1.本发明涉及一种复合钎料及其制备方法,属于钎焊技术领域。
背景技术:
2.银基钎料熔点适中、钎焊工艺性能优越,具有较高的钎焊强度、导电性和耐腐蚀性等,在航空航天、轨道交通、电子信息、制冷家电、超硬工具等行业应用广泛。银基钎料的主要合金元素是ag、cu、zn、cd等,为了进一步降低钎料的熔化温度范围,提高钎料的流动性和填缝能力,通常还加入ga、in、sn等调控钎料温度。但ga、in、sn等在钎料中的溶解度有限,且其极易与其它合金元素形成脆性化合物,造成轧制易脆断、拉拔难减径等,难以通过常规的加工方法成型。
技术实现要素:
3.本发明的目的是提供一种复合钎料,能够在提高钎料的流动性和填缝能力的同时,不增加制备的难度。
4.本发明还提供了一种上述复合钎料的制备方法。
5.为了实现以上目的,本发明的复合钎料所采用的技术方案是:
6.一种复合钎料,包括钎料管、第一钎剂和第二钎剂;所述钎料管包括第一钎料层和第二钎料层,所述第二钎料层的内壁面与所述第一钎料层的外壁面贴合设置;所述第一钎料层为银基钎料层,所述第二钎料层为含有低熔点金属元素的钎料层,所述低熔点金属元素选自锡元素、铟元素、镓元素中的任意一种或两种以上,所述第二钎料层的熔点低于所述第一钎料层的熔点;所述第一钎剂,设于钎料管的管腔内,并与所述的第一钎料层相匹配;所述第二钎剂,设于钎料管外并覆盖所述钎料管外壁面,并与所述第二钎料层相匹配。
7.本发明的复合钎料在使用时,第二钎剂优先熔化流铺,随之第二钎料层熔化铺展,然后第一钎剂熔化流铺,最后高熔点的银基钎料层熔化铺展。由于第二钎料层的熔点较低,流动性好,所以其润湿铺展的效果较好,而熔化的第二钎料层能溶解银基钎料层并与第一钎料层的银基钎料扩散合金化,从而大大降低银基钎料层的熔点,提高其流动性和润湿性,保证填缝效果;其次,第二钎料层中含有锡元素、铟元素、镓元素中的一种或多种的低熔点金属元素时,可以减少甚至避免通过熔炼的方法在银基钎料层中添加上述低熔点金属元素,从而减少或避免上述低熔点金属元素与其它合金元素形成脆性化合物,进而保证银基钎料层的加工性能,使银基钎料层易于加工成型,因而本发明的复合钎料既可以提高锡、镓、铟等低熔点元素的含量,又能保证钎料的易加工性;另外,将低熔点的第二钎料层包覆在银基钎料层外,可以使第二钎料层更好地吸收热量,进而使第二钎料层更快熔化,提高钎焊效率;最后,第二钎剂为与第二钎料层相匹配的钎剂,第二钎剂的熔点低于第二钎料层,因而会先于第二钎料层熔化,这样不仅可以去除母材表面的氧化物,而且可以起到保护熔化的第二钎料层的作用,促进第二钎料层的润湿和铺展,而随着钎焊过程的进行以及温度的升高,第二钎剂逐渐失效,在银基钎料层熔化前,第一钎剂将进行熔化,以进一步去除母
材表面的氧化物并保护熔化的第二钎料层和后续熔化的银基钎料层,即通过第二钎剂和第一钎剂的配合,可以起到很好地去膜和保护作用。
8.本发明的复合钎料将钎料、钎剂复合一体化,还可以解决传统钎料和钎剂分别添加时,工艺操作复杂、经验依赖度高、焊后钎剂残留多等难题,从而提高钎焊连接的稳定性和工件使用可靠性;同时还可以解决单独添加钎剂易出现无序散乱、低温流失、延时失效等问题,并且避免过量钎剂产生大量烟尘,从而严重污染环境、危害作业人员健康、导致职业病,降低安全隐患。
9.优选的,所述钎料管中低熔点金属元素总质量占钎料管质量的3
‑
19.8%。
