1.本技术涉及无纺布生产技术领域,尤其是涉及一种直接铺网的三梳理水刺无纺布及其制备方法。
背景技术:
2.水刺法无纺布是无纺生产方法之一,其制品在医疗用品、卫生用品、人造革基布、服装衬布、装饰布等方面都有广泛的用途。根据成网方式的不同,水刺无纺布生产线可分为直接铺网水刺无纺布生产线和交叉铺网水刺无纺布生产线。
3.直接铺网水刺无纺布生产线是将一台或多台梳理机串联或并联后输出的纤网铺叠成一定厚度的纤网,然后输出供后续水刺加固的生产线。这种生产线得到的产品具有外观好、均匀度高的特点,其生产速度可达160m/min
‑
260m/min 或更高。其生产线具有流程短、设备少、占地面积小、速度高、能耗及成本低、用工少、投资收益高等特点,近几年在国内发展迅猛。但由于纤网中纤维多呈纵向排列,产品的横向和纵向的强力差异较大,因此其用途受到严重限制。
4.交叉铺网水刺无纺布生产线是通过单独的交叉铺网机,将梳理机梳理完的纤网横向均匀折叠成一定宽度及厚度的纤网输出,然后水刺加固的生产线。这种生产线得到的产品具有差异较小的横向和纵向的强力差异,各个方向的断裂强力均匀,用途广泛,但与直接铺网水刺生产线相比,具有速度慢、产能低、成本高等劣势。
技术实现要素:
5.为解决上述技术问题,本技术的第一目的是提供一种横向强力和纵向强力差异小的直接铺网的三梳理水刺无纺布,本技术的第二目的是提供一种提高生产效率和产品质量的直接铺网的三梳理水刺无纺布的制备方法。
6.为达到第一目的,本技术采用如下技术方案:一种直接铺网的三梳理水刺无纺布,包括第一纤维层、第三纤维层以及位于所述的第一纤维层和第三纤维层之间的第二纤维层,所述的第二纤维层包括若干个相互间隔的纤维区域,所述的第一纤维层和第三纤维层为亲水纤维结构层,所述的第二纤维层为低熔点纤维结构层,所述的第二纤维层在若干个所述的纤维区域处热熔并黏结所述的第一纤维层和第三纤维层,所述的低熔点纤维结构层由低熔点纤维制成。
7.在上述技术方案中,进一步优选的,所述的亲水纤维结构层由棉纤维、麻纤维、粘胶纤维、莱赛尔纤维、莫代尔纤维、壳聚糖纤维、聚乳酸纤维和天丝纤维中的一种或者多种制成。
8.在上述技术方案中,进一步优选的,所述的低熔点纤维由低熔点单组分纤维和低熔点多组分纤维中的一种或者多种制成。
9.在上述技术方案中,进一步优选的,所述的无纺布的纵横强力比为2.0:1
‑
1.5:1。
10.在上述技术方案中,进一步优选的,所述的第二纤维层的厚度为0.5
‑
2.0mm,所述
的第二纤维层在所述的纤维区域的孔隙率为75%
‑
90%。
11.在上述技术方案中,进一步优选的,所述的无纺布的平方米克重为30
‑
120 g/m2。
12.为达到第二目的,本技术采用如下技术方案:一种直接铺网的三梳理水刺无纺布的制备方法,步骤一:开松工序,将三层纤维层的纤维原料分别投入三台开松机进行开松、称重、混合;步骤二:三道梳理成网工序,完成开松工序的三层纤维原料分别投入三台梳理机,头道梳理机将第一纤维层的纤维原料铺设为下层纤维网;设置二道梳理机的铺设长度和间隔长度,二道梳理机将第二纤维层的纤维原料间隔铺设在所述的下层纤维网上,形成中间层纤维网;三道梳理机将第三纤维层的纤维原料铺设在所述的中间层纤维网上,形成上层纤维网;步骤三:水刺工序,通过水刺工艺对三层纤维网进行加固;步骤四:烘干工序,对经过水刺工艺的纤维网进行烘干处理;步骤五:热轧工序,设定热轧机温度,将烘干的纤维网送入热轧机,所述的中间层纤维网的纤维热熔后黏接上下两层的纤维网,形成三层的无纺布;步骤六:包装工序,对所述的无纺布进行卷装。
13.在上述技术方案中,进一步优选的,在所述的三道梳理成网工序中,所述的二道梳理机根据所述的铺设长度,将所述的第二纤维层的纤维原料直铺所述的铺设长度后切断,经过所述的间隔长度后,再重新铺设所述的第二纤维层的纤维原料,以此周期性循环间隔铺网。
