1.本技术涉及调节技术领域,尤其涉及一种工件损伤修复方法、装置及电子设备。
背景技术:
2.在机械工件的工作过程中,往往会出现工件材料的疲劳损伤,若不能及时修复工件的疲劳损伤会出现工件断裂等问题。而在航空航天、海洋船舶等重要领域,工件的疲劳损伤情况尤其严重,而由于工件的疲劳损伤出现的断裂等事故往往伴随着巨大的经济损失和人员伤亡。
技术实现要素:
3.本技术实施例提供了一种工件损伤修复方法、装置及电子设备,可以根据工件损伤参数确定振动参数和温度参数,通过自由振动的方式使得修复工件的疲劳损伤,提高环境温度使得原子运动速率加快,使得在保持工件的力学特性的同时,提高振动修复效果和效率。所述技术方案如下:第一方面,本技术实施例提供了一种工件损伤修复方法,所述方法包括:获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度;基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动;基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度;若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动;其中,所述温度参数和所述振动参数均与所述损伤程度呈正比关系,所述温度参数所指示的温度小于或等于所述性质参数中材料熔点的二分之一。
4.第二方面,本技术实施例提供了一种工件损伤修复装置,所述装置包括:参数获取模块,用于获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度;振动修复模块,用于基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动;温度调节模块,用于基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度;振动停止模块,用于若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动;其中,所述温度参数和所述振动参数均与所述损伤程度呈正比关系,所述温度参数所指示的温度小于或等于所述性质参数中材料熔点的二分之一。
5.第三方面,本技术实施例提供一种电子设备,可包括:处理器和存储器;其中,所述
存储器存储有计算机程序,所述计算机程序适于由所述处理器加载并执行上述的方法步骤。
6.本技术一些实施例提供的技术方案带来的有益效果至少包括:在本技术一个或多个实施例中,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度,基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动,基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度,若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。根据工件损伤参数确定振动参数和温度参数,通过自由振动的方式使得修复工件的疲劳损伤,提高环境温度使得原子运动速率加快,使得在保持了工件的力学特性的同时,提高了振动修复效果和振动修复效率。
附图说明
7.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
8.图1是本技术实施例提供的一种工件损伤修复装置的结构示意图;图2是本技术实施例提供的一种工件损伤修复方法的流程示意图;图3是本技术实施例提供的一种工件损伤修复方法的流程示意图;图4是本技术实施例提供的一种工件自动振动的举例示意图;图5是本技术实施例提供的一种工件损伤修复装置的结构示意图;图6是本技术实施例提供的一种振动修复模块的结构示意图;图7是本技术实施例提供的一种温度调节模块的结构示意图;图8是本技术实施例提供的一种电子设备的结构示意图。
具体实施方式
9.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
10.在本技术的描述中,需要理解的是,术语“第一”、
ꢀ“
第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。在本技术的描述中,需要说明的是,除非另有明确的规定和限定,“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。此外,在本技术的描述中,除非另有说明,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的