10.所述银基钎料层的组成不受限制,可以与任意现有的银基钎料组成相同。所述银基钎料层主要由ag、cu、zn组成。例如,所述银基钎料层为ag
‑
cu
‑
zn系钎料层或ag
‑
cu
‑
zn
‑
x系钎料层,x为sn、ga、in中的一种或两种以上。优选的,所述钎料管中,ag的质量百分含量为9.6
‑
43.6%,cu的质量百分含量为24.1
‑
51%,zn的质量百分含量为20
‑
36.6%。
11.优选的,所述银基钎料层为ag
‑
cu
‑
zn
‑
x系钎料层时,银基钎料层中x元素的占所述银基钎料层的质量百分比不超过2%。优选的,所述银基钎料层为bag10cuzn钎料层、bag20cuzn钎料层、bag25cuzn钎料层、bag30cuzn钎料层、bag40cuzn钎料层、bag45cuzn钎料层、bag50cuzn钎料层、bag15cuznsn钎料层、bag18cuznsn钎料层、bag25cuznsn钎料层、bag30cuznsn钎料层、bag40cuznsn钎料层、bag45cuznsn钎料层、bag55cuznsn钎料层或bag30cuznin钎料层。
12.优选的,所述第一钎料层的内壁面和/或外壁面为粗糙面。这样可以便于使第一钎剂保持在内芯中,使第二钎料层浸涂在第一钎料层上。需要说明的是,粗糙面可以为定向的粗糙面或者随机的粗糙面,定向的粗糙面为在同一方向上有明显的凹槽,随机的粗糙面为具有随机方向的凹槽或随机分布的凹坑。优选的,所述粗糙面的粗糙度的范围为3.2μm≤ra≤25μm。
13.优选的,所述第一钎剂填充在所述钎料管的管腔内形成钎剂芯。所述第二钎剂覆盖所述钎料管的全部外壁形成钎剂层。所述钎剂层的厚度为0.1
‑
0.3mm,优选为0.1
‑
0.2mm。
14.优选的,所述第一钎剂为硬钎剂。所述硬钎剂由以下质量百分比的组分组成:硼酸盐84.4%、活性剂9.9%、成膏剂5.7%。
15.可以理解的是,所述第二钎料层为金属层。优选的,所述第二钎料层为锡金属层、铟金属层、镓金属层、锡基合金层、铟基合金层或镓基合金层。进一步的,所述第二钎料层为锡金属层、铟金属层、镓金属层、锡铟合金层、锡镓合金层、铟镓合金层或锡铟镓合金层。
16.优选的,所述第二钎剂为松香钎剂。
17.优选的,所述第一钎料层的厚度为0.05
‑
0.3mm,进一步优选为0.2
‑
0.3mm。
18.优选的,所述第二钎料层的厚度为0.01
‑
0.1mm,进一步优选为0.01
‑
0.03mm。
19.所述钎料管的横截面可以为各种规则或不规则的形状,规则形状如圆环。优选的,所述第一钎料层的横截面为圆环,第一钎料层的外径为0.5
‑
3mm,进一步优选为1
‑
3mm。
20.本发明的复合钎料的制备方法所采用的技术方案为:
21.一种上述复合钎料的制备方法,包括如下步骤:获取银基钎料管,将第一钎剂置入银基钎料管的管腔内,然后在银基钎料管外浸涂第二钎料层,再将第二钎剂涂覆在第二钎料层上,即得。
22.本发明的复合钎料的制备方法,工艺简单,便于推广应用。
23.所述银基钎料管既可以无缝银基钎料管,也可以为对接缝银基钎料管,还可以为搭接缝银基钎料管。所述银基钎料管的内壁面和/或外壁面为粗糙面。所述粗糙面的粗糙度的范围优选为3.2μm≤ra≤25μm。所述银基钎料管为由铸锭经挤压、拉拔制备成的无缝银基钎料管时,可以使用满足粗糙度要求的挤压和拉拔模具。挤压时可以通过控制挤压模芯表面的粗糙度,使第一钎料层的内表面达到粗糙度的要求,拉拔时可以通过控制拉拔孔壁的粗糙度,使第一钎料层的外表面达到粗糙度的要求。
