热器以及调整导热油的循环速度;所述pid控制模块还用于当所述第一温度传感器监测到的温度高于第一温度区间和/或所述第二温度传感器监测到的温度高于第二温度区间时,通过固态继电器控制停止所述加热器的加热;所述pid控制模块还包括优先级子模块,所述优先级子模块用于设置为若所述第二温度传感器(13)监测到的温度高于第二温度区间时,所述第二温度传感器(13)输出信号优先执行,否则所述第一温度传感器(12)输出信号的执行优先级大于所述第二温度传感器(13)输出信号。
20.进一步的,所述pid控制模块通过计算,输出控制信号;其中,t为时间,u(t)为pid控制模块输出的控制信息,k
p
为比例系数,t1为积分时间常数,t
d
为微分时间常数,e(t)为输入pid控制模块的输入量;所述e(t)=p
v
‑
t
r
,p
v
为被控部件的实际温度值,t
r
为被控部件的温度基准值,所述温度基准值为所述控制面板设定的温度范围的中值;所述u(t)包括u1(t)、u2(t)和u3(t),所述e(t)包括e1(t)、e2(t)和e3(t),所述p
v
包括pv1、pv2和pv3,所述t
r
包括t
r1
、t
r2
和t
r3
,所述u1(t)和所述u2(t)为对于所述加热器和所述热油泵控制信号,所述u3(t)为对于所述控温比例阀的控制信号,所述e1(t)、所述e2(t)和所述e3(t)分别为所述第一温度传感器、所述第二温度传感器和所述第三温度传感器实测值和基准值的偏差量,所述pv1、所述pv2和所述pv3分别为所述第一温度传感器、所述第二温度传感器和所述第三温度传感器监测的实际温度值,所述t
r1
为好氧发酵仓温度基准值,t
r2
为发酵仓加热组件温度基准值,t
r3
为喷淋加热组件温度基准值。
21.进一步的,还包括布置于所述好氧发酵仓上端的空气预热通道,所述空气预热通道两端分别包括位于所述好氧发酵仓外的进气口和位于所述好氧发酵仓内的出气口。
22.通过空气预热通道借助好氧发酵仓余热利用实现好氧发酵仓的热空气换气,通过空气预热管预热后的空气进入发酵仓,补充发酵仓仓内气体外排造成的热量损耗。
23.第二方面,本发明还提供一种采用上述多方位加热装置的多方位加热方法,包括以下步骤:餐厨垃圾在预处理设备中进行预处理,控制设备调节喷淋加热组件内用水的温度;餐厨垃圾进入好氧发酵仓后,启动发酵仓加热组件对所述好氧发酵仓底部进行加热;控制设备实时采集所述好氧发酵仓和所述发酵仓加热组件的温度信息,根据所述温度信息调节所述加热器,控制所述发酵仓加热组件对所述好氧发酵仓进行加热。
24.本发明通过发酵仓加热组件、喷淋加热组件和调控设备的协同作用,可以同时对好氧发酵仓和预处理设备中的餐厨垃圾进行加热调控,可以维持微生物好氧发酵温度以及提高发酵效率,并且能够降低能耗,以及避免餐厨垃圾中的油水发生凝固,造成油脂的去除率降低,从而影响后续好氧发酵的效果。
25.同时,通过对好氧发酵仓、发酵加热组件和喷淋加热组件的协同调控,可以避免餐厨垃圾进入好氧发酵仓时,好氧发酵仓内温度出现起伏,能够更好的维持好氧发酵仓的既定温度。
附图说明
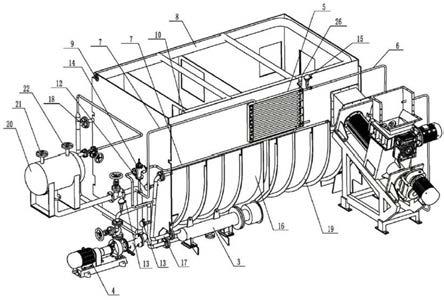
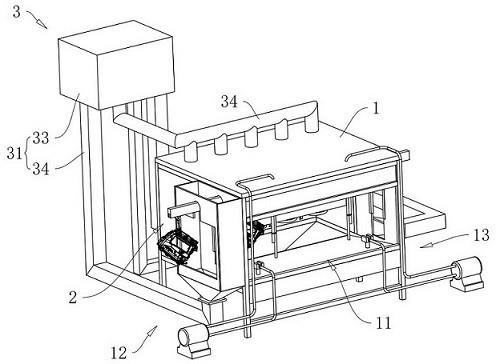
26.通过参考附图阅读下文的详细描述,本公开示例性实施方式的上述以及其他目的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本公开的若干实施方式,并且相同或对应的标号表示相同或对应的部分,其中:图1是本发明多方位加热装置的结构示意图;图2是本发明预处理设备局部结构示意图;图3是本发明多方位加热装置整体组装示意图;图4是本发明pid控制模块的示意图。
27.附图标记说明:1.好氧发酵仓,2.预处理设备,3.加热器,4.热油泵,5.水预热器,6.喷淋管,7.水预热器油管,8.空气预热通道,9.进气口,10.出气口,11.控制面板,12.第一温度传感器,13.第二温度传感器,14.控温比例阀,15.第三温度传感器,16.发酵仓夹套,17.进油管,18.出油管,19.隔板,20.膨胀槽,21.注油口,22.排气口,23.粉碎机,24.脱水机,25.喷淋泵,26.安全阀。
具体实施方式
