1.本发明涉及电池生产加工方法工艺技术领域,具体涉及一种电池化成排气方法。
背景技术:
2.软包锂电池在化成过程中,会产生大量的气体,为了不影响电池化成,需要将包装袋的容纳空间做大,达到收集化成产生的有害尾气,待化成结束后,再将多余部分的包装袋剪切,并且对包装袋进行封口处理,这种处理方式还需要其他相关设备的配合,排气效率低而且生产稳定性较低,极度依赖人员工作经验,因此需要一种方便生产的电池化成排气方法。
技术实现要素:
3.为解决上述问题,本发明提供了一种电池化成排气方法,首先将电池封装在内包装膜内形成半成品a,然后将外包装膜卷成外包装筒并套设在半成品a的表面形成半成品b,将半成品b装夹到化成设备的化成夹具上后,刺破内包装膜进行充电,化成过程中产生的气体可从内包装膜的刺破口排出,化成完成后,将包装筒多余部分截掉,利用外包装筒将半成品a远离电池充电段的一端封装。
4.本发明为解决上述问题提供的是一种电池化成排气方法,包括以下步骤:s1:将电池封装在内包装膜内形成半成品a,电池的充电端漏出在内包装膜外部;s2:将外包装膜卷成外包装筒并套设在半成品a的表面形成半成品b,所述外包装筒的长度大于半成品a的长度,外包装筒靠近电池充电端的一端与半成品a的表面固定粘合,外包装筒远离电池充电端的一端敞口;s3:将半成品b装夹到化成设备的化成夹具上,从外包装筒未封装的一端将内包装膜刺破,对电池充电,充电过程中化成夹具将电池的上表面和下表面压合,使气体从内包装膜的孔洞和外包装筒的未封装端排出;s4:充电完成后断开电池充电端与充电设备的连接,将包装筒多余部分截掉,然后利用外包装筒将半成品a远离电池充电段的一端封装。
5.优选的,所述s3中,电池充电过程中对电池进行温度监控,根据温度状态调节充电功率。
6.优选的,在s3中,为提升化成效果,化成温度t为41
‑
78℃,充电电压u为2.88
‑
3.75v,充电电压u的竖直随化成温度t的升高而降低。进一步地,s3中半成品b所受的压强ρ为2.6
‑
8mpa。
7.优选的,所述化成夹具包括上模和下模,上模和下模均为立方体形块,上模设置在下模上方并且二者的一端铰接,上模的下表面和下模的上表面均开设有装夹槽,装夹槽贯穿上模和下模的铰接端侧面,装夹槽的槽底上均固设有多个压板,压板为与装夹槽槽底垂直的条形板,多个压板互相平行,所述上模的下表面和下模的上表面还都开设有线槽,上模和下模的铰接端与线槽分别位于压板两端,上模和下模翻转对接时两个装夹槽和两个线槽
分别对接。
8.优选的,所述压板的板面上开设有开口,同一个装夹槽内多个压板的开口正对,装夹槽内通过多个压板的开口安装有温度传感器。
9.与现有技术相比本发明具有的有益效果有:本方法中首先利用内包装膜将电池包装形成半成品a,然后利用外包装膜将半成品a不完全包装形成半成品b,对半成品b进行化成的过程中,电池被保护在内包装膜内,产生的气体从内包装膜排出,内包装膜和外包装膜对电池具有保护作用,化成后将外包装膜未完全包装地方封装,此时实际是利用外包装膜将内包装膜已受损部分封装,从而保证成品电池的安全和质量。