24.可以按照现有药芯钎料的制备方法成型银基钎料管并在银基钎料管的管腔内置入第一钎剂。优选的,所述银基钎料管的制备方法包括以下步骤:按照银基钎料管组成取配方量的各组分熔融后浇铸,得到铸锭;再将铸锭挤压成无缝管,然后拉拔至预设尺寸。
25.为了减少复合钎料使用过程中的飞溅,优选的,所述置入包括以下步骤:将第一钎剂的熔液后抽入所述银基钎料管的管腔内再进行冷却。此外,为了便于复合钎料在常温下进行制备,所述置入包括以下步骤:将第一钎剂的膏状物注入所述银基钎料管内后进行干燥处理。
26.优选的,所述浸涂是将置入第一钎剂的银基钎料管浸入第二钎料层的熔液中,取出后使银基钎料管外包覆第二钎料层。与现有技术中的电镀法或电铸法等相比,通过浸涂法使低熔点元素包覆在银基钎料管上更易于实施,工艺更简单,有利于提高生产效率,节约生产成本。
附图说明
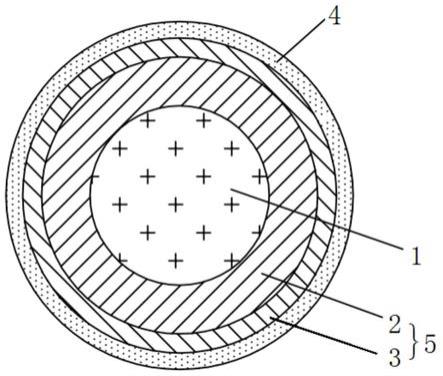
27.图1为本发明的实施例1的复合钎料的机构示意图,其中1
‑
钎剂芯,2
‑
第一钎料层,3
‑
第二钎料层,4
‑
钎剂层,5
‑
钎料管。
具体实施方式
28.以下结合具体实施方式对本发明的技术方案作进一步的说明。
29.实施例1
30.本实施例的复合钎料,如图1所示,包括钎剂芯1、钎料管5、钎剂层4;钎料管5包括第一钎料层2和第二钎料层3,第一钎料层2的外壁面和第二钎料层3的内壁面完全贴合,钎料芯1填充在钎料管5的管腔内,钎剂层4包覆在钎料管5的外壁面上。
31.钎剂芯1由以下质量百分比的组分组成:硼酸盐84.4%、活性剂9.9%,成膏剂5.7%。
32.第一钎料层为bag25cuzn银基钎料层,具体由以下质量百分比的组分组成:银25%,铜40%,锌35%;第一钎料层的厚度为0.2mm,第一钎料层的横截面为圆环,第一钎料层的外径为2mm。第一钎料层的内、外壁面的粗糙度ra均为6.3μm。
33.第二钎料层为锡金属层,厚度为0.01mm。
34.钎剂层为松香钎剂层,厚度为0.1mm。
35.本实施例的复合钎料中,锡的质量占钎料管质量的4.5%,银的质量占钎料管质量的23.9%,铜的质量占钎料管质量的38.2%,锌的质量占钎料管质量的33.4%。
36.实施例2
37.本实施例的复合钎料与实施例1的复合钎料的区别仅在于:
38.本实施例的复合钎料中,锡金属层的厚度为0.02mm;
39.本实施例的复合钎料中,锡的质量占钎料管质量的8.8%,银的质量占钎料管质量的22.8%,铜的质量占钎料管质量的36.5%,锌的质量占钎料管质量的31.9%。
40.实施例3
41.本实施例的复合钎料与实施例1的复合钎料的区别仅在于:
42.本实施例的复合钎料中,锡金属层的厚度为0.04mm;
43.本实施例的复合钎料中,锡的质量占钎料管质量的16.3%,银的质量占钎料管质量的20.9%,铜的质量占钎料管质量的33.5%,锌的质量占钎料管质量的29.3%。
44.实施例4
45.本实施例的复合钎料与实施例1复合钎料的区别仅在于:
46.本实施例的复合钎料中,锡金属层的厚度为0.05mm;
47.本实施例的复合钎料中,锡的质量占钎料管质量的19.6%,银的质量占钎料管质量的20.1%,铜的质量占钎料管质量的32.2%,锌的质量占钎料管质量的28.1%。
48.实施例5
