一种耐低温冲击mpp电力电缆保护管及其生产工艺
技术领域
1.本发明涉及mpp电力电缆保护管技术领域,具体是一种耐低温冲击mpp电力电缆保护管及其生产工艺。
背景技术:
2.电缆保护管是指为了防止电缆受到损伤,敷设在电缆外层,具有一定机械强度的金属保护管。电缆保护管主要安装在通讯电缆与电力线交叉的地段,防止电力线发生断线造成短路事故,引起通讯电缆和钢丝绳带电,以保护电缆、交换机、机芯板,以至整机不被烧坏,对电力线磁场干扰也起到一定的隔离作用材,所使用的电缆保护管有:钢管、铸铁管、硬质聚氯乙烯管、陶土管、混凝土管、石棉水泥管等。电缆保护管多为金属材质,其中因为镀锌钢管防腐性能好,而被普遍采用。
3.传统上的mpp电力电缆保护管,其耐低温冲击力较低,在低温环境下使用时,管体易脆化损坏,其次其抗老化效果较差,故而满足不了使用者的需求。
技术实现要素:
4.本发明的目的在于提供一种耐低温冲击mpp电力电缆保护管及其生产工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a 45、耐寒增塑剂dos5份、nbr5份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
7.作为本发明进一步的方案:
8.所述的耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos5份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
9.作为本发明进一步的方案:
10.所述的耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:所述的耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos5份、nbr15份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
11.作为本发明进一步的方案:
12.所述的耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos10份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
13.作为本发明进一步的方案:
14.所述的耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100
份、增塑剂a45、耐寒增塑剂dos15份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
15.作为本发明进一步的方案:
16.所述耐寒增塑剂dos为耐寒增塑剂癸二酸二辛酯。
17.作为本发明进一步的方案:
18.所述nbr为粉末状丁腈橡胶。
19.一种耐低温冲击mpp电力电缆保护管的生产工艺,具体步骤如下:
20.so1:按照重量份称取各原料;
21.s02:将称取的聚丙烯树脂、增塑剂a、耐寒增塑剂dos、nbr、稳定剂、cpe抗冲击改性剂、抗氧化剂、增粘剂和颜料均倒入料筒内,打开料筒内设置的搅拌设备进行搅拌混合,以160
‑
180r/min的搅拌速度搅拌8
‑
10min,获得管体混合料;
22.s03:将步骤so2中的到的管体混合料加入到顺哥螺杆挤出造粒机中,得到耐低温冲击mpp电力电缆保护管管体颗粒;
23.s04:将耐低温冲击mpp电力电缆保护管管体颗粒加入到融化炉中熔融,加入到双螺杆挤出机经模具挤出成型,得到耐低温冲击mpp电力电缆保护管;
24.s05:将步骤s04得到的耐低温冲击mpp电力电缆保护管送入到真空喷淋箱进行喷淋冷却,进行固化成型,然后进行常温吹干,得到成型后的耐低温冲击mpp电力电缆保护管。