关系。
11.本技术实施例提供的工件损伤修复方法可依赖于计算机程序实现,可运行于基于冯诺依曼体系的工件损伤修复装置上。该计算机程序可集成在应用中,也可作为独立的工具类应用运行。本技术实施例中可以使得存在疲劳损伤的工件自由振动,自动振动可以使得工件释放材料内部残余应力,改善材料微观组织结构,修复材料疲劳损伤,延长零部件疲劳寿命,而提升工件进行自由振动时所处的环境温度,可以使得原子的运动速度加快,提高损伤修复的速率。
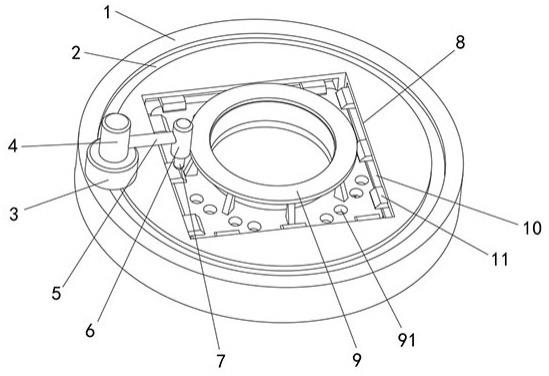
12.请参见图1,为本技术实施例提供了一种工件损伤修复装置的结构示意图,所述工件损伤修复装置可以包括工件选择模组、参数检测模组、处理器、振动模组和加热模组,所述振动模组可以包括波形发生器、功率放大器和激振器。工件选择模组和参数检测模组相连接,工件选择模组用于选择存在疲劳损伤的工件,工件的相关维护人员可以将需要修复或检查的工件进行拆卸存放,工件选择模组可以从这些工件中挑取出存在疲劳损伤的工件,并向参数检测模组发送参数检测信息,指示参数检测模组获取工件的损伤参数。
13.参数检测模组与处理器相连接,参数检测模组接收到工件选择模组的参数检测信息后,便可以获取工件的损伤参数,损伤参数可以包括工件的性质参数和损伤程度,性质参数代表了工件本身的物理性质,可以为这个工件的材料熔点,可以理解的是若工件是由多种材料组成的,则多种材料中最低的熔点就是工件的材料熔点。工件损伤修复装置可以利用工件的材料熔点来调节工件进行损伤修复时所处的环境温度,避免环境温度过高导致工件的力学特性被破坏。
14.工件的损伤程度可以为工件的材料内部晶粒中塞积的位错数目和损伤比例中的至少一种,若损伤程度以位错数目来表示,则位错数目越高工件的损伤程度越大;若损伤程度以损伤比例来表示,则损伤比例越大工件的损伤程度越大;若损伤程度以位错数目和损伤比例共同表示,则位错数目越高、损伤比例越大,工件的损伤程度越大。参数检测模组可以根据工件受到的外力,工件材料的晶粒尺寸、工件的剪切模量、原子间距等来计算工件的位错数目,其中工件受到的外力与工件的工作时间、工作环境有关。损伤比例为工件的已使用次数和总使用次数的比值,例如工件最多可以承受一万次拉伸和挤压,超过一万次工件就会断裂,但工件已经承受了六千次拉伸和挤压,则工件的损伤比例为0.6,工件损伤修复装置可以获取工件的已使用次数和工件的总使用次数,得到损伤比例,工件的已使用次数与工件的工作时间和工作频率有关。工件损伤修复装置可以利用位错数目和损伤比例来确定损伤修复过程中所需的振动参数和温度参数。参数检测模组将损伤参数发送至处理器。
15.处理器与加热模组相连接,处理器与波形发生器相连接。处理器接收到参数检测模组发送的损伤参数,可以根据损伤程度确定振动参数,根据性质参数和损伤程度确定温度参数。温度参数所指示的是损伤修复过程中的环境温度,振动参数可以为工件自由振动的频率和幅度,可以理解的是工件的损伤程度越大,若想在相同的时间内达到相似的损伤修复效果,则所需的自由振动的频率、幅度越大,所需的环境温度越高,所以温度参数和振动参数均与损伤程度呈正比关系,损伤程度越高,温度参数所指示的温度越高,振动频率和幅度越大。但是为了在提高温度加快原子运动速度的同时,保证工件的力学特性不被更改,需要保证温度参数所指示的温度小于或等于材料熔点的二分之一。处理器将加热参数发送至加热模组,将振动参数发送至波形发生器。
16.加热模组接收到处理器发送的温度参数,将工件所处的环境温度调节至温度参数所指示的温度,若在调节之前工件所处的环境温度大于温度参数所指示的温度,则加热模组将环境温度降低至温度参数所指示的温度;若调节之前工件所处的环境温度小于或等于温度参数所指示的温度,则加热模组将环境温度提升至温度参数所指示的温度。加热模组可以将工件所处的环境温度保持在温度参数所指示的温度,直到损伤修复完成。
17.波形发生器和功率放大器相连接,功率放大器和激振器相连接,波形发生器接收到振动参数后生成预设波形信号,并将预设波形信号发送至功率放大器,功率放大器基于预设波形信号生成放大波形信号,将放大波形信号发送至激振器,激振器基于放大波形信号振动,由于工件置于激振器上,工件可以随所述激振器自由振动。由于振动参数表示的是工件达到损伤修复目的所需的振动频率和幅度,即激振器需要输出满足振动参数的振动,预设波形信号和放大波形信号可以用于指示激振器产生的振动满足振动参数。