49.本实施例的复合钎料,与实施例1的复合钎料的区别仅在于:
50.本实施例的复合钎料中,第一钎料层为bag10cuzn银基钎料层,具体由以下质量百分比的组分组成:10%的银、53%的铜、37%的锌;第一钎料层的厚度为0.25mm,外径为2.5mm;第二钎料层的厚度为0.01mm,钎剂层的厚度为0.1mm。
51.本实施例的复合钎料中,锡的质量占钎料管质量的3.8%,银的质量占钎料管质量的9.6%,铜的质量占钎料管质量的51%,锌的质量占钎料管质量的35.6%。
52.实施例6
53.本实施例的复合钎料,与实施例1的复合钎料的区别仅在于:
54.本实施例的复合钎料中,第一钎料层为bag45cuzn银基钎料层,具体由以下质量百分比的组分组成:银45%、铜30%、锌25%;第一钎料层的厚度为0.3mm,外径为3mm;第二钎料层的厚度为0.02mm,钎剂层的厚度为0.2mm。第一钎料层的内、外壁面的粗糙度ra分别为3.2μm、25μm。
55.本实施例的复合钎料中,锡的质量占钎料管质量的5.7%,银的质量占钎料管质量的42.4%,铜的质量占钎料管质量的28.3%,锌的质量占钎料管质量的23.6%。
56.实施例7
57.本实施例的复合钎料与实施例6复合钎料的区别仅在于:
58.本实施例的复合钎料中,锡金属层的厚度为0.04mm;
59.本实施例的复合钎料中,锡的质量占钎料管质量的10.9%,银的质量占钎料管质量的40.1%,铜的质量占钎料管质量的26.7%,锌的质量占钎料管质量的22.3%。
60.实施例8
61.本实施例的复合钎料与实施例6复合钎料的区别仅在于:
62.本实施例的复合钎料中,锡金属层的厚度为0.05mm;
63.本实施例的复合钎料中,锡的质量占钎料管质量的13.3%,银的质量占钎料管质量的39%,铜的质量占钎料管质量的26%,锌的质量占钎料管质量的21.7%。
64.实施例9
65.本实施例的复合钎料与实施例6复合钎料的区别仅在于:
66.本实施例的复合钎料中,锡金属层的厚度为0.08mm;
67.本实施例的复合钎料中,锡的质量占钎料管质量的19.8%,银的质量占钎料管质量的36.1%,铜的质量占钎料管质量的24.1%,锌的质量占钎料管质量的20%。
68.实施例10
69.本实施例的复合钎料与实施例6复合钎料的区别仅在于:
70.本实施例的复合钎料中,第一钎料层的厚度为0.3mm,外径为2.5mm;锡金属层的厚度为0.01mm;
71.本实施例的复合钎料中,锡的质量占钎料管质量的3%,银的质量占钎料管质量的43.6%,铜的质量占钎料管质量的29.1%,锌的质量占钎料管质量的24.3%。
72.实施例11
73.本实施例的复合钎料,与实施例1的复合钎料的区别仅在于:
74.本实施例的复合钎料中,第一钎料层为bag25cuznsn银基钎料层,由以下质量百分比的组分组成:银25%、铜40%、锌33%、锡2%;第一钎料层的厚度为0.3mm,外径为3mm;第二钎料层为铟金属层,厚度为0.02mm;钎剂层的厚度为0.2mm。第一钎料层的内、外壁面的粗糙度ra分别为20μm、4μm。
75.本实施例的复合钎料中,铟的质量占钎料管质量的6%,锡的质量占钎料管质量的1.9%,银的质量占钎料管质量的23.5%,铜的质量占钎料管质量的37.6%,锌的质量占钎料管质量的31%。
76.实施例12
77.本实施例的复合钎料与实施例11的复合钎料的区别仅在于:
78.本实施例的复合钎料中,铟金属层的厚度为0.05mm;
79.本实施例的复合钎料中,铟的质量占钎料管质量的14%,锡的质量占钎料管质量的1.7%,银的质量占钎料管质量的21.5%,铜的质量占钎料管质量的34.4%,锌的质量占钎料管质量的28.4%。
80.实施例13
81.本实施例的复合钎料与实施例11的复合钎料的区别仅在于:
82.本实施例的复合钎料中,铟金属层的厚度为0.06mm;
83.本实施例的复合钎料中,铟的质量占钎料管质量的16.3%,锡的质量占钎料管质量的1.7%,银的质量占钎料管质量的20.9%,铜的质量占钎料管质量的33.5%,锌的质量占钎料管质量的27.6%。
84.实施例14
85.本实施例的复合钎料,与实施例1的复合钎料的区别仅在于:
86.本实施例的复合钎料中,第一钎料层为bag18cuznsn银基钎料层,具体由以下质量百分比的组分组成:18%的银,42%的铜,2%的锡,余量为锌;第一钎料层的厚度为0.16mm,外径为1.8mm;第二钎料层的厚度为0.01mm,钎剂层的厚度为0.1mm。
87.本实施例的复合钎料中,锡的质量占钎料管质量的7.6%,银的质量占钎料管质量的17%,铜的质量占钎料管质量的39.6%,锌的质量占钎料管质量的35.8%。
88.实施例15
89.本实施例的复合钎料,与实施例13的复合钎料的区别仅在于:
90.本实施例的复合钎料中,第一钎料层的厚度为0.24mm,外径为2.2mm。
91.本实施例的复合钎料中,锡的质量占钎料管质量的5.9%,银的质量占钎料管质量的17.3%,铜的质量占钎料管质量的40.3%,锌的质量占钎料管质量的36.5%。
92.实施例16
93.本实施例的复合钎料,与实施例13的复合钎料的区别仅在于:
94.本实施例的复合钎料中,第一钎料层的厚度为0.2mm,外径为2mm;第二钎料层为镓金属层,厚度为0.01mm,钎剂层的厚度为0.1mm。
95.本实施例的复合钎料中,镓的质量占钎料管质量的3.8%,锡的质量占钎料管质量的1.9%,银的质量占钎料管质量的17.3%,铜的质量占钎料管质量的40.4%,锌的质量占钎料管质量的36.6%。
96.复合钎料的制备方法的实施例
97.实施例17
98.本实施例的复合钎料的制备方法,为实施例1的复合钎料的制备方法,包括以下步骤:
99.1)按第一钎料层的组成取配方量的银、铜、锌,熔化并浇铸成铸锭,切去冒口然后将铸锭车削去除氧化皮,待用;
100.2)对铸锭进行预热,利用挤压装置对铸锭进行挤压,形成无缝空心圆管,并拉拔至空心圆管的外径为2mm、壁厚为0.2mm,得到内、外表面粗糙度ra均为6.3μm的银基钎料管;
101.3)按钎剂芯的组成取配方量的硼酸盐、活性剂和成膏剂混匀,得到第一钎剂,将第一钎剂加热至560℃
‑
580℃熔化为液态,得到第一钎剂熔液;
102.4)利用抽吸装置将第一钎剂熔液抽入银基钎料管的管腔内并充满管腔,待管腔内的第一钎剂熔液冷却凝固,得到中间品;
103.5)将锡金属加热至熔化状态,将所得中间品浸入锡金属熔液中一段时间后取出,使锡金属包覆中间品后在银基钎料管的外壁面上形成厚度为0.01mm的锡金属层;
104.6)将酒精和松香进行混合,得到第二钎剂,将第二钎剂涂覆在锡金属层的表面上,干燥后在锡金属层上形成厚度为0.1mm的钎剂层,即得。
105.实施例2
‑