28.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
29.在本发明实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本发明。在本发明实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义,“多种”一般包含至少两种。
30.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者装置中还存在另外的相同要素。
31.下面结合具体实施例对本发明进行详细阐述。
32.如图1
‑
4的多方位加热装置的结构示意图,一种用于餐厨垃圾处理设备的多方位加热装置,包括有好氧发酵仓1,好氧发酵仓1一侧连接有预处理设备2,加热设备和控制设备。
33.加热设备包括有发酵仓加热组件、喷淋加热组件和加热器3,发酵仓加热组件主要对好氧发酵仓1进行加热,喷淋加热组件主要针对预处理设备2中的喷淋和水洗提供用水,加热器3则对发酵仓加热组件和喷淋加热组件中的导热油进行加热。
34.本实施的发酵仓加热组件可以包括进油管17、发酵仓夹套16和出油管18,发酵仓夹套16套设在好氧发酵仓1的底部外壁上,且发酵仓夹套16与好氧发酵仓1外壁形成密封容腔。通过加热器3加热的导热油从进油管17输送到密封容腔内,对好氧发酵仓1进行加热,之后再从出油管18返回到加热器3中进行加热。密封容腔内设有交错布置的隔板19,隔板19将密封容腔分隔为s型通道, s型通道两端分别连接进油管17和出油管18。
35.在另一个应用场景中,发酵仓加热组件包括多个发酵仓夹套16,多个发酵仓夹套16并排贴合于好氧发酵仓1外部,并且各个发酵仓夹套16沿好氧发酵仓1的长度方向设置。其中,每个发酵仓夹套16的两端分别设有与加热器3连通的进油管17和出油管18,每根进油管17上均设有进油阀,并且该进油阀还连接有调节面板。在实际调控过程中,除了可以直接调控加热器3进行加热的温度,还可以通过调节进油阀打开的数量,以达到对好氧发酵仓1温度的稳定调控。
36.本发明实施例为了实现对发酵仓加热组件内导热油的补充以及完成对导热油的冷却,可以根据实际需求设置相应的结构。在一个应用场景中,发酵仓加热组件还包括设置在出油管18上的膨胀槽20和热油泵4,导热油经过发酵仓夹套16后,从出油管8返回加热器3进行加热时存在有两种途径,一种是直接通过热油泵4返回,另一种则经过膨胀槽20,在膨胀槽20中的导热油冷却稳定后再流经热油泵4,返回到加热器3。对于第二种途径流经膨胀槽20的情况可以通过设定导热油温度的阈值进行控制,到导热油温度超过该设定温度时导热油先进入膨胀槽20进行储存冷却,之后再进入热油泵4。
37.同时,膨胀槽20上设有注油口21和排气口22,实际操作中会根据发酵仓加热组件中导热油的量来判断是否需要通过注油口21添加导热油,排气口22则可以调整膨胀槽20内的气压,保障整个发酵仓加热组件内的导热油处于稳定流动的状态。
38.本实施例的喷淋加热组件可以包括水预热器5、连通加热器3和水预热器5的水预热器油管7、连通水预热器5和预处理设备2的喷淋管6。经加热器3加热的导热油通过水预热器油管7进入到水预热器5对其中储存的水进行加热,加热的水从水预热器5流出后沿喷淋管6进入到与处理设备2中。同时,在水预热器油管7上设置控温比例阀14,其通过监测的温度来调节进入水预热器5的导热油的流量。另外,水预热器5上设有安全阀26,可以对水预热器5进行排气泄压。
39.其中,预处理设备2可以包括粉碎机23和脱水机24,喷淋管6分别与粉碎机23和脱水机24连接,经预热的水自喷淋管6流经喷淋泵25对预处理过程中的餐厨垃圾进行喷淋水洗。通过设置的粉碎机23可以将较大的餐厨垃圾进行破碎处理,便于脱水机24进行脱水处理,以及可以便于进入好氧发酵仓1内的餐厨垃圾具有更大的好氧发酵面积,通过脱水机24可以将经过破碎处理后的餐厨垃圾进行脱水处理。