18.若处理器检测到工件的振动时间达到预设时间,则会向加热模组和波形发生器发送停止信号,停止信号用于指示加热模组停止温度调节,指示波形发生器停止输出波形,即停止对工件的自由振动,表示工件已经完成了损伤修复。
19.下面结合具体的实施例对本技术提供的工件损伤修复方法进行详细说明。
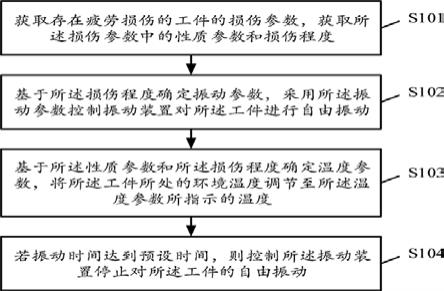
20.请参见图2,为本技术实施例提供了一种工件损伤修复方法的流程示意图。如图2所示,本技术实施例的所述方法可以包括以下步骤s101
‑
s104。
21.s101,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度。
22.具体的,工件的相关维护人员可以将需要修复或检查的工件进行拆卸存放,以供工件损伤修复装置选择出存在疲劳损伤的工件进行损伤修复,或者相关工作人员可以直接将存在疲劳损伤的工件放在振动装置上,方便工件损伤修复装置采用振动装置对工件进行自由振动。工件损伤修复装置可以获取存在疲劳损伤的工件的损伤参数,损伤参数可以包括工件的性质参数和损伤程度,性质参数代表了工件本身的物理性质等,可以包括这个工件的材料熔点,损伤程度可以为工件的材料内部晶粒中塞积的位错数目和损伤比例中的至少一种,若损伤程度以位错数目来表示,则位错数目越高工件的损伤程度越大;若损伤程度以损伤比例来表示,则损伤比例越大工件的损伤程度越大;若损伤程度以位错数目和损伤比例共同表示,则位错数目越高、损伤比例越大,工件的损伤程度越大。损伤比例为工件的已使用次数和总使用次数的比值,例如工件最多可以承受一万次拉伸和挤压,超过一万次工件就会断裂,但工件已经承受了六千次拉伸和挤压,则工件的损伤比例为0.6。
23.s102,基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动。
24.具体的,振动参数可以为工件自由振动的频率和幅度,可以理解的是,工件的损伤程度越大,若想在相同的时间内达到相似的损伤修复效果,则所需的自由振动的频率、幅度越大,所以振动参数与损伤程度呈正比关系,工件损伤修复装置可以查找损伤程度与振动参数的振动对应表,查找损伤程度在振动对应表中所对应的振动参数,并控制振动装置产生符合振动参数条件的振动,由于工件置于振动装置上,所以工件可以随振动装置自由振动。振动对应表可以由工件的相关维护人员预先设置并保存在工件损伤修复装置中,振动对应表可以由相关维护人员根据以往的工件修复经验自行设置,也可以根据工件损伤修复
装置中的保存的历史振动参数和对应的历史损伤程度,计算得出损伤程度和振动参数的振动对应表。
25.s103,基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度。
26.具体的,温度参数所指示的是损伤修复过程中的环境温度,环境温度越高,损伤修复过程中工件的材料的原子运动速度越快,所以温度参数与损伤程度呈正比关系,工件损伤修复装置可以查找损伤程度与温度参数的温度对应表,查找损伤程度在振动对应表中所对应的温度参数。为了在提高损伤修复效率的同时,保护工件的力学特性不被更改,需要保证温度参数所指示的温度小于或等于材料熔点的二分之一。温度对应表可以由工件的相关维护人员预先设置并保存在工件损伤修复装置中,温度对应表可以由相关维护人员根据以往的工件修复经验自行设置,也可以根据工件损伤修复装置中保存的历史温度参数和对应的历史损伤程度,计算得出损伤程度和温度参数的温度对应表。
27.s104,若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。
28.具体的,工件损伤修复装置若检测到工件的振动时间达到预设时间,则控制振动装置停止对工件的自由振动,表示已经完成了对工件的损伤修复,位错塞积消失即位错数目减少或清零,工件的疲劳损伤得以愈合。工件损伤修复装置还可以输出修复完成提示,用于提示相关维护人员回收工件,对工件进行检查、安装回原本的位置继续工作。预设时间可以为工件损伤修复装置中的初始设置,也可以由工件的相关维护人员在工件损伤装置中设置并保存,预设时间也可以为工件损伤修复装置中所保存的历史修复时间计算所得,例如预设时间可以为历史修复时间的平均值。
29.在本技术实施例中,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度,基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动,基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度,若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。根据工件损伤参数确定振动参数和温度参数,通过自由振动的方式使得修复工件的疲劳损伤,提高环境温度使得原子运动速率加快,使得在保持了工件的力学特性的同时,提高了振动修复效果和振动修复效率。