25.作为本发明再进一步的方案:
26.所述步骤s03和步骤s04中双螺杆挤出造粒机的挤出转速为120
‑
150r/min。
27.与现有技术相比,本发明的有益效果是:
28.本发明制备的耐低温冲击mpp电力电缆保护管,通过配方中增加耐寒增塑剂和nbr成分,使其在具备耐低温冲击的前提下还具备良好的抗老化性能,并且具备很好的抗拉伸强度,提高其实际的使用寿命。
具体实施方式
29.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
30.实施例1
31.一种耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a 45、耐寒增塑剂dos5份、nbr5份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
32.一种耐低温冲击mpp电力电缆保护管的生产工艺,具体步骤如下:
33.so1:按照重量份称取各原料;
34.s02:将称取的聚丙烯树脂、增塑剂a、耐寒增塑剂dos、nbr、稳定剂、cpe抗冲击改性剂、抗氧化剂、增粘剂和颜料均倒入料筒内,打开料筒内设置的搅拌设备进行搅拌混合,以160
‑
180r/min的搅拌速度搅拌8
‑
10min,获得管体混合料;
35.s03:将步骤so2中的到的管体混合料加入到顺哥螺杆挤出造粒机中,得到耐低温冲击mpp电力电缆保护管管体颗粒;
36.s04:将耐低温冲击mpp电力电缆保护管管体颗粒加入到融化炉中熔融,加入到双螺杆挤出机经模具挤出成型,得到耐低温冲击mpp电力电缆保护管;
37.s05:将步骤s04得到的耐低温冲击mpp电力电缆保护管送入到真空喷淋箱进行喷淋冷却,进行固化成型,然后进行常温吹干,得到成型后的耐低温冲击mpp电力电缆保护管。
38.实施例2
39.一种耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos5份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
40.一种耐低温冲击mpp电力电缆保护管的生产工艺,具体步骤如下:
41.so1:按照重量份称取各原料;
42.s02:将称取的聚丙烯树脂、增塑剂a、耐寒增塑剂dos、nbr、稳定剂、cpe抗冲击改性剂、抗氧化剂、增粘剂和颜料均倒入料筒内,打开料筒内设置的搅拌设备进行搅拌混合,以160
‑
180r/min的搅拌速度搅拌8
‑
10min,获得管体混合料;
43.s03:将步骤so2中的到的管体混合料加入到顺哥螺杆挤出造粒机中,得到耐低温冲击mpp电力电缆保护管管体颗粒;
44.s04:将耐低温冲击mpp电力电缆保护管管体颗粒加入到融化炉中熔融,加入到双螺杆挤出机经模具挤出成型,得到耐低温冲击mpp电力电缆保护管;
45.s05:将步骤s04得到的耐低温冲击mpp电力电缆保护管送入到真空喷淋箱进行喷淋冷却,进行固化成型,然后进行常温吹干,得到成型后的耐低温冲击mpp电力电缆保护管。
46.实施例3
47.一种耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos5份、nbr15份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
48.一种耐低温冲击mpp电力电缆保护管的生产工艺,具体步骤如下:
49.so1:按照重量份称取各原料;
50.s02:将称取的聚丙烯树脂、增塑剂a、耐寒增塑剂dos、nbr、稳定剂、cpe抗冲击改性剂、抗氧化剂、增粘剂和颜料均倒入料筒内,打开料筒内设置的搅拌设备进行搅拌混合,以160
‑
180r/min的搅拌速度搅拌8
‑
10min,获得管体混合料;
51.s03:将步骤so2中的到的管体混合料加入到顺哥螺杆挤出造粒机中,得到耐低温冲击mpp电力电缆保护管管体颗粒;