40.本发明实施例为了保证调控设备能够精准的完成对加热设备的调控,可以通过在不同位置设置对应温度传感器来完成对好氧发酵仓1和加热设备的精确监控。在实际应用场景中,控制设备包括控制面板11和与控制面板11通信连接的温度传感器,其中温度传感器可以包括位于好氧发酵仓1内的第一温度传感器12、位于发酵仓加热组件(可以设置在进油管17,也可以设置在出油管18上)内的第二温度传感器13和位于喷淋加热组件(可以在水预热器5出口处)的第三温度传感器15。控制面板11根据第一温度传感器12和第二温度传感器13检测的温度调节加热器3的加热温度,控制面板11根据第三温度传感器15检测的温度,
调节控温比例阀14,控制水预热器5的加热温度,以及根据预处理设备2中餐厨垃圾的进料量控制喷淋模式。
41.本实施例为了便于理解控制面板11根据温度传感器完成对加热设备的调控,对其进行进一步说明。
42.在一个应用场景中,控制面板11内置plc系统,plc系统包括pid控制模块,读取第一温度传感器12和/或第二温度传感器13电流信号,通过内置plc编程将电流信号转换为实际温度数值,与设定值进行比较,若温度高于所设温度区间上限,则通过固态继电器关闭加热器,通过热油泵减小导热油10%~15%的循环速度。
43.另外,还将第三温度传感器15电流信号转化为输出信号,传输到控温比例阀14,调节控温比例阀14开合度,从而调节进入水预热器5内导热油流量,当水预热器5内水温低于所设温度区间下限,则通过控温比例阀14减小循环导热油流量。
44.本实施为了更好的理解控制面板11的调控作用,对其进行示例性说明。在实际应用场景中,通过控制面板11设置好氧发酵仓1温度为60~70℃,第一温度传感器12监控好氧发酵仓1内温度,通过控制面板11设置加热器3加热温度为100~120℃,第二温度传感器13监控加热器3内导热油温度;当好氧发酵仓1温度处于所设温度区间,则停止加热器3加热,通过热油泵4减小导热油循环速度;当好氧发酵仓1温度或者加热器3导热油温度低于其各自所设温度区间下限,则启动加热器3加热,通过热油泵4提高导热油循环速度。
45.根据餐厨垃圾进料量,通过控制面板11控制喷淋时间和喷淋流量;连接粉碎机23的喷淋管6随餐厨垃圾进料开启,喷淋冲洗餐厨垃圾所含油脂,粉碎结束后,水洗喷淋延后15s停止;接入脱水机24的喷淋管6在餐厨垃圾脱水完成后延后15s对脱水机24进行反冲洗,去除设备内粘附油脂和残渣。
46.通过控制面板11设置水预热器5水温为50℃~100℃,第三温度传感器15监控水预热器5内水的温度,通过控温比例阀14和第三温度传感器15共同控制进入水预热器5内导热油流量,当水预热器5内水温低于所设温度区间下限,则通过控温比例阀14增大循环导热油流量。
47.本发明实施例的好氧发酵仓1由于在进行排出气体时会带出一定的热量,因此,本实施例为了补充好氧发酵仓1内气体外排时造成的热量损耗,可以根据实际需求选择对应的结构来实现。在一个应用场景中,加热设备还可以包括布置于好氧发酵仓1上端的空气预热通道8,空气预热通道8两端分别包括位于好氧发酵仓1外的进气口9和位于好氧发酵仓1内的出气口10。优选地,空气预热通道8布置于好氧发酵仓1的顶部,并且空气预热通道8的长度至少为好氧发酵仓1顶部周长的三分之一。由于好氧发酵仓1内排出的气体会在上部聚集,因此通过设置在好氧发酵仓1顶部的空气预热通道8,可以有效的吸收排出气体的热量,从而减小外排气体带走的能量,即降低了能量损耗。
48.另外,由于本实施例检测多个数据,因此,在进行执行各步骤时,存在不同的优先级,本实施例避免存在同时监测到多个异常数据时执行混乱的问题,对其进行了进一步的限定。在一个应用场景中,本实施例的pid控制模块还可以包括优先级子模块,优先级子模块用于用于设置为若第二温度传感器13监测到的温度高于第二温度区间时,第二温度传感器13输出信号优先执行,否则第一温度传感器12输出信号的执行优先级大于第二温度传感器13输出信号。
49.本实施例的pid控制模块是根据设定值与实测值的误差,利用比例、积分、微分计算出控制量后再对应进行控制。在实际应用场景中,本实施例的pid控制模块通过计算,输出控制信号;其中,t为时间,u(t)为pid控制模块输出的控制信息,k
p
为比例系数,t1为积分时间常数,t
d
为微分时间常数,e(t)为输入pid控制模块的输入量;e(t)=p
v
‑
t
r
,p
v
为被控部件的实际温度值,t
r
为被控部件的温度基准值,温度基准值为控制面板11设定的温度范围的中值;u(t)包括u1(t)、u2(t)和u3(t),e(t)包括e1(t)、e2(t)和e3(t),p
