1.本发明涉及包装机械领域,更具体的说是一种封箱侧贴标一体机。
背景技术:
2.目前在快递行业,一件产品在完成包装之后,还需要贴上快递标签单。对于封箱机,其用于输送纸箱对上下的开口处贴上胶带完成封口,之后对接贴标机在纸箱上贴上快递单,这样就需要购置并布置两台机器,成本和维护难度较高。通过改进可以把贴标机构整合到封箱机上,随着纸箱的输送在封箱后进一步贴上标签,但是常规的在上机芯之后布置的贴标机构,其贴上的标签要贴在胶带之上,胶带或者纸箱盖盖合处如果不平整可能会带来贴上的标签不平整,影响贴标质量。本发明就是在设计一款在封箱机上整合能够在侧边完成标签贴设的机构。
技术实现要素:
3.针对现有技术存在的不足,本发明的目的在于提供一种封箱侧贴标一体机,采用能够在封箱机上整合完成侧边标签贴设,保证标签贴设在纸箱侧边,满足标签平整贴设的需求。
4.本发明提供了如下技术方案:一种封箱侧贴标一体机,包括机架,机架上形成用于输送纸箱的通道,机架上在通道的两侧分别设置有第一底架和第二底架,第一底架上设置第一输送带,第二底架上从前至后依次设置第二输送带和侧贴标机构,第一输送带的长度对应第二输送带和侧贴标机构的布置位置,第一底架和第二底架可平移的设置于机架上,两者在调试平移时改变通道的宽度;第一输送带和第二输送带之间的通道上下分别设置有用于封箱的上机芯和下机芯,第一输送带和侧贴标机构之间的通道下方设置第三输送带;通道在侧贴标机构对应位置设置有第一传感器,当第一传感器感应到纸箱时反馈令侧贴标机构开启,纸箱在继续行进过程中进行侧面贴标签。
5.作为一种改进,机架上设置有螺纹杆,螺纹杆的左右两侧设置旋向相反的螺纹,且两侧的螺纹分别与第一底架和第二底架进行螺纹配合,当驱动螺纹杆旋转时,带动第一底架和第二底架平移进行靠近或远离。
6.作为一种改进,第二底架包括用于安装第二输送带的前支架和用于安装侧贴标机构的后支架,前支架和后支架通过紧固件进行相互安装,后支架连接一第三底架,第三输送带设置于第三底架上。
7.作为一种改进,前支架和后支架上分别设置有供紧固件穿设的圆孔和腰型孔,腰型孔沿着第二底架的平移方向进行设置;当紧固件穿过并锁紧于圆孔和腰型孔处时令前支架和后支架位置锁定;当紧固件松懈时,腰型孔可与紧固件进行相对的平移,进而调试前支架和后支架相对于第一底架的距离。
8.作为一种改进,机架上设置有滑轨,第三底架穿设于滑轨上进行平移。
9.作为一种改进,侧贴标机构包括用于放置标签的放置盒、用于标签绕设的若干绕
设轴、用于剥离标签和底纸的剥离板、用于夹持标签或底纸进行驱动的驱动辊组、以及用于底纸绕设回收的收集辊,标签由放置盒处向外依次绕设过绕设轴、剥离板、驱动辊组至收集辊,驱动辊组连接驱动机构提供动力令标签输送,绕设轴、剥离板、驱动辊组、收集辊均竖直布置,剥离板朝向输送纸箱的通道。
10.作为一种改进,侧贴标机构还包括一安装座,安装座设置于第二底架上,放置盒倾斜的设置于安装座上,放置盒的上部开放,下部为底壁,周边形成侧壁;放置盒倾斜后靠下的侧壁为放置标签的承载面,在远离承载面的侧壁处开设一供标签输出的出料口,出料口朝向绕设轴。
11.作为一种改进,放置盒具有一安装板,安装板上设置第一通孔和第二通孔,安装座上设置第一安装孔和第二安装孔,一转轴穿过第一通孔安装至第一安装孔处;第二通孔为适配安装板旋转角度的弧形孔,一紧固件穿过第二通孔旋合至第二安装孔处,当松懈紧固件时,安装板可绕第一通孔处的转轴调整角度,第二通孔配合穿过其中的紧固件限制安装板的旋转角度,当紧固件旋紧抵触安装板时锁定安装板位置。
12.作为一种改进,出料口的下侧侧壁设置有弧形沿,出料口的侧边设置有用于检测标签是否用尽的第二传感器,出料口的上侧侧壁设置有一缺口,第二传感器设置于上侧侧壁外侧并正对缺口处。
