1.本发明主要涉及功率模块技术领域,特指一种功率器件、功率模块及其封装工艺。
背景技术:
2.变流器由于能够实现对从电网引入电能的转化与运用,被称为动车组及电力机车的心脏,而功率模块又是变流器实现整流、逆变、直流-直流变流、交流-交流变流的核心部件,对动车组及电力机车的正常运行起着重要的作用。与此同时,随着车辆速度等级的逐渐增加,变流器内功率模块的功率等级也在逐渐增大,故对功率模块内部的传热规律进行研究,设计简单高效的散热装置对解决内部的传热问题,提高模块的性能和可靠性有着极大的意义。
3.另外,永磁同步牵引传动系统在轨道交通车辆上逐渐开始得到应用,但永磁同步电机的控制一般只能采用轴控,即一个逆变单元只能控制一台永磁同步电机,这也导致了永磁同步牵引传动系统相比与异步电机牵引传动系统需要更多的逆变单元,造成永磁同步牵引传动系统重量和体积的增加,轨道车辆功率模块小型化与轻量化也面临着实际需求。
4.现有的散热方式包括水冷和风冷,其中水冷与风冷相比,具有较高的冷却效率。对于轨交典型的水冷功率模块,芯片的散热路径一般为:芯片—焊接层—dbc衬板—焊接层—厚铜底板—导热硅脂—水冷板,由于芯片散热路径太长,对散热效果有一定的影响,而且散热路径中的导热硅脂的散热性能非常差,这也使得功率模块的散热能力大打折扣。因此功率模块的封装结构及散热路径急需优化。
技术实现要素:
5.本发明要解决的技术问题就在于:针对现有技术存在的技术问题,本发明提供一种结构简单、体积小、散热效率高的功率器件、功率模块及其封装工艺。
6.为解决上述技术问题,本发明提出的技术方案为:
7.一种功率器件,包括芯片、衬板和水冷板,所述衬板位于所述芯片的一侧或两侧,所述水冷板直接焊接于所述衬板上。
8.作为上述技术方案的进一步改进:
9.所述水冷板通过钎焊工艺焊接于所述衬板上。
10.所述水冷板为pin-fin结构底板。
11.所述pin-fin结构底板上的pin-fin结构为椭圆柱状体或圆柱体或圆锥体。
12.所述水冷板为铝碳化硅或者铝合金材质的水冷板。
13.所述芯片和衬板之间通过纳米银烧结工艺烧结而连接在一起。
14.所述芯片与所述衬板之间设有过渡铜块。
15.所述过渡铜块与芯片和衬板之间通过纳米银烧结工艺烧结而连接在一起。
16.所述衬板上的外接端子通过热超声焊接工艺连接在衬板上。
17.本发明相应公开了一种如上所述的功率器件的封装工艺,包括步骤:
18.在芯片与衬板之间的各连接面上涂覆纳米银浆,将芯片与衬板贴合后进行烧结;
19.在衬板与水冷板之间的各连接面上涂覆锡膏,将衬板与水冷板贴合后进行钎焊连接。
20.作为上述技术方案的进一步改进:
21.还包括后续的灌封处理,以形成灌封外壳。
22.还包括采用热超声焊接工艺将芯片的外接端子与衬板连接。
23.本发明还公开了一种功率模块,包括外部散热器、中间散热器和如上所述的功率器件,各所述功率器件通过中间散热器叠放在一起,所述外部散热器则位于最外侧的功率器件上。
24.作为上述技术方案的进一步改进:
25.所述外部散热器包括壳体和盖板,所述壳体位于功率器件一侧的水冷板上,所述盖板盖设于所述壳体上,以使壳体、盖板与水冷板之间围合形成用于供散热介质流过的第一腔体,所述第一腔体上设有入口和出口。
26.所述盖板焊接于所述壳体上。
27.所述壳体焊接于所述水冷板上。
28.所述中间散热器包括上壳体和下壳体,所述上壳体和下壳体分别位于相邻所述功率器件的水冷板上,所述上壳体与下壳体之间围合形成用于供散热介质流过的第二腔体,所述第二腔体上设有入口和出口。
29.所述上壳体与下壳体之间焊接连接。
30.所述上壳体或/和下壳体与所述水冷板之间焊接连接。
31.本发明相应公开了一种如上所述的功率模块的封装工艺,包括步骤:
32.将所述外部散热器通过回填式搅拌摩擦焊接技术焊接于所述功率器件的水冷板上;
33.将所述中间散热器通过回填式搅拌摩擦焊接技术焊接于所述功率器件的水冷板上,使相邻功率器件相互连接。
34.作为上述技术方案的进一步改进:
35.所述外部散热器包括壳体和盖板,对应的焊接过程为:
36.将壳体放到功率器件的水冷板的上面,将壳体与功率器件固定,采用回填式搅拌摩擦焊接技术进行焊接;
37.将盖板放在壳体的上面,将盖板与壳体固定,采用回填式搅拌摩擦焊接技术进行焊接。
38.所述中间散热器包括上壳体和下壳体,对应的焊接过程为:
39.将上壳体放在功率器件的水冷板的上面,将上壳体与功率器件固定,采用回填式搅拌摩擦焊接技术进行焊接;