附图说明
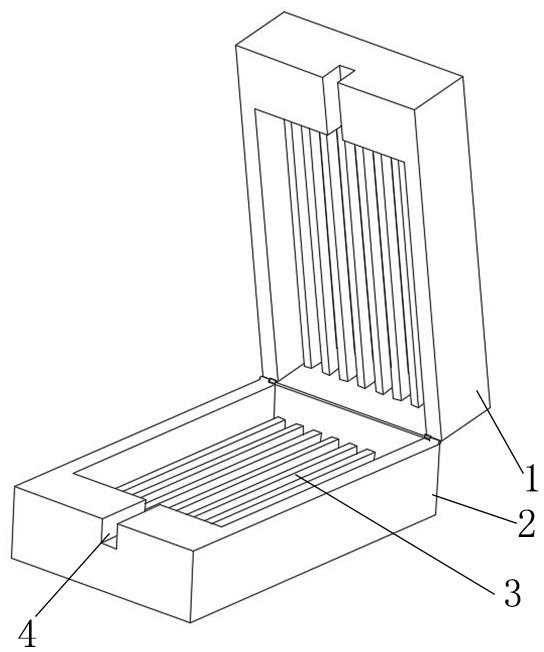
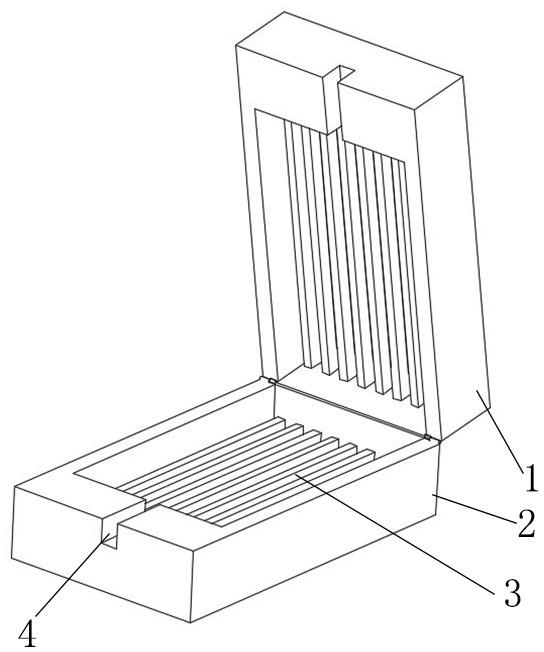
10.图1是本发明中化成夹具的外部结构示意图;图2是本发明中化成夹具的端部结构示意图;图中标记:1、上模,2、下模,3、压板,4、线槽,5、温度传感器。
具体实施方式
11.一种电池化成排气方法,包括以下步骤:s1:将电池封装在内包装膜内形成半成品a,电池的充电端漏出在内包装膜外部。选取矩形块状的电池,利用内包装膜将电池完全包覆形成半成品a,在内包装膜上对应电池充电端的位置位置开设有将充电端漏出的开口,然后再将内包装膜压开口处压合使其与电池表面贴合,电池的充电端漏出在内包装膜的外部以用于对电池的化成。
12.s2:将外包装膜卷成两端敞口的中空筒形外包装筒,外包装筒的长度大于半成品a的长度,将外包装筒套设在半成品a的表面形成半成品b,所述外包装筒靠近电池充电端的一端与半成品a的表面固定粘合,外包装筒远离电池充电端的一端敞口。
13.s3:将半成品b装夹到化成设备的化成夹具上,从外包装筒未封装的一端将内包装膜刺破,对电池充电,充电过程中化成夹具将电池的上表面和下表面压合,使气体从内包装膜的孔洞和外包装筒的未封装端排出;化成过程中内包装膜内会产生气体,由于电池、内包装膜和外包装膜均被化成夹具装夹,产生的气体可直接从内包装膜刺破的位置排出。
14.所述化成夹具包括上模1和下模2,上模1和下模2均为立方体形块,上模1设置在下模2上方并且二者的一端铰接,上模1的下表面和下模2的上表面均开设有装夹槽,装夹槽贯穿上模1和下模2的铰接端侧面,装夹槽的槽底上均固设有多个压板3,压板3为与装夹槽槽底垂直的条形板,多个压板3互相平行,压板3的高度小于装夹槽的深度,所述上模1的下表面和下模2的上表面还都开设有线槽4,上模1和下模2的铰接端与线槽4分别位于压板3两端,上模1和下模2翻转对接时两个装夹槽和两个线槽4分别对接。半成品b放置在化成的下模2上的装夹槽内后,由下模2装夹槽内的多个压板3支撑,将充电端的连线设置在线槽4内后,翻转上模1使上模1将下模2装夹,此时半成品b的上表面被上模1上的多个压板3压合,化成过程中内包装膜内的气体可沿相邻两个压板3之间的空间流动。所述压板3的板面上开设有开口,同一个装夹槽内多个压板3的开口正对,装夹槽内通过多个压板3的开口安装有温度传感器5,s3化成过程中,利用温度传感器5对电池表面进行温度的实时监控,通过监控温度来实时调节充电功率,确保化成效果和生产的安全稳定。
15.s4:充电完成后断开电池充电端与充电设备的连接,将包装筒多余部分截掉,然后利用外包装筒将半成品a远离电池充电段的一端封装。化成完成后需要对半成品b进行封装,由于外包装膜为一端未封口的状态,内包装膜上还有刺破口,因此需要利用外包装膜将内包装膜刺破口包覆在内。在断开电池与充电设备的连接后,将外包装筒未封装一端多余部分截掉,然后在内包装膜表面点胶,将外包装筒未封装一端压合密封,最终外包装筒的一端筒口通过内包装膜与电池便面固定贴合,另一端筒口与电池一端通过内包装膜贴合,内包装膜和外包装膜配合将电池密封。