13.作为一种改进,侧贴标机构的一侧设置有压轮组,侧贴标机构和压轮组依次排列在纸箱的输送方向上,压轮组与第一输送带配合在通道两侧限位输送向封箱机输出端的纸箱;压轮组包括从前至后依次设置的软性材质的大滚轮和硬性材质的若干小滚轮,大滚轮与第一输送带的间距小于小滚轮与第一输送带的间距。
14.本发明的有益效果:纸箱在封箱机上由两侧输送带输送经过上下机芯完成上下胶带封箱之后,可以沿着通道到达侧贴标机构处,由下部和侧边输送带提供持续输送的动力,两侧由侧贴标机构和输送带进行限位,待纸箱到位时被传感器感应,侧贴标机构启动输送标签持续的贴向输送经过的纸箱,纸箱从封箱机的输出端送出时就完成了封箱和侧边贴标,其保证了快递标签有序平整的贴设,不必采购和布置两台机器,大大降低设备成本和维护成本。
附图说明
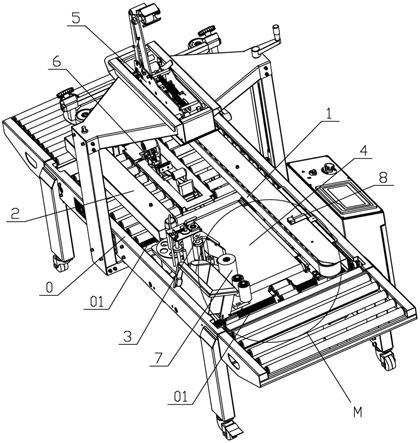
15.图1为本发明封箱机的立体结构示意图。
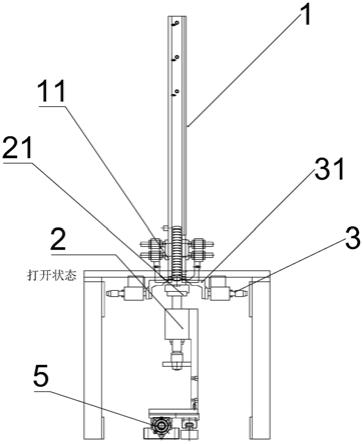
16.图2为图1中m处的放大图。
17.图3为本发明封箱机底部的立体结构示意图。
18.图4为图3中n处的放大图。
19.图5为本发明的侧贴标机构和压轮组的立体结构示意图一。
20.图6为本发明的侧贴标机构和压轮组的立体结构示意图二。
具体实施方式
21.以下结合附图对本发明的具体实施例做详细说明。
22.如图1、2、3、4、5、6所示,为本发明封箱侧贴标一体机的具体实施例。该实施例包括机架0,机架0上形成用于输送纸箱的通道,机架0上在通道的两侧分别设置有第一底架001
和第二底架002,第一底架001上设置第一输送带1,第二底架002上从前至后依次设置第二输送带2和侧贴标机构3,第一输送带1的长度对应第二输送带2和侧贴标机构3的布置位置,第一底架001和第二底架002可平移的设置于机架0上,两者在调试平移时改变通道的宽度;第一输送带1和第二输送带2之间的通道上下分别设置有用于封箱的上机芯5和下机芯6,第一输送带1和侧贴标机构3之间的通道下方设置第三输送带4;通道在侧贴标机构3对应位置设置有第一传感器8,当第一传感器8感应到纸箱时反馈令侧贴标机构3开启,纸箱在继续行进过程中进行侧面贴标签。
23.本发明在使用时,可在原来的封箱机机型上进行改进使用,通道在纸箱输送方向设置依次排列的滚轴用于支撑纸箱和滚动输送,在封箱机常规机构的基础上,延长一侧的第一输送带1,并在其延长的位置对侧进一步设置侧贴标机构3;原来第一输送带1和第二输送带2的对应位置的通道上下设置上机芯5和下机芯6,纸箱在由输入端置入通道后,由第一输送带1与第二输送带2夹持提供动力输送,并由该处设置的上机芯5和下机芯6完成上下胶带封箱;随着纸箱的输送到达第一输送带1与侧贴标机构3配合处,第一输送带1与侧贴标机构3在两侧对纸箱限位,第三输送带4布置于下机芯6之后对纸箱进行支撑并且配合第一输送带1提供输送动力,侧贴标机构3上装有已打印了快递信息的标签单,其初始状态为关闭状态,直至纸箱被输送至被第一传感器8感应到,此时纸箱的侧面也到达了侧贴标机构3处标签输出的位置,第一传感器8反馈信号令侧贴标机构3开启,侧贴标机构3运行令标签和纸箱同步运动,将标签贴于纸箱侧面,被撕下标签的底纸卷绕回侧贴标机构3,完成一张标签贴设的侧贴标机构3停止运行,待下一纸箱的到来;贴好标签的纸箱从封箱机的输出端送出,从而可以以一台机器完成封箱和侧边贴标,其保证了快递标签有序平整的贴设,不必采购和布置两台机器,大大降低设备成本和维护成本。面对不同宽度规格的纸箱时,通过调试第一底架001和第二底架002之间的距离,实现对两者之间的距离调整,进而调整了第一输送带1和第二输送带2、侧贴标机构3之间的通道宽度,从而适配纸箱宽度进行夹持输送以及贴标签。第二底架002上依次布置第二输送带2和侧贴标机构3令两者可以联动进行平移调试,与另一侧第一底架001上的第一输送带1配合,整体上便于调试。