30.请参见图3,为本技术实施例提供了一种工件损伤修复方法的流程示意图。如图3所示,本技术实施例的所述方法可以包括以下步骤s201
‑
s208。
31.s201,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度。
32.具体的,工件的相关维护人员可以将需要修复或检查的工件进行拆卸存放,以供工件损伤修复装置选择出存在疲劳损伤的工件进行损伤修复,或者相关工作人员可以直接将存在疲劳损伤的工件放在振动装置上,方便工件损伤修复装置采用振动装置对工件进行自由振动。工件损伤修复装置可以获取存在疲劳损伤的工件的损伤参数,损伤参数可以包括工件的性质参数和损伤程度,性质参数代表了工件本身的物理性质等,可以包括这个工件的材料熔点,损伤程度可以为工件的材料内部晶粒中塞积的位错数目和损伤比例中的至少一种,若损伤程度以位错数目来表示,则位错数目越高工件的损伤程度越大;若损伤程度
以损伤比例来表示,则损伤比例越大工件的损伤程度越大;若损伤程度以位错数目和损伤比例共同表示,则位错数目越高、损伤比例越大,工件的损伤程度越大。工件损伤修复装置可以根据工件材料的晶粒尺寸、工件的剪切模量、原子间距等计算工件的位错数目,其中工件受到的外力与工件的工作时间、工作环境有关。而工件损伤修复装置可以通过提高温度和使得工件自由振动,减少位错数目,消除位错塞积,从而愈合工件的疲劳损伤。
33.s202,基于所述损伤程度确定振动参数,控制所述波形发生器生成预设波形信号,将所述预设波形信号发送至所述激振器。
34.具体的,工件损伤修复装置可以基于损伤程度确定振动参数,振动参数可以为工件自由振动的频率和幅度,工件在经过满足振动参数的自由振动后可以达到损伤修复的目的。可以理解的是,工件的损伤程度越大即位错数目越大,若想在相同的时间内达到相似的损伤修复效果,则所需的自由振动的频率、幅度越大,所以振动参数与损伤程度,即位错数目呈正比关系,工件损伤修复装置可以查找损伤程度与振动参数的振动对应表,查找损伤程度在振动对应表中所对应的振动参数,并控制波形发生器生成预设波形信号,将预设波形信号发送至激振器,预设波形信号可以指示激振器产生满足振动参数的振动。
35.振动对应表可以由工件的相关维护人员预先设置并保存在工件损伤修复装置中,振动对应表可以由相关维护人员根据以往的工件修复经验自行设置,也可以根据工件损伤修复装置中的保存的历史振动参数和对应的历史损伤程度,计算得出损伤程度和振动参数的振动对应表。例如,若工件损伤修复装置检测到工件的损伤参数中,位错数目为37,通过查找振动对应表找到位错数目为37时所对应的振动,例如位错数目为37时对应的振动频率可以为60hz,对应的振动幅度可以为3g。
36.可选的,工件损伤修复装置可以保存每次进行损伤修复时工件的历史损伤程度,和所产生的自由振动的历史振动参数,工件损伤修复装置可以根据历史损伤程度和历史振动参数计算得出损伤程度与振动参数的函数关系,并根据函数关系生成损伤程度和振动参数的振动对应表。
37.可以理解的是,工件是置于激振器之上随激振器进行自由振动,而稳定的自由振动可以使得工件的损伤修复效果更好,为了使得激振器产生稳定振动,预设波形信号可以为正弦波形信号。
38.可选的,工件损伤修复装置可以在波形发生器产生预设波形信号之后,将预设波形信号发送给功率放大器,功率放大器基于预设波形信号生成放大波形信号,再将放大波形信号发送给激振器,放大波形信号可以指示激振器产生满足振动参数的振动。
39.s203,控制所述激振器基于所述预设波形信号振动,使得所述工件进行自由振动。
40.具体的,激振器接收到预设波形信号或方法波形信号后,可以产生满足振动参数的振动,由于工件置于振动装置上,所以工件可以随激振器自由振动。
41.请一并参见图4,为本技术实施例提供了一种工件自动振动的举例示意图,波形发生器、功率放大器和激振器组成振动装置,波形发生器和功率放大器相连接,波形发生器生成预设波形信号,并将预设波形信号发送给功率放大器,功率放大器基于预设波形信号生成放大波形信号,功率放大器与激振器相连接,功率放大器将放大波形信号发送给激振器,激振器根据放大波形信号产生满足振动参数的振动,而工件置于激振器之上,工件随激振器自由振动。
42.s204,基于温度参数和所述损伤程度的正比关系,获取所述损伤程度对应的期望温度。