40.将下壳体放在功率器件的水冷板的下面,将下壳体与功率器件固定,采用回填式搅拌摩擦焊接技术进行焊接;
41.将各中间散热器对应的上壳体和下壳体进行固定,采用回填式搅拌摩擦焊接技术进行焊接。
42.与现有技术相比,本发明的优点在于:
43.本发明将现有功率器件中的基板及散热器进行整合,采用水冷板进行代替,消除了芯片散热路径中的散热硅脂和厚铜底板,减少了热量的传递路径,提高了散热效率;同时也简化了结构,缩小了体积、集成度高。
44.本发明实现了轨道交通领域功率器件双面水冷与pin-fin结构的复合设计,在缩小功率器件(功率模块)体积的同时提高了散热效率与功率密度,从而实现轨道车辆功率器件(功率模块)小型化与轻量化。
45.本发明实现了全流程的高集成双面水冷功率模块的封装工艺,并大量采用新型封装工艺,如纳米银烧结技术、热超声焊接技术、搅拌摩擦焊技术等,能够实现高性能功率模块的封装。
附图说明
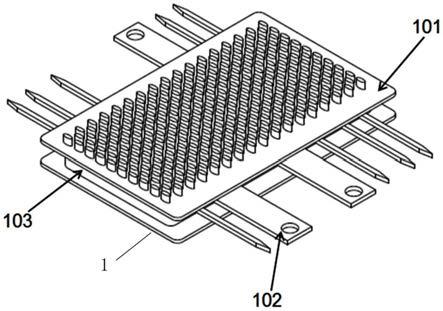
46.图1为本发明的功率器件在实施例的结构示意图。
47.图2为本发明的功率器件在实施例的内部结构图。
48.图3为本发明的功率模块在实施例的结构示意图。
49.图4为本发明的外部散热器的壳体在实施例的结构示意图。
50.图5为本发明的中间散热器的上壳体或下壳体在实施例的结构示意图。
51.图中标号表示:1、功率器件;101、水冷板;102、外接端子;103、灌封外壳;104、衬板;105、芯片;106、过渡铜块;107、钎焊层;108、纳米银烧结连接层;2、中间散热器;201、上壳体;202、下壳体;301、进液管;302、出液管;401、入口;402、出口;5、外部散热器;501、盖板;502、壳体。
具体实施方式
52.以下结合说明书附图和具体实施例对本发明作进一步描述。
53.如图1和图2所示,本实施例的功率器件,具体应用于轨道交通的变流器上,具体包括芯片105、衬板104和水冷板101,衬板104位于芯片105的两侧,水冷板101直接焊接于衬板104上,从而形成双面水冷的结构。本发明的功率器件,将现有功率器件1中的基板及散热器进行整合,直接采用水冷板101进行代替,消除了芯片105散热路径中的散热硅脂和厚铜底板,减少了热量的传递路径,提高了散热效率。当然,在其它实施例中,也可以根据实际应用场景采用单面水冷的结构。
54.本实施例中,功率器件1的电路拓扑为半桥结构;芯片105包括第一半导体芯片和第二半导体芯片,第一半导体芯片为功率芯片,可以是si基绝缘栅双极晶体管(igbt),也可以是sic基金属氧化物半导体场效应晶体管(mosfet)、还可以是sic基igbt;第二半导体芯片可以是二极管。
55.本实施例中,水冷板101为pin-fin结构底板;pin-fin结构底板上的pin-fin结构为椭圆柱状体或圆柱体或圆锥体,pin-fin结构的尺寸与间距根据热仿真最优结果确定,其中pin-fin结构是功率器件1散热系统中与液态冷却介质发生热交换作用,分布在底板上且呈周期性排布的突起结构;pin-fin结构底板材料可以是铝碳化硅(alsic),其中sic的体积分数可以根据功率器件1热应力最小的原则来确定;也可以是铝合金,可根据成本、功率器件1性能及可靠性综合考虑选取。上述水冷板101通过钎焊工艺直接焊接于衬板104上,从而
形成钎焊层107。
56.本发明实现了轨道交通领域功率器件1双面水冷与pin-fin结构的复合设计,在缩小功率器件1体积的同时提高了散热效率与功率密度。
57.本实施例中,芯片105的外接端子102(如铜端子)通过热超声焊接工艺连接在上层或下层的衬板104上。另外在芯片105与衬板104之间还设有过渡铜块106,能够增加功率器件1的整体厚度,从而保证其整体厚度大于一定值而便于与外接端子102的厚度相匹配。当然,上述过渡铜块106可以为一块,位于芯片105的一侧,也可以根据芯片105整体厚度与外接端子102厚度等实际情况而选择两块或更多块,位于芯片105的一侧或者两侧;或者调整过渡铜块106的厚度来调整功率器件1的整体厚度。其中过渡铜块106与芯片105和衬板104之间、以及芯片105与衬板104之间均通过纳米银烧结工艺烧结而连接在一起后,在连接面之间形成纳米银烧结连接层108。
58.本发明相应公开了一种如上所述的功率器件的封装工艺,包括步骤:
59.在芯片105与衬板104之间的连接面上涂覆纳米银浆,将芯片105与衬板104贴合后进行烧结;