24.作为一种改进的具体实施方式,机架0上设置有螺纹杆01,螺纹杆01的左右两侧设置旋向相反的螺纹,且两侧的螺纹分别与第一底架001和第二底架002进行螺纹配合,当驱动螺纹杆01旋转时,带动第一底架001和第二底架002平移进行靠近或远离。
25.如图1、2、3所示,为便于对结构间距进行快速调试,从而满足不同规格纸箱的封箱贴标签的需求,将左右的第一底架001和第二底架002设置为同步调试的结构。具体实施时,将第一底架001和第二底架002设置于一螺纹杆01上,依靠螺纹杆o1左右两侧设置旋向相反的螺纹,在对螺纹杆01进行旋转时,令两侧的第一底架001和第二底架002进行同步的靠近或远离,那样可以保证两者相对通道的中心线对称平移,可更好的保证调试的准确性和简易性,可适应常规封箱机的上下机芯位于通道中心位置进行封箱的结构,可做到良好适配。螺纹杆01可优选布置例如电机等驱动机构进行自动化的调整,实现对纸箱规格的匹配。
26.作为一种改进的具体实施方式,螺纹杆01在机架0上至少设置前中后三根,对第一底架001和第二底架002进行驱动和支撑。
27.如图3所示,螺纹杆01在机架0的长度方向上布置多根,优选为前中后三根,实现对第一底架001和第二底架002的底部支撑功能,并可良好的带动平移。
28.作为一种改进的具体实施方式,第二底架002包括用于安装第二输送带2的前支架0021和用于安装侧贴标机构3的后支架0022,前支架0021和后支架0022通过紧固件进行相互安装,后支架0022连接一第三底架003,第三输送带4设置于第三底架003上。
29.如图1、2、3所示,考虑到第二输送带2和侧贴标机构3结构的不同并且本身是独立的部件,故通过分体的前支架0021和后支架0022进行两者分别的安装,然后再由紧固件进行安装成一体,可以降低各自装配的难度,降低各自制造的难度,也可以令第二输送带2处配合的一些零部件采用原先的部件,降低部件重新设计或改进的难度。第三输送带4布置在第三底架003上,而第三底架003随着后支架0022一起平移调试,第三底架003在移向对侧时可容纳于第一底架001之下,结构间不相互影响;在结构上也可较好的覆盖通道的宽度,为纸箱提供更好的支撑。
30.作为一种改进的具体实施方式,前支架0021和后支架0022上分别设置有供紧固件穿设的圆孔0023和腰型孔0024,腰型孔0024沿着第二底架002的平移方向进行设置;当紧固件穿过并锁紧于圆孔0023和腰型孔0024处时令前支架0021和后支架0022位置锁定;当紧固件松懈时,腰型孔0024可与紧固件进行相对的平移,进而调试前支架0021和后支架0022相对于第一底架001的距离。
31.如图3、4所示,通过设置腰型孔0024,在具体调试时,紧固件与圆孔0023尺寸适配进行相对的限位,而紧固件位于腰型孔0024中,那么腰型孔0024的长度大小,即为前支架0021和后支架0022两者在腰型孔0024长度方向上所能位移的距离大小,通过位移可以调整前支架0021和后支架0022相对于第一底架001的距离,即调整第二输送带2和侧贴标机构3两者相对于第一输送带1的距离,通过调整可以保证第二输送带2与第一输送带1的间距、以及侧贴标机构3与第一输送带1的间距均能达到良好的适配纸箱宽度,保证夹持输送的稳定实现,保证贴标签的稳定实现;另一方面以上调整结构的设置也可以降低零部件制造的精度需求,降低制造成本,可通过后期装配时的调试达到良好的位置准确;紧固件旋紧抵触前支架0021和后支架0022可将两者锁定,安装和调试均较为方便,以上结构可设置多组,实现多位置的复合锁定,加强结构强度。
32.作为一种改进的具体实施方式,机架0上设置有滑轨02,第三底架003穿设于滑轨02上进行平移。