43.具体的,温度参数所指示的是损伤修复过程中的环境温度,环境温度越高,损伤修复过程中工件的材料的原子运动速度越快,所以温度参数与损伤程度呈正比关系,工件损伤修复装置可以查找损伤程度与期望温度的温度对应表,查找损伤程度所对应的期望温度。温度对应表可以由工件的相关维护人员预先设置并保存在工件损伤修复装置中,温度对应表可以由相关维护人员根据以往的工件修复经验自行设置,也可以根据工件损伤修复装置中保存的历史期望温度和对应的历史损伤程度,计算得出损伤程度和期望温度的温度对应表。
44.可以理解的是,损伤程度包括位错数目和损伤比例中的至少一种,所以温度对应表的计算方式包括但不限于以下三种:在本技术实施例的第一种可行的实施方式中,若工件损伤修复装置所获取的损伤程度同时包括位错数目和损伤比例,则工件损伤修复装置可以保存每次进行损伤修复时工件的历史损伤比例和历史位错数目,以及所使用的历史期望温度,工件损伤修复装置可以根据历史损伤比例、历史位错数目和历史期望温度计算得出损伤程度与温度参数的函数关系,并根据函数关系生成损伤程度和期望温度的温度对应表;在本技术实施例的第一种可行的实施方式中,若工件损伤修复装置所获取的损伤程度为位错数目,则工件损伤修复装置可以保存每次进行损伤修复时工件的历史位错数目和所使用的历史期望温度,工件损伤修复装置可以根据历史位错数目和历史期望温度计算得出位错数目与温度参数的函数关系,并根据函数关系生成位错数目和期望温度的温度对应表;在本技术实施例的第一种可行的实施方式中,若工件损伤修复装置所获取的损伤程度为损伤比例,则工件损伤修复装置可以保存每次进行损伤修复时工件的历史损伤比例和所使用的历史期望温度,工件损伤修复装置可以根据历史损伤比例和历史期望温度计算得出损伤比例与温度参数的函数关系,并根据函数关系生成损伤比例和期望温度的温度对应表。以方法三为例获取温度对应表,可以理解的是,损伤程度中的损伤比例的取值范围为0~1,所以损伤程度与期望温度的对应关系设置为线性关系,工件损伤修复装置可以将期望温度的取值范围设置为20℃~k℃,其中k℃为工件的材料熔点,所以损伤比例为0时对应的期望温度为20℃,损伤比例为1时,对应的期望温度为k℃即材料熔点,损伤比例与期望温度呈线性关系。
45.s205,判断所述期望温度是否大于所述材料熔点的二分之一。
46.具体的,为了在提高损伤修复效率的同时,保护工件的力学特性不被更改,需要保证温度参数所指示的温度小于或等于材料熔点的二分之一,所以工件修复装置获取了损伤程度对应的期望温度后,还需要判断期望温度是否大于材料熔点的二分之一,若否,则执行s206;若是,则执行s207。
47.s206,将所述期望温度确定为所述温度参数所指示的温度。
48.具体的,若期望温度小于或等于材料熔点的二分之一,工件损伤修复装置则可以将期望温度确认为温度参数所指示的温度。
49.s207,将所述材料熔点的二分之一确定为所述温度参数所指示的温度。
50.具体的,若期望温度大于材料熔点的二分之一,则表示若将工件所处的环境温度调整至期望温度,容易破坏工件的力学特性,所以工件损伤修复装置将材料熔点的二分之一确定为温度参数所指示的温度。
51.s208,判断所述工件所处的环境温度是否大于所述温度参数所指示的温度。
52.具体的,工件损伤修复装置可以根据温度参数,将工件所处的环境温度调节至温度参数所指示的温度,为了保证更好的修复效果,需要保持工件在损伤修复过程中环境温度的稳定,需要将环境温度稳定在温度参数所指示的温度。所以在温度调节之前,工件损伤修复装置需要判断工件所处的环境温度是否大于温度参数所指示的温度,若是,则执行s209;若否,则执行s210。
53.s209,将所述环境温度降低至所述温度参数所指示的温度。
54.具体的,若环境温度大于温度参数所指示的温度,则表示当前温度已经高于了所需的温度,工件损伤修复装置可以将环境温度降低至温度参数所指示的温度,并保持温度恒定。若不对环境温度进行降温,而等待环境温度自动降低,会导致工件在修复过程中长时间处于温度不稳定的情况下,一方面若环境温度高于了材料熔点的二分之一,则容易破坏工件的力学特性,另一方面,工件处于温度不稳定的环境会降低损伤修复的效果。
55.s210,将所述环境温度提升至所述温度参数所指示的温度。
56.具体的,若环境温度小于温度参数所指示的温度,则工件损伤修复装置可以将环境温度提升至温度参数所指示的温度,并保持温度恒定。
57.s211,若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。