5的复合钎料在制备时,参照以上实施例17的复合钎料的制备方法进行并根据需要调整钎料管外径和壁厚、金属层(第二钎料层)和钎剂层厚度。
106.实施例18
107.本实施例的复合钎料的制备方法,为实施例6的复合钎料的制备方法,包括以下步骤:
108.1)按第一钎料层的组成取配方量的银、铜和锌,熔化后浇铸成铸锭,切去冒口然后将铸锭车削去除氧化皮,待用;
109.2)对铸锭进行预热,利用挤压装置对铸锭进行挤压,形成无缝空心圆管状,并拉拔至空心圆管的外径为3mm,壁厚为0.3mm,得到内表面粗糙度ra为3.2μm、外表面粗糙度ra为25μm的银基钎料管;
110.3)按钎剂芯的组成取配方量的硼酸盐、活性剂和成膏剂混匀,得到第一钎剂,将第
一钎剂加热至560℃
‑
580℃熔化为液态,得到第一钎剂熔液;
111.4)利用抽吸装置将第一钎剂熔液抽入银基钎料管的管腔内并充满管腔,待管腔内的第一钎剂熔液冷却凝固,得到中间品;
112.5)将锡金属加热至熔化状态,将所得中间品浸入锡金属熔液中一段时间后取出,使锡金属包覆中间品后在银基钎料管的外壁面上形成厚度为0.02mm的锡金属层;
113.6)将酒精和松香混合均匀,得到第二钎剂,将第二钎剂涂覆在第二锡金属层上形成厚度为0.2mm的钎剂层。
114.实施例7
‑
10的复合钎料在制备时,参照以上实施例18的复合钎料的制备方法进行并根据需要调整钎料管外径和壁厚、金属层(第二钎料层)和钎剂层厚度。
115.实施例19
116.本实施例的复合钎料的制备方法,为实施例11的复合钎料的制备方法,包括以下步骤:
117.1)按第一钎料层的组成取配方量的银、铜、锌和锡,熔化后浇铸成铸锭,切去冒口然后将铸锭车削去除氧化皮,待用;
118.2)对铸锭进行预热,利用挤压装置对铸锭进行挤压,形成无缝空心圆管,并拉拔至空心圆管的外径为3mm,壁厚为0.3mm,得到内表面粗糙度ra为20μm、外表面粗糙度ra为4μm的银基钎料管;
119.3)按钎剂芯的组成取配方量的硼酸盐、活性剂和成膏剂混匀,得到第一钎剂,将第一钎剂加热至560℃
‑
580℃熔化为液态,得到第一钎剂熔液;
120.4)利用抽吸装置将第一钎剂熔液抽入银基钎料管的管腔内并充满管腔,待管腔内的第一钎剂熔液冷却凝固,得到中间品;
121.5)将铟金属加热至熔化状态,将所得中间品浸入铟金属熔液中一段时间后取出,使铟金属包覆中间品后在银基钎料管的外壁面上形成形成厚度为0.02mm的铟金属层;
122.6)将酒精和松香混匀后得到第二钎剂,将第二钎剂涂覆在铟金属层的表面上形成厚度为0.2mm的钎剂层,即得。
123.实施例12
‑
16的复合钎料在制备时,参照以上实施例19的复合钎料的制备方法进行并根据需要调整钎料管外径和壁厚、金属层(第二钎料层)和钎剂层厚度。另外,实施例14
‑
15的复合钎料在制备时,需要将中间品浸入锡金属溶液中一段时间后取出在银基钎料管外壁形成锡金属层,实施例16的复合钎料在制备时,需要将中间品浸入镓金属溶液中一段时间后取出在银基钎料管外壁形成镓金属层。
124.在本发明的复合钎料的其他实施例中,还可以将实施例1
‑
16中任意实施例中的第二钎料层替换为锡、铟、镓中两种及以上组成合金层,这些实施例的复合钎料在制备时,需要将上述制备方法的实施例中步骤5)中单一金属熔液替换为相应组成的合金熔液。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。