14.在上述技术方案中,进一步优选的,在所述的烘干工序中,所述的烘干温度为80℃
‑
100℃。
15.在上述技术方案中,进一步优选的,在所述的热轧工序中,所述的热轧机设定的温度为120℃
‑
140℃。
16.本技术与现有技术相比获得如下有益效果:本技术在亲水的第一纤维层和第三纤维层之间设置能够热熔黏结的第二纤维层,并且第二纤维层的纤维原料间隔铺设,使该无纺布不采用交叉铺网的工艺,也可提高各个方向上的拉伸断裂强力,降低纵横向强力的差异,该无纺布可替代部分交叉铺网的产品,扩大直接铺网的无纺布产品的应用范围和领域。
附图说明
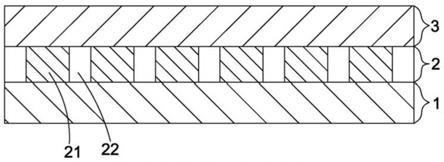
17.图1为本技术的结构示意图;图2为本技术的制备方法的流程图。
具体实施方式
18.为详细说明申请的技术内容、构造特征、所达成目的及功效,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。在下面的描述中,出于解释的目的,阐述了许多具体细节以提供对发明的各种示例性实施例或实施方式的详细说明。然而,各种示例性实施
例也可以在没有这些具体细节或者在一个或更多个等同布置的情况下实施。此外,各种示例性实施例可以不同,但不必是排他的。例如,在不脱离发明构思的情况下,可以在另一示例性实施例中使用或实现示例性实施例的具体形状、构造和特性。
19.以下,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
20.此外,本技术中,诸如“在
……
下”、
ꢀ“
下”、“在
……
上”、“上”等的空间相对术语,由此来描述如附图中示出的一个元件与另一(其它)元件的关系。空间相对术语意图包括设备在使用、操作和/或制造中除了附图中描绘的方位之外的不同方位。
21.在本技术中,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连。
22.本技术提供一种直接铺网的三梳理水刺无纺布,如图1所述,该水刺无纺布包括第一纤维层1、第三纤维层3以及位于所述的第一纤维层1和第三纤维层3之间的第二纤维层2,在本实施方式中,第一纤维层1位于最下方,第二纤维层2铺设在第一纤维层1的上方,第三纤维层3铺设在第二纤维层2的上方,第一纤维层1、第二纤维层2和第三纤维层3从下至上依次堆叠。
23.第一纤维层1和第三纤维层3为亲水纤维结构层,具有良好的吸水性能;在本实施方式中,亲水纤维结构层由一种或者多种的亲水性纤维制成,亲水性纤维包括但不限于棉纤维、麻纤维、粘胶纤维、莱赛尔纤维、莫代尔纤维、壳聚糖纤维、聚乳酸纤维和天丝纤维,亲水性纤维使得第一纤维层1和第三纤维层3具有良好的吸水性和柔软度,适合作为制品的表层。第一纤维层1和第三纤维层3在梳理机的直铺下沿纵向延伸。
24.第二纤维层2包括若干个相互间隔的纤维区域21,相邻的两个纤维区域21之间具有10
‑
100mm的间距22,各个纤维区域21在梳理机的铺设下沿纵向间隔分布,且各个纤维区域21沿垂直于纵向的横向方向延伸,在本实施方式中,第一纤维层1、第二纤维层2和第三纤维层3的幅宽一致。
25.第二纤维层2为低熔点纤维结构层,第二纤维层2在若干个纤维区域21处热熔黏结第一纤维层1和第三纤维层3。第二纤维层2不仅将上下两层纤维层黏结,还提高了整体无纺布在横向的强度,使无纺布的纵横强力比范围为2:1
‑
1.5:1,接近交叉铺网水刺无纺布的纵横强力比,在某些用途上可代替交叉铺网水刺无纺布产品,拓宽了应用范围和领域。第二纤维层2在纤维区域21还具有75%
‑
90%的孔隙率,较高的孔隙率提高了第二纤维层2在纤维区域21的透气性,使第二纤维层2粘结第一纤维层1和第三纤维层3的同时,还保证了第一纤维层1和第三纤维层3的透气效率,使该无纺布拉伸强度高、透气性好。