58.具体的,工件损伤修复装置若检测到工件的振动时间达到预设时间,则控制振动装置停止对工件的自由振动,表示已经完成了对工件的损伤修复,位错塞积消失即位错数目减少或清零,工件的疲劳损伤得以愈合。工件损伤修复装置还可以输出修复完成提示,用于提示相关维护人员回收工件,对工件进行检查、安装回原本的位置继续工作。预设时间可以为工件损伤修复装置中的初始设置,或者由工件的相关维护人员在工件损伤装置中设置并保存的固定数值,例如预设时间可以为2小时,预设时间也可以为工件损伤修复装置中所保存的历史修复时间计算所得,例如预设时间可以为历史修复时间的平均值。
59.在本技术实施例中,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度,基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动,基于所述性质参数和所述损伤程度确定温度参数,温度参数所指示的温度不高于材料熔点的二分之一,保证了工件的力学特性不被破坏,若工件所处的环境温度高于温度参数所指示的温度,则将环境温度降低至温度参数所指示的温度,减少了工件处于高于材料熔点二分之一的温度环境的风险,进一步保证了工件的力学特性,还使得工件处于稳定的温度中提高损伤修复效果;反之则将环境温度提升至温度参数所指示的温度。若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。根据工件损伤参数确定振动参数和温度参数,通过自由振动的方式使得修复工件的疲劳损伤,提高环境温度使得原子运动速率加快,使得在保持了工件的力学特性的同时,提高了振动修复效果和振动修复效率。
60.下面将结合附图5,对本技术实施例提供的工件损伤修复装置进行详细介绍。需要
说明的是,附图5中的工件损伤修复装置,用于执行本技术图2和图3所示实施例的方法,为了便于说明,仅示出了与本技术实施例相关的部分,具体技术细节未揭示的,请参照本技术图2和图3所示的实施例。
61.请参见图5,其示出了本技术一个示例性实施例提供的工件损伤修复装置的结构示意图。该工件损伤修复装置可以通过软件、硬件或者两者的结合实现成为装置的全部或一部分。该装置1包括参数获取模块11、振动修复模块12、温度调节模块13和振动停止模块14。
62.参数获取模块11,用于获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度;可选的,所述损伤参数包括所述工件的性质参数和损伤程度;所述性质参数为所述工件的材料熔点;所述损伤程度为所述工件的材料内部晶粒中塞积的位错数目。
63.可选的,所述振动参数和所述温度参数均与所述位错数目呈正比关系。
64.振动修复模块12,用于基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动;可选的,所述振动装置包括:波形发生器和激振器;请一并参见图6,为本技术实施例提供了一种振动修复模块的结构示意图。所图6所示,所述振动修复模块12可以包括:波形发生单元121,用于基于所述损伤程度确定振动参数,控制所述波形发生器生成预设波形信号,将所述预设波形信号发送至所述激振器;可选的,所述预设波形信号为正弦波形信号。
65.振动处理单元122,用于控制所述激振器基于所述预设波形信号振动,使得所述工件进行自由振动;其中,所述工件置于所述激振器上,所述工件随所述激振器自由振动,所述预设波形信号用于指示所述激振器产生的振动满足所述振动参数。
66.温度调节模块13,用于基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度;请一并参见图7,为本技术实施例提供了一种温度调节模块的结构示意图。所图7所示,所述温度调节模块13可以包括:参数确定单元131,用于基于所述性质参数和所述损伤程度确定温度参数;温度调节单元132,用于若所述工件所处的环境温度大于所述温度参数所指示的温度,则将所述环境温度降低至所述温度参数所指示的温度;若所述环境温度小于所述温度参数所指示的温度,则将所述环境温度提升至所述温度参数所指示的温度。
67.可选的,所述参数确定单元131具体用于基于温度参数和所述损伤程度的正比关系,获取所述损伤程度对应的期望温度;若所述期望温度小于或等于所述材料熔点的二分之一,则将所述期望温度确定为所述温度参数所指示的温度;若所述期望温度大于所述材料熔点的二分之一,则将所述材料熔点的二分之一确
定为所述温度参数所指示的温度。