52.s04:将耐低温冲击mpp电力电缆保护管管体颗粒加入到融化炉中熔融,加入到双螺杆挤出机经模具挤出成型,得到耐低温冲击mpp电力电缆保护管;
53.s05:将步骤s04得到的耐低温冲击mpp电力电缆保护管送入到真空喷淋箱进行喷淋冷却,进行固化成型,然后进行常温吹干,得到成型后的耐低温冲击mpp电力电缆保护管。
54.实施例4
55.一种耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos10份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
56.一种耐低温冲击mpp电力电缆保护管的生产工艺,具体步骤如下:
57.so1:按照重量份称取各原料;
58.s02:将称取的聚丙烯树脂、增塑剂a、耐寒增塑剂dos、nbr、稳定剂、cpe抗冲击改性
剂、抗氧化剂、增粘剂和颜料均倒入料筒内,打开料筒内设置的搅拌设备进行搅拌混合,以160
‑
180r/min的搅拌速度搅拌8
‑
10min,获得管体混合料;
59.s03:将步骤so2中的到的管体混合料加入到顺哥螺杆挤出造粒机中,得到耐低温冲击mpp电力电缆保护管管体颗粒;
60.s04:将耐低温冲击mpp电力电缆保护管管体颗粒加入到融化炉中熔融,加入到双螺杆挤出机经模具挤出成型,得到耐低温冲击mpp电力电缆保护管;
61.s05:将步骤s04得到的耐低温冲击mpp电力电缆保护管送入到真空喷淋箱进行喷淋冷却,进行固化成型,然后进行常温吹干,得到成型后的耐低温冲击mpp电力电缆保护管。
62.实施例5
63.一种耐低温冲击mpp电力电缆保护管,按照重量份的原料包括:聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos15份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份。
64.一种耐低温冲击mpp电力电缆保护管的生产工艺,具体步骤如下:
65.so1:按照重量份称取各原料;
66.s02:将称取的聚丙烯树脂、增塑剂a、耐寒增塑剂dos、nbr、稳定剂、cpe抗冲击改性剂、抗氧化剂、增粘剂和颜料均倒入料筒内,打开料筒内设置的搅拌设备进行搅拌混合,以160
‑
180r/min的搅拌速度搅拌8
‑
10min,获得管体混合料;
67.s03:将步骤so2中的到的管体混合料加入到顺哥螺杆挤出造粒机中,得到耐低温冲击mpp电力电缆保护管管体颗粒;
68.s04:将耐低温冲击mpp电力电缆保护管管体颗粒加入到融化炉中熔融,加入到双螺杆挤出机经模具挤出成型,得到耐低温冲击mpp电力电缆保护管;
69.s05:将步骤s04得到的耐低温冲击mpp电力电缆保护管送入到真空喷淋箱进行喷淋冷却,进行固化成型,然后进行常温吹干,得到成型后的耐低温冲击mpp电力电缆保护管。
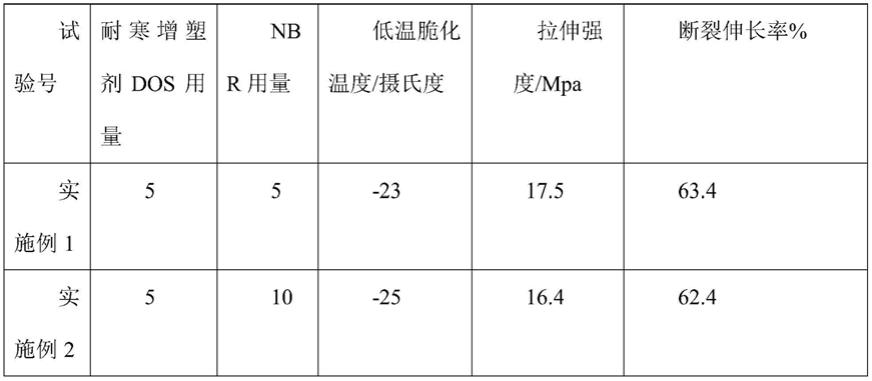
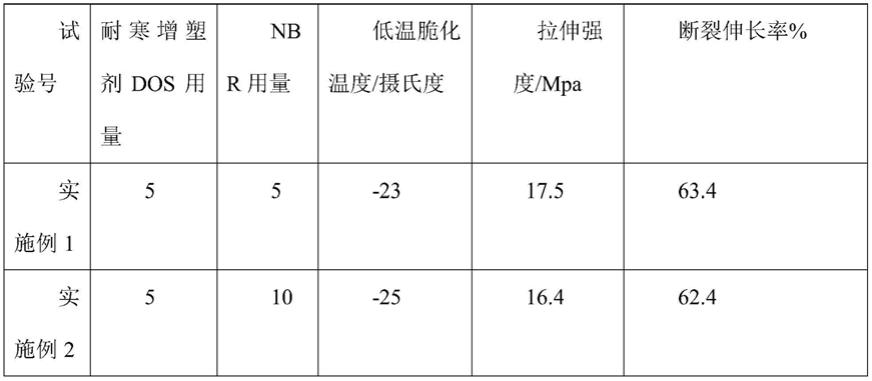
70.耐低温冲击mpp电力电缆保护管性能表
71.[0072][0073]
从表中可以看出,实施例例4中,使用聚丙烯树脂100份、增塑剂a45、耐寒增塑剂dos10份、nbr10份、稳定剂8份、cpe抗冲击改性剂10份、抗氧化剂0.8份、增粘剂3份和颜料0.5份作为耐低温冲击mpp电力电缆保护管的配料比时,其耐低温冲击、抗老化强度和拉伸强度均最佳。
[0074]
上述实施例中,步骤s03和步骤s04中双螺杆挤出造粒机的挤出转速均为120
‑
150r/min。
[0075]
上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。