16.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种电池化成排气方法,其特征在于:包括以下步骤:s1:将电池封装在内包装膜内形成半成品a,电池的充电端漏出在内包装膜外部;s2:将外包装膜卷成外包装筒并套设在半成品a的表面形成半成品b,所述外包装筒的长度大于半成品a的长度,外包装筒靠近电池充电端的一端与半成品a的表面固定粘合,外包装筒远离电池充电端的一端敞口;s3:将半成品b装夹到化成设备的化成夹具上,从外包装筒未封装的一端将内包装膜刺破,对电池充电,充电过程中化成夹具将电池的上表面和下表面压合,使气体从内包装膜的孔洞和外包装筒的未封装端排出;s4:充电完成后断开电池充电端与充电设备的连接,将包装筒多余部分截掉,然后利用外包装筒将半成品a远离电池充电段的一端封装。2.如权利要求1所述的一种电池化成排气方法,其特征在于:所述s3中,电池充电过程中对电池进行温度监控,根据温度状态调节充电功率。3.如权利要求1所述的一种电池化成排气方法,其特征在于:所述化成夹具包括上模(1)和下模(2),上模(1)和下模(2)均为立方体形块,上模(1)设置在下模(2)上方并且二者的一端铰接,上模(1)的下表面和下模(2)的上表面均开设有装夹槽,装夹槽贯穿上模(1)和下模(2)的铰接端侧面,装夹槽的槽底上均固设有多个压板(3),压板(3)为与装夹槽槽底垂直的条形板,多个压板(3)互相平行,所述上模(1)的下表面和下模(2)的上表面还都开设有线槽(4),上模(1)和下模(2)的铰接端与线槽(4)分别位于压板(3)两端,上模(1)和下模(2)翻转对接时两个装夹槽和两个线槽(4)分别对接。4.如权利要求3所述的一种电池化成排气方法,其特征在于:所述压板(3)的板面上开设有开口,同一个装夹槽内多个压板(3)的开口正对,装夹槽内通过多个压板(3)的开口安装有温度传感器(5)。
技术总结
本发明涉及电池生产加工方法工艺技术领域,具体涉及一种电池化成排气方法,首先将电池封装在内包装膜内形成半成品A,然后将外包装膜卷成外包装筒并套设在半成品A的表面形成半成品B,将半成品B装夹到化成设备的化成夹具上后,刺破内包装膜进行充电,化成过程中产生的气体可从内包装膜的刺破口排出,化成完成后,将包装筒多余部分截掉,利用外包装筒将半成品A远离电池充电段的一端封装。成品A远离电池充电段的一端封装。成品A远离电池充电段的一端封装。
技术研发人员:徐鸿翔
受保护的技术使用者:郑州英诺贝森能源科技有限公司
技术研发日:2021.09.23
技术公布日:2021/12/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。