33.如图4所示,通过将第三底架003穿设在滑轨02上进行平移,提供了对第三底架003的支撑,并且可灵活的随着第二底架002一起平移,便于联动调试。
34.作为一种改进的具体实施方式,侧贴标机构3包括用于放置标签的放置盒31、用于标签绕设的若干绕设轴32、用于剥离标签和底纸的剥离板33、用于夹持标签或底纸进行驱动的驱动辊组34、以及用于底纸绕设回收的收集辊35,标签由放置盒31处向外依次绕设过绕设轴32、剥离板33、驱动辊组34至收集辊35,驱动辊组34连接驱动机构提供动力令标签输送,绕设轴32、剥离板33、驱动辊组34、收集辊35均竖直布置,剥离板33朝向输送纸箱的通道。
35.如图1、5、6所示,工作人员预先将打印好产品信息的一叠标签放置于放置盒31处,将标签前端绕设过绕设轴32、剥离板33、驱动辊组34,直至定位在收集辊35处;标签本身为一面粘性的纸张,该粘性的纸张贴于底纸上;在进行标签的输送贴设时,由驱动辊组34处连接电机等驱动机构,提供拉动和收集标签的动力,令标签通过剥离板33的剥离端,标签绕设
过剥离端的夹角,能够实现上层标签和下层底纸的剥离,标签向外行进剥离,贴于经过的纸箱侧面,底纸继续卷绕经过驱动辊组34至收集辊35处被收集。具体的侧贴标机构3良好的实现了标签的输送和贴设,保证标签的贴设质量。
36.作为一种改进的具体实施方式,侧贴标机构3还包括一安装座30,安装座30设置于第二底架002上,放置盒31倾斜的设置于安装座30上,放置盒31的上部开放,下部为底壁311,周边形成侧壁;放置盒31倾斜后靠下的侧壁为放置标签的承载面312,在远离承载面312的侧壁处开设一供标签输出的出料口313,出料口313朝向绕设轴32。
37.如图1、5、6所示,标签放置于倾斜状态下放置盒31的承载面312处,标签侧面支撑于底壁311处,依靠标签的重力有序的容纳在放置盒31中,具有一定厚度的一摞标签依靠承载面312前后的侧壁良好的限位收纳,标签的输出端从远离承载面312的上部出料口313拉出,拉出的标签具有一定的倾斜角度,其可顺畅的调整至竖直状态去卷绕过绕设轴32。具体倾斜设置的放置盒3l保证了标签放置的稳定有序,其呈一定角度放置后便于输出后顺畅的调整至竖直状态对接后续的竖直绕设轴32卷绕,可良好的应用于侧贴标的侧贴标机构3,令标签有序的输送,完成整体的功能。
38.作为一种改进的具体实施方式,放置盒31具有一安装板314,安装板314上设置第一通孔3141和第二通孔3142,安装座30上设置第一安装孔301和第二安装孔302,一转轴穿过第一通孔3141安装至第一安装孔301处;第二通孔3142为适配安装板314旋转角度的弧形孔,一紧固件穿过第二通孔3142旋合至第二安装孔302处,当松懈紧固件时,安装板314可绕第一通孔3141处的转轴调整角度,第二通孔3142配合穿过其中的紧固件限制安装板314的旋转角度,当紧固件旋紧抵触安装板314时锁定安装板314位置。
39.如图5、6所示,第一通孔3141和第一安装孔301处穿设为转轴,实现两者之间的旋转连接,安装板314的锁定通过第二通孔3142处的紧固件实现;通过转轴和紧固件在两个位置限定安装板314的位置,提高整体结构的稳定性,在调试时松懈紧固件,锁定时旋紧紧固件,可保证结构间的安装强度。在松懈紧固件时,以第一通孔3141处的转轴作为支点旋转,可以对安装板314即放置盒31进行旋转;通过设置第二通孔3142为弧形孔,在调试时,紧固件位于第二通孔3142处,那么第二通孔3142的弧形角度大小,即为放置盒31所能旋转的角度范围大小,从而可以通过预先设计弧形孔的弧形角度大小,限定放置盒31的调整角度范围,令放置盒31的调整更加稳定有序,也避免任意调整所带来的结构间的磕碰,或者标签的散落。