60.在衬板104与水冷板101之间的连接面上涂覆锡膏,将衬板104与水冷板101贴合后进行钎焊连接。
61.作为上述发明的一个具体实施例,具体步骤为:
62.1、纳米银烧结:将芯片105、过渡铜块106、dbc衬板104的各连接面均匀的涂覆纳米银浆,由上到下依次为dbc衬板104、芯片105、过渡铜块106、dbc衬板104,放入烧结设备(如烧结炉)中进行烧结,必要时可以施加一定的压力;
63.2、端子热超声焊:采用热超声焊接技术将外接端子102(如铜端子)与对应的dbc衬板104连接;其中注意焊接过程的温度不能高于135℃;
64.3、钎焊:将dbc衬板104和pin-fin结构底板的各连接面均匀涂覆锡膏,放入真空钎焊设备中进行钎焊连接;
65.4、灌封:选取适当的灌封材料将其灌入适当的位置进行灌封处理,形成灌封外壳103;在此过程中注意保护芯片105,以免受到损坏;
66.如图3所示,本发明进一步公开了一种功率模块,包括外部散热器5、中间散热器2和如上所述的功率器件1,各功率器件1通过中间散热器2叠放在一起,外部散热器5则位于最外侧的功率器件1上。
67.如图4所示,本实施例中,外部散热器5包括壳体502和盖板501,壳体502位于功率器件1一侧的水冷板101上,盖板501盖设于壳体502上,以使外部散热器5的壳体502、盖板501与水冷板101之间围合形成用于供散热介质流过的第一腔体,第一腔体上设有进口和出口402。其中盖板501焊接于壳体502上,壳体502焊接于水冷板101上,密封性好且可靠性高。
68.如图5所示,本实施例中,中间散热器2包括上壳体201和下壳体202,上壳体201和下壳体202分别位于相邻功率器件1的水冷板101上,上壳体201与下壳体202之间围合形成用于供散热介质流过的第二腔体,第二腔体上设有入口401和出口402。其中上壳体201与下壳体202之间焊接连接,上壳体201和下壳体202与水冷板101之间焊接连接,密封性好且可靠性高。
69.其中第一腔体和第二腔体上的入口401直接或通过散热器与进液管301相连,第一
腔体和第二腔体上的出口402直接或通过散热器与出液管302相连,构成封闭冷却流道。
70.本发明相应的公开了一种如上所述的功率模块的封装工艺,包括步骤:
71.将外部散热器5通过回填式搅拌摩擦焊接技术焊接于功率器件1的水冷板101上;
72.将中间散热器2通过回填式搅拌摩擦焊接技术焊接于功率器件1的水冷板101上,使相邻功率器件1相互连接。
73.作为上述发明的一个具体实施例,对应的具体步骤包括:
74.(1)功率器件1与外部散热器5的壳体502焊接:将功率器件1放到下面,外部散热器5的壳体502放到上面,同时将外部散热器5的壳体502托住并固定,采用回填式搅拌摩擦焊接技术(一种比较成熟的焊接技术)进行焊接;
75.(2)外部散热器5的壳体502与盖板501焊接:将外部散热器5的盖板501放到壳体502上面,同时将壳体502托住并固定,采用回填式搅拌摩擦焊接技术进行焊接;
76.(3)重复步骤(1)和(2),将另一个功率器件1与另外一边的外部散热器5焊接到一起;
77.(4)功率器件1与中间散热器2的上壳体201焊接:将功率器件1放到下面,中间散热器2的上壳体201放到上面,同时将上壳体201托住并固定,采用回填式搅拌摩擦焊接技术进行焊接;
78.(5)功率器件1与中间散热器2的下壳体202焊接:将功率器件1放到上面,中间散热器2的下壳体202放到下面,同时将中间散热器2的下壳体202和功率器件1托住并固定,采用回填式搅拌摩擦焊接技术进行焊接;
79.(6)重复步骤(4)和(5),将其他所有功率器件1分别与中间散热器2的上壳体201、下壳体202焊接到一起;
80.(7)中间散热器2的对应上壳体201与下壳体202焊接:将中间散热器2的上壳体201与下壳体202固定,采用自支撑搅拌摩擦焊接技术(一种比较成熟的焊接技术)进行焊接;
81.(8)中间散热器2与入口401和出口402焊接:采用激光焊技术将中间散热器2与入口401和出口402进行焊接;
82.(9)将进液管301和出液管302分别与各散热器的入口401和出口402对应连接好。
83.本发明实现了全流程的高集成双面水冷功率模块的封装工艺,并大量采用新型封装工艺,如纳米银烧结技术、热超声焊接技术、搅拌摩擦焊技术等,能够实现高性能功率模块的封装。
84.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。