26.低熔点纤维结构层由低熔点纤维制成,在100℃
‑
150℃的温度下形成熔融状态黏结第一纤维层1和第三纤维层3。低熔点纤维由低熔点单组分纤维和低熔点多组分纤维中的一种或者多种制成;低熔点单组分纤维包括但不限于低熔点聚烯烃纤维、低熔点聚酰胺纤维和低熔点聚酯纤维;低熔点多组分纤维具有皮芯复合结构,低熔点多组分纤维包括皮层和芯层,皮层由低熔点单组分纤维制成,并且皮层的熔点低于芯层,皮层热熔以黏接相邻的
低熔点多组分纤维,芯层的熔点高,在100℃
‑
150℃的温度下保持纤维形态,在第一纤维层1和第三纤维层3之间起支撑作用。在其他实施方式中,低熔点纤维由低熔点单组分纤维和低熔点多组分纤维混合、两种及两种以上的低熔点单组分纤维或者两种及两种以上的低熔点多组分纤维制成。
27.本技术还提供一种直接铺网的三梳理水刺无纺布的制备方法,如图2所示,制备方法包括:步骤一:开松工序,将三层纤维原料分别投入三台开松机进行开松、称重、混合;步骤二:三道梳理成网工序,完成开松工序的三层纤维原料分别投入三台梳理机,头道梳理机将第一纤维层1的纤维原料铺设为下层纤维网;设置二道梳理机的铺设长度和间隔长度,二道梳理机将第二纤维层2的纤维原料间隔铺设在下层纤维网上,形成中间层纤维网;三道梳理机将第三纤维层3的纤维原料铺设在中间层纤维网上,形成上层纤维网;步骤三:水刺工序,通过水刺工艺对三层纤维网进行加固;步骤四:烘干工序,对经过水刺工艺的纤维网进行烘干处理;步骤五:热轧工序,设定热轧机温度,将烘干的纤维网送入热轧机,中间层纤维网的纤维热熔后黏接上下两层的纤维网,形成三层的无纺布;步骤六:包装工序,对无纺布进行卷装。
28.在三道梳理成网工序中,二道梳理机根据铺设长度,将第二纤维层2的纤维原料直铺在下层纤维网上,并在预设的铺设长度后切断纤维网,形成纤维区域21;下层纤维网移动了预设的间隔长度后,形成间距22;等过了间隔长度后,二道梳理机再重新在下层纤维网上铺设第二纤维层2的纤维原料,以此周期性循环间隔铺网;根据不同产品的尺寸来预设二道梳理机直铺的间隔长度,间隔长度为10
‑
100mm。
29.在烘干工序中,烘干温度为80℃
‑
100℃;在热轧工序中,热轧机设定的温度为120℃
‑
140℃。
30.三层纤维网在经过热轧工序后,中间层纤维网的低熔点纤维热熔黏接上下层的纤维网,使无纺布的纵横强力比为2.0:1
‑
1.5:1,提高了无纺布各个方向的拉伸强度;第二纤维层2中间隔铺设的纤维,在两层纤维层质量的基础上没有增加太多的重量,并且热轧后无纺布的厚度减小,第二纤维层2的厚度为0.5
‑
2.0mm,无纺布的平方米克重为30
‑
120 g/m2,这样的无纺布轻薄、柔软,便于生产一次性卫生用品。
31.间隔铺设的第二纤维层2在纤维区域21经热轧后加强无纺布在横向的拉伸断裂强力,使该无纺布的纵横强力比接近交叉铺网的无纺布的纵横强力比,使直铺保持了自身占地面积小、速度高、能耗及成本低的特点,同时直铺的产品具有交叉铺网无纺布的纵横强力比小的特点,提高无纺布产品各个方向的拉伸断裂强力,产品质量提高。
32.本技术在亲水的第一纤维层1和第三纤维层3之间设置能够热熔黏结的第二纤维层2,并且第二纤维层2的纤维原料间隔铺设,使该无纺布不采用交叉铺网的工艺,也可提高各个方向上的拉伸断裂强力,该无纺布可替代部分交叉铺网的产品,扩大直接铺网无纺布产品的应用范围和领域。
33.以上显示和描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是说明本技术的原理,在不脱离本技术精神和范围的前提下,本技术还会有各种变化和改进,本技术
要求保护范围由所附的权利要求书、说明书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。