40.作为一种改进的具体实施方式,放置盒31的倾斜角度设置为5
‑
20度。
41.如图5、6所示,在以上角度下,标签放置后相对于竖直呈5
‑
20度的夹角,能够保证标签被稳定放置,然后在从出料口313输出后,可以顺畅的调整到竖直状态绕设于后序的辊上,有利于保证标签输送的顺畅,不会产生标签的扭曲拉扯。
42.作为一种改进的具体实施方式,出料口313的下侧侧壁设置有弧形沿315,出料口313的侧边设置有用于检测标签是否用尽的第二传感器316,出料口313的上侧侧壁设置有一缺口317,第二传感器316设置于上侧侧壁外侧并正对缺口317处。
43.如图5、6所示,标签会因为重力下垂与弧形沿315接触,弧形沿315的设置能够保证标签被后序辊拉出绕设时的顺畅,减少现有结构上夹角所带来的标签表面折痕的产生,或者是标签和底纸的提前分离,保证标签的顺利有序输送。
44.为保证贴标的顺利进行,在放置于放置盒31处的标签使用完后,可以及时的进行新标签的更换,设置了第二传感器316;利用第二传感器316去检测放置盒31中是否存在标签,当标签用完时,出料口313处的第二传感器316不再被阻挡,第二传感器316发出信号给控制模块,进而可以令整体机器停止运行,或者是通过提醒模块例如警示灯或者警示音提示工作人员标签用尽;从而可以进行新标签的更换,保证封箱贴标的效率,减少停机时间;而且可以避免纸箱上标签的漏贴,避免后期的返工。进一步的,第二传感器316布置于侧壁外侧,令整体结构更加整洁有序,便于第二传感器316的安装与布线,也可以保证出料口313处没有阻碍物,标签可以有序顺利的输送;通过设置的缺口317令正对的第二传感器316能够对出料口313位置进行检测,缺口317较小不会影响到较大标签的正常输送。
45.作为一种改进的具体实施方式,侧贴标机构3的一侧设置有压轮组7,侧贴标机构3和压轮组7依次排列在纸箱的输送方向上,压轮组7与第一输送带1配合在通道两侧限位输送向封箱机输出端的纸箱;压轮组7包括从前至后依次设置的软性材质的大滚轮71和硬性材质的若干小滚轮72,大滚轮71与第一输送带1的间距小于小滚轮72与第一输送带1的间距。
46.如图1、2、5、6所示,随着输送纸箱到达输出端,第一输送带1与压轮组7配合在两侧对纸箱限位,保持纸箱的输送状态稳定,在纸箱经过压轮组7的过程中,压轮组7滚过刚贴好的标签表面,将标签进一步压牢压平在纸箱侧面,保证纸箱的侧贴标质量。
47.在纸箱到达输出端时,首先通过大滚轮71的范围覆盖,来接触到纸箱,软性材质的大滚轮71在滚动过程中产生一定的形变来压住纸箱并使纸箱输送通过,起到纸箱导向的作用;小滚轮72与第一输送带1的间距匹配纸箱的宽度,在纸箱到达小滚轮72后,依靠硬性材质的小滚轮72压于纸箱表面进行滚动输送,提供了良好的传动力,保持纸箱被稳定限位并输送。优选为设置两个小滚轮72,其排列后与纸箱接触的位置形成稳定的压紧平面,两个小滚轮72形成的压紧平面与第一输送带1平行,可以保证纸箱稳定有序的被限位输出。
48.作为一种改进的具体实施方式,大滚轮71为海绵材质制成。
49.具体实施时,采用海绵材质制成大滚轮71,其可进行良好的形变,通过形变来与纸箱抵触配合,并可在旋转滚动过程中令纸箱顺利通过。
50.作为一种改进的具体实施方式,小滚轮72为尼龙材质制成。
51.具体实施时,采用尼龙材质制成小滚轮72,其具有良好的强度,并且具有良好的摩擦系数,可能压紧纸箱进行滚动输送,并提供足够的传送力。
52.作为一种改进的具体实施方式,三个输送带均通过辊轴绕设成环形,其朝向通道的一面形成支撑纸箱进行输送的输送面,辊轴连接驱动机构提供动力进而带动输送带运行。
53.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。