v
包括pv1、pv2和pv3,t
r
包括t
r1
、t
r2
和t
r3
,u1(t)和u2(t)为对于加热器3和热油泵4控制信号,u3(t)为对于控温比例阀14的控制信号;进一步地,e(t)=pv
‑
tr根据传感器的不同可以分解为不同传感器对应的计算式,具体为:e1(t)=p
v1
‑
t
r1
e2(t)=p
v2
‑
t
r2
e3(t)=p
v3
‑
t
r3
式中,e1(t)、e2(t)和e3(t)分别为第一温度传感器12、第二温度传感器13和第三温度传感器15实测值和基准值的偏差量,pv1、pv2和pv3分别为第一温度传感器12、第二温度传感器13和第三温度传感器15监测的实际温度值,t
r1
为好氧发酵仓1温度基准值,t
r2
为发酵仓加热组件温度基准值,t
r3
为喷淋加热组件温度基准值。
50.本发明实施例在进行好氧发酵时,除了对发酵时的温度具有一定要求外,还需要对餐厨垃圾的含水量进行一定程度的控制,因此,本发明实施例的调控设备还可以包括与控制面板11连接的湿度传感器,湿度传感器布置于好氧发酵仓1内,通过控制面板11控制好氧发酵仓1的换气速率以达到调节好氧发酵仓1内发酵物料含水量的目的。
51.本实施例为了明确好氧发酵仓1换气速率和含水量的关系,对其进行进一步说明。本实施例根据物料进入好氧发酵仓1重量(m
in
)及好氧发酵仓1进出口含水率(w
in
, w
out
)要求,可以得到好氧发酵仓1出口物料重量(m
out
)为:从物料中脱去的水量(m
ts
)为:根据上述关系推算换气量(q
hq
)为:上式中,m
in
和m
out
分别为进入发酵仓餐厨垃圾和发酵仓出料的重量,单位为kg;w
in
和w
out
分别为进入发酵仓餐厨垃圾和发酵仓出料的含水率,单位为%;m
ts
为发酵仓物料脱去的水分重量,单位为kg;q
hq
为发酵仓换气量,m3/min;t为餐厨垃圾在发酵仓内的停留时间,单位为d。
52.在一个应用场景中,处理量2t/d的餐厨垃圾处理设备,经过预处理设备2后处理进入好氧发酵仓1的餐厨垃圾含水率为80%,重量为1.0 t/d,要求好氧发酵仓1出口含水率为30%~40%,根据上式得出需调节好氧发酵仓1换气速率为0.19~0.21 m3/min。
53.本发明还提供一种采用上述多方位加热装置的多方位加热方法,包括以下步骤:餐厨垃圾在预处理设备2中进行预处理,控制设备通过调节加热器3控制喷淋加热组件内用水的温度;餐厨垃圾进入好氧发酵仓1后,启动发酵仓加热组件对好氧发酵仓1底部进行加热;控制设备实时采集好氧发酵仓1和发酵仓加热组件的温度信息,根据温度信息调节加热器3,控制发酵仓加热组件对好氧发酵仓1进行加热。
54.进一步的,餐厨垃圾在预处理设备2中进行预处理,控制设备通过控制控温比例阀14,调节水预热器5内用水温度;餐厨垃圾进入好氧发酵仓1后,启动发酵仓加热组件对好氧发酵仓1底部进行加热;基于控制面板内置plc系统和pid控制模块,控制设备通过温度传感器实时采集所述好氧发酵仓1、加热器3和水预热器5的温度信息;根据第一温度传感器12或第二温度传感器13温度信息调节加热器3,控制发酵仓加热组件对好氧发酵仓1进行加热;当第一温度传感器12监测到的温度低于第一温度区间或第二温度传感器13监测到的温度低于第二温度区间时,pid控制模块通过固态继电器控制启动加热器3及调整导热油的循环速度;当第一温度传感器12监测到的温度高于第一温度区间或第二温度传感器13监测到的温度高于第二温度区间时,pid控制模块通过固态继电器控制停止加热器3的加热;pid控制模块优先执行第一温度传感器12所采集温度信息,仅当第二温度传感器13监测到的温度高于第二温度区间时,停止加热器3加热,起到温度过热保护作用。
55.根据第三温度传感器监测水预热器5温度信息,控制喷淋加热组件对水预热器5进行温度控制。
56.以上介绍了本发明的较佳实施方式,旨在使得本发明的精神更加清楚和便于理解,并不是为了限制本发明,凡在本发明的精神和原则之内,所做的修改、替换、改进,均应包含在本发明所附的权利要求概括的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。