68.振动停止模块14,用于若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动;其中,所述温度参数和所述振动参数均与所述损伤程度呈正比关系,所述温度参数所指示的温度小于或等于所述性质参数中材料熔点的二分之一。
69.在本实施例中,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度,基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动,基于所述性质参数和所述损伤程度确定温度参数,温度参数所指示的温度不高于材料熔点的二分之一,保证了工件的力学特性不被破坏,若工件所处的环境温度高于温度参数所指示的温度,则将环境温度降低至温度参数所指示的温度,减少了工件处于高于材料熔点二分之一的温度环境的风险,进一步保证了工件的力学特性,还使得工件处于稳定的温度中提高损伤修复效果;反之则将环境温度提升至温度参数所指示的温度。若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。根据工件损伤参数确定振动参数和温度参数,通过自由振动的方式使得修复工件的疲劳损伤,提高环境温度使得原子运动速率加快,使得在保持了工件的力学特性的同时,提高了振动修复效果和振动修复效率。
70.需要说明的是,上述实施例提供的工件损伤修复装置在执行工件损伤修复方法时,仅以上述各功能模块的划分进行举例说明,实际应用中,可以根据需要而将上述功能分配由不同的功能模块完成,即将设备的内部结构划分成不同的功能模块,以完成以上描述的全部或者部分功能。另外,上述实施例提供的工件损伤修复装置与工件损伤修复方法实施例属于同一构思,其体现实现过程详见方法实施例,这里不再赘述。
71.上述本技术实施例序号仅仅为了描述,不代表实施例的优劣。
72.本技术还提供了一种计算机程序产品,该计算机程序产品存储有至少一条指令,所述至少一条指令由所述处理器加载并执行如上述图1
‑
图4所示实施例的所述工件损伤修复方法,具体执行过程可以参见图1
‑
图4所示实施例的具体说明,在此不进行赘述。
73.请参见图8,为本技术实施例提供了一种电子设备的结构示意图。如图8所示,所述电子设备1000可以包括:至少一个处理器1001,至少一个网络接口1004,用户接口1003,存储器1005,至少一个通信总线1002。
74.其中,通信总线1002用于实现这些组件之间的连接通信。
75.其中,用户接口1003可以包括显示屏(display)、摄像头(camera),可选用户接口1003还可以包括标准的有线接口、无线接口。
76.其中,网络接口1004可选的可以包括标准的有线接口、无线接口(如wi
‑
fi接口)。
77.其中,处理器1001可以包括一个或者多个处理核心。处理器1001利用各种借口和线路连接整个服务器1000内的各个部分,通过运行或执行存储在存储器1005内的指令、程序、代码集或指令集,以及调用存储在存储器1005内的数据,执行服务器1000的各种功能和处理数据。可选的,处理器1001可以采用数字信号处理(digital signal processing,dsp)、现场可编程门阵列(field
‑
programmable gate array,fpga)、可编程逻辑阵列(programmable logic array,pla)中的至少一种硬件形式来实现。处理器1001可集成中央处理器(central processing unit,cpu)、图像处理器(graphics processing unit,gpu)
和调制解调器等中的一种或几种的组合。其中,cpu主要处理操作系统、用户界面和应用程序等;gpu用于负责显示屏所需要显示的内容的渲染和绘制;调制解调器用于处理无线通信。可以理解的是,上述调制解调器也可以不集成到处理器1001中,单独通过一块芯片进行实现。
78.其中,存储器1005可以包括随机存储器(random access memory,ram),也可以包括只读存储器(read
‑
only memory)。可选的,该存储器1005包括非瞬时性计算机可读介质(non
‑
transitory computer
‑
readable storage medium)。存储器1005可用于存储指令、程序、代码、代码集或指令集。存储器1005可包括存储程序区和存储数据区,其中,存储程序区可存储用于实现操作系统的指令、用于至少一个功能的指令(比如触控功能、声音播放功能、图像播放功能等)、用于实现上述各个方法实施例的指令等;存储数据区可存储上面各个方法实施例中涉及到的数据等。存储器1005可选的还可以是至少一个位于远离前述处理器1001的存储装置。如图8所示,作为一种计算机存储介质的存储器1005中可以包括操作系统、网络通信模块、用户接口模块以及工件损伤修复应用程序。
79.在图8所示的电子设备1000中,用户接口1003主要用于为用户提供输入的接口,获取用户输入的数据;而处理器1001可以用于调用存储器1005中存储的工件损伤修复应用程序,并具体执行以下操作:获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度;基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动;基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度;若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动;其中,所述温度参数和所述振动参数均与所述损伤程度呈正比关系,所述温度参数所指示的温度小于或等于所述性质参数中材料熔点的二分之一。
80.在一个实施例中,所述处理器1001在执行所述工件损伤修复方法时,所述损伤参数包括所述工件的性质参数和损伤程度;所述性质参数为所述工件的材料熔点;所述损伤程度为所述工件的材料内部晶粒中塞积的位错数目。
81.在一个实施例中,所述处理器1001在执行所述工件损伤修复方法时,所述振动参数和所述温度参数均与所述位错数目呈正比关系。
82.在一个实施例中,所述振动装置包括:波形发生器和激振器,所述处理器1001在执行基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动时,具体执行以下操作:基于所述损伤程度确定振动参数,控制所述波形发生器生成预设波形信号,将所述预设波形信号发送至所述激振器;控制所述激振器基于所述预设波形信号振动,使得所述工件进行自由振动;其中,所述工件置于所述激振器上,所述工件随所述激振器自由振动,所述预设波形信号用于指示所述激振器产生的振动满足所述振动参数。
83.在一个实施例中,所述处理器1001在执行所述工件损伤修复方法时,所述预设波形信号为正弦波形信号。
84.在一个实施例中,所述处理器1001在执行基于所述性质参数和所述损伤程度确定温度参数,将所述工件所处的环境温度调节至所述温度参数所指示的温度时,具体执行以下操作:基于所述性质参数和所述损伤程度确定温度参数;若所述工件所处的环境温度大于所述温度参数所指示的温度,则将所述环境温度降低至所述温度参数所指示的温度;若所述环境温度小于所述温度参数所指示的温度,则将所述环境温度提升至所述温度参数所指示的温度。
85.在一个实施例中,所述处理器1001在执行基于所述性质参数和所述损伤程度确定温度参数时,具体执行以下操作:基于温度参数和所述损伤程度的正比关系,获取所述损伤程度对应的期望温度;若所述期望温度小于或等于所述材料熔点的二分之一,则将所述期望温度确定为所述温度参数所指示的温度;若所述期望温度大于所述材料熔点的二分之一,则将所述材料熔点的二分之一确定为所述温度参数所指示的温度。
86.在本实施例中,获取存在疲劳损伤的工件的损伤参数,获取所述损伤参数中的性质参数和损伤程度,基于所述损伤程度确定振动参数,采用所述振动参数控制振动装置对所述工件进行自由振动,基于所述性质参数和所述损伤程度确定温度参数,温度参数所指示的温度不高于材料熔点的二分之一,保证了工件的力学特性不被破坏,若工件所处的环境温度高于温度参数所指示的温度,则将环境温度降低至温度参数所指示的温度,减少了工件处于高于材料熔点二分之一的温度环境的风险,进一步保证了工件的力学特性,还使得工件处于稳定的温度中提高损伤修复效果;反之则将环境温度提升至温度参数所指示的温度。若振动时间达到预设时间,则控制所述振动装置停止对所述工件的自由振动。根据工件损伤参数确定振动参数和温度参数,通过自由振动的方式使得修复工件的疲劳损伤,提高环境温度使得原子运动速率加快,使得在保持了工件的力学特性的同时,提高了振动修复效果和振动修复效率。
87.本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的程序可存储于一计算机可读取存储介质中,该程序在执行时,可包括如上述各方法的实施例的流程。其中,所述的存储介质可为磁碟、光盘、只读存储记忆体或随机存储记忆体等。
88.以上所揭露的仅为本技术较佳实施例而已,当然不能以此来限定本技术之权利范围,因此依本技术权利要求所作的等同变化,仍